Фиг. 1
i
СО
оо
4
Изобретение относится к станкостроению, касается изготов пения метал.юрежущего инструмента и может быть использовано при заточке концевых прямозубых модульных фрез.
Целью изобретения является повышение качества заточки прямозубых модульных фрез путем обеспечения стабильного заднего угла вдоль затачиваемой режущей кромки.
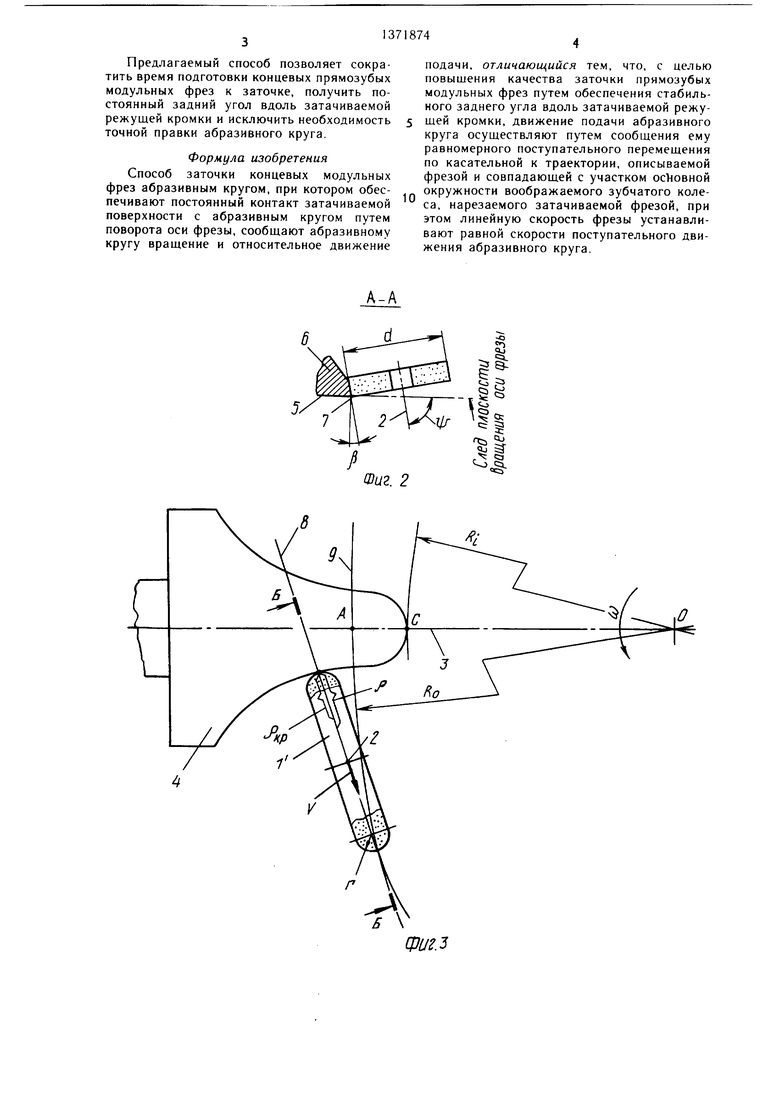
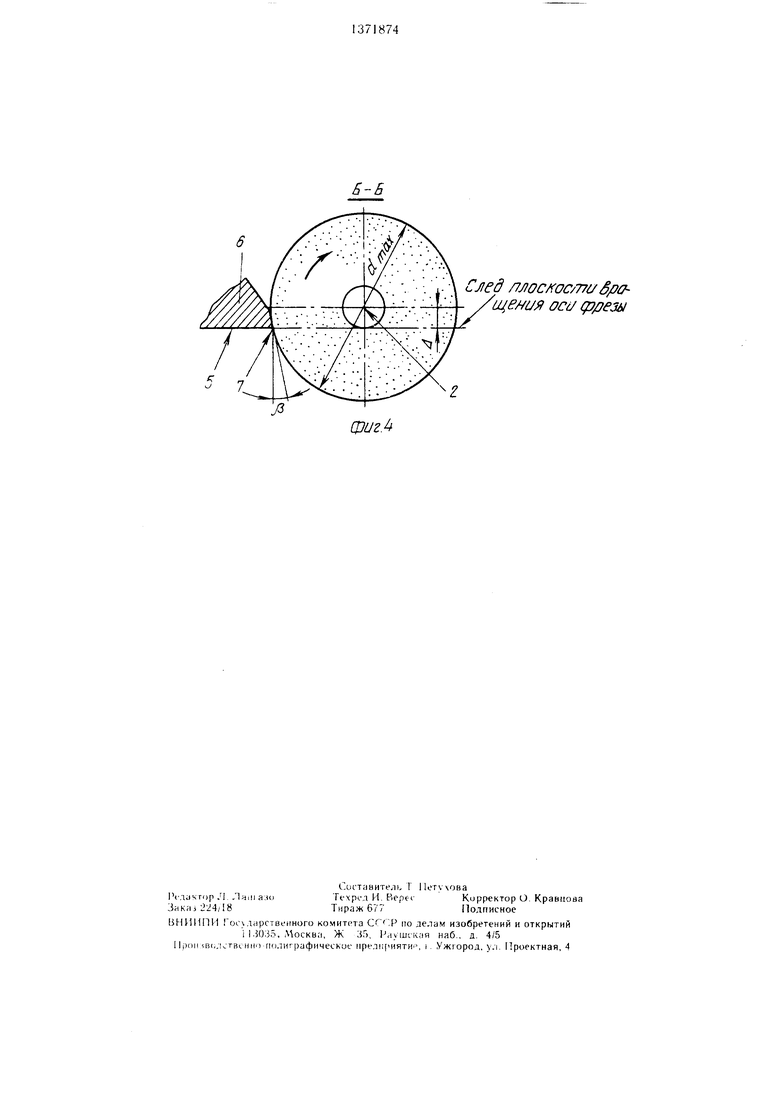
На фиг. 1 изображена схема заточки предлагаемым способом при использовании абразивного круга цилиндрической формы; на фи|-. 2 сечение А-А на фиг. 1; на фиг. 3- схема заточки предложенным способом при использовании тороидального абразивного круга; на фиг. 4 - сечение Б-Б на фиг. 3.
При использовании абразивного круга 1 цилиндрической формы его ось 2 устанавливают под острым углом 4 к плоскости вращения оси 3 фрезы 4. Угол г|.- равен
- -tgy-).
где р задний угол, который необходимо
получить при заточке.
Диаметр абразивного круга 1 должен бьпь не более
(/ 2т vO,25Z3sirraj+Zf-f I - - (i. Z, -f Z isinrx J sinij l.
где d дир.метр абразивного круга 1;
i модуль воображаемого зубчатого колеса, нарезаемого затачиваемой фрезой 4;
Z чис;1О зубьев воображаемого зубчатого колеса, нарезаемого затачиваемой фрезой 4;
Zi число зубьев колеса, сопряженного с воображаемым зубчатым колесом нарезаемым загачиваемой фрезой 4; а- угол зацепления (обычно ).
абразивный круг 1 цилиндрической формы, диаметр которого удовлетворяет условию (2), не удается подобрать, то тогда используют тороидальный абразивный круг I , имеющий в осевом сечении радиусный
11роф||.1Ь.
При использовании тороидального абра- ; ;иьного круга Г его устанавливают так, чтобы его ось 2 располагалась параллельно и на расстоянии Д от плоскости вращения оси 3 фрезы. Расстояние Д определяется как
4 тих rt
,
где dmax - периферийный диаметр тороидального абразивного круга Г. Радиус профиля тороидального абразивного круга Г должен быть не более
vO,,+ 1 - 0,5(Z + Z)sinaj cospl.
(4)
5 где г - радиус профиля тороидального абразивного круга Г.
Ось 3 затачиваемой фрезы 4 поворачивают вокруг точки О, которая является центром воображаемого зубчатого колеса (не
Q обозначено), нарезаемого затачиваемой фрезой 4. Точка О, вокруг которой вращают ось 3 фрезы 4, находится на оси 3 фрезы 4 и удалена от торцовой части фрезы 4 (точка С) на расстоянии радиуса Д окружиости впадин воображаемого зубчатого колеса,
t5 нарезаемого затачиваемой фрезой 4. Радиус /, окружности впадин воображаемого зубчатого колеса, нарезаемого затачиваемой фрезой 4, определяется из зависимости
/, f(Z-2,5).
20 После установки абразивного круга 1 или 1 сообщают вращение последнему и вращение фрезе 4 до тех пор, пок-а передняя поверхность 5 ее зуба 6, режущую кромку 7 которого будут затачивать, не совпадет с
2 плоскостью вращения оси 3 фрезы 4. Затем оси 2 абразивного круга 1 или Г сообщают равномерное поступательное движение по касательной 8 к траектории 9 точки А оси 3 фрезы 4, являющейся по форме участком основной окружности воображаемого зубчаJQ того колеса, нарезаемого затачиваемой фрезой 4. При этом одновременно поворачивают равномерно ось 3 фрезы 4, обеспечивая линейную скорость точки А оси 3 фрезы 4 на основной окружности 9, равной скорости V поступательного движения оси 2 абразив35 ного круга 1 или Г
,
(5)
где V - скорость поступательного движения оси 2 абразивного круга I или Г; со - угловая скорость поворота оси 3 фрезы 4;
/.) - радиус основной окружности 9 воображаемого зубчатого колеса, нарезаемого затачиваемой фрезой 4. При изменении формы режущей кромки, дд вызванном изменением модуля и числа зубьев колес, нарезаемых затачиваемой фрезой, достаточно изменить радиус поворота оси фрезы. Не требуется точной правки абразивного круга, достаточно, чтобы в плоскости вращения оси фрезы радиус кривизны 50 абра;1ивного круга был меньше радиуса кривизны р затачиваемой режущей кромки
55
V0. j + ZT+T-
- 0,5(Zc + Z)sino(,
где Ркр - радиус кривизны абразивного круга в плоскости вращения оси фрезы.
Предлагаемый способ позволяет сократить время подготовки концевых прямозубых модульных фрез к заточке, получить постоянный задний угол вдоль затачиваемой режущей кромки и исключить необходимость точной правки абразивного круга.
Формула изобретения Способ заточки концевых модульных фрез абразивным кругом, при котором обеспечивают постоянный контакт затачиваемой поверхности с абразивным кругом путем поворота оси фрезы, сообщают абразивному кругу вращение и относительное движение
подачи, отличающийся тем, что, с целью повышения качества заточки прямозубых модульных фрез путем обеспечения стабильного заднего угла вдоль затачиваемой режущей кромки, движение подачи абразивного круга осуществляют путем сообщения ему равномерного поступательного перемещения по касательной к траектории, описываемой фрезой и совпадающей с участком ос 1овной окружности воображаемого зубчатого колеса, нарезаемого затачиваемой фрезой, при этом линейную скорость фрезы устанавливают равной скорости поступательного движения абразивного круга.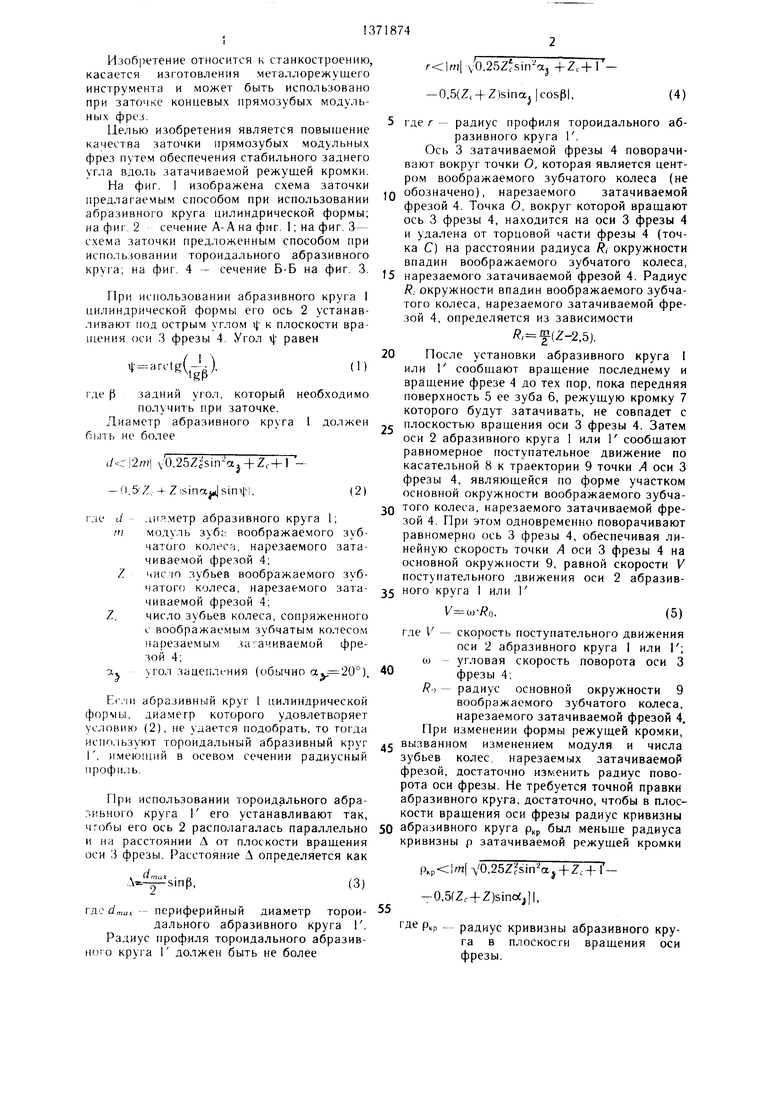
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| Способ заточки концевых фрез с радиусной режущей кромкой | 1988 |
|
SU1627373A1 |
| Способ заточки задней поверхности фрезы | 1986 |
|
SU1491665A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для заточки ножей | 1987 |
|
SU1495075A1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
| Способ изготовления зубчатых колес | 1991 |
|
SU1816574A1 |
Изобретение относится к станкостроению, касается изготовления металлорежущего инструмента и может быть испол1 :-10- вано при заточке концевых прямоз бы.х модульных фрез. Целью изоб|)етени ; является повышение количества заточки прямозубых модульных фрез обеспечения стаби.1ь- ного заднего угла вдоль затачиваемой шей кромки. Абразивному кругч 1 сообщают вращение, а его оси 2 - равно.мерное поступательное перемещение по касательной к траектории точки А, лежа1лей на оси 3 фрезы 4 таким образом, чтобы указанная траектория совпадала с участком основной окруж ности 9 воображаемого зубчатог о колеса, нарезаемого затачиваемой фрезой 4. Постоянный контакт затачиваемой гтове хности с абразивным кругом 1 обеспечивается тс-м поворота осп 3 фрезы 4 кшки О ив:1ЯЮ1цейся центром вооб)()1 о зи )- чатого колеса, нарезаемого затачиваемий фрезой 4. /1инейн ю скорость точки А с1л навливают равной 1. корости I riocT ii;ruM,- ного движения оси 2 абразивного 4 ил. ю (Л CZ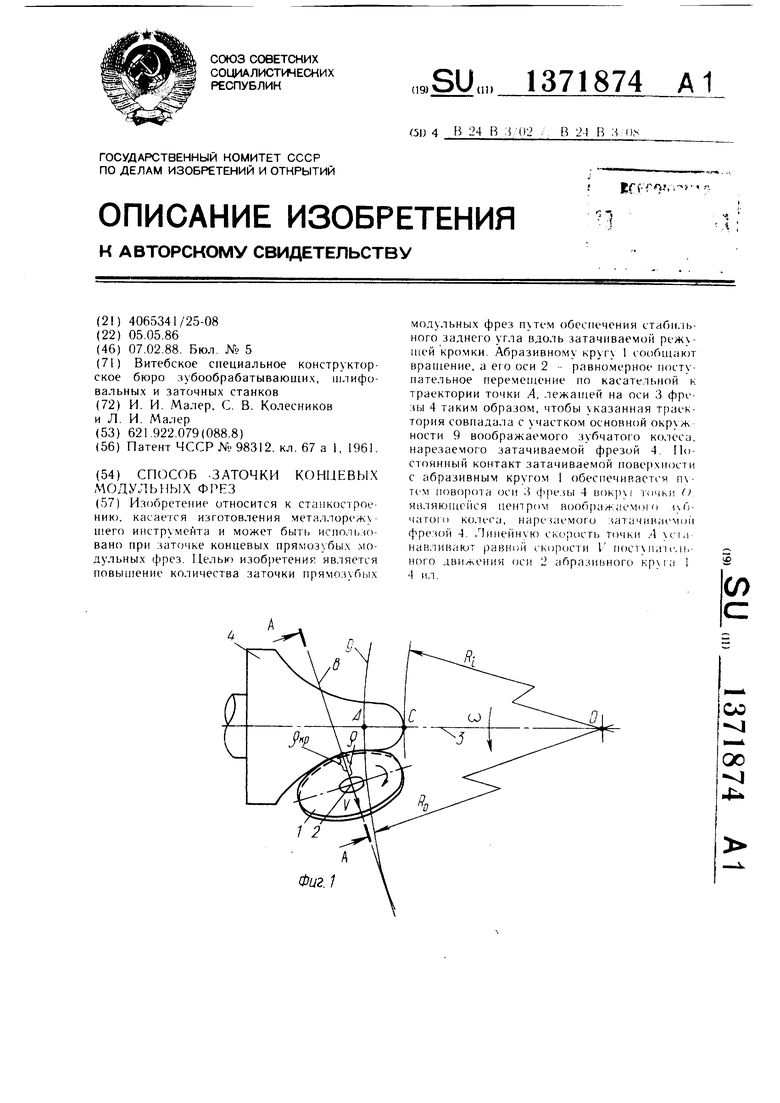
г/г
1
3
1
сз
2
Фиг.
лед ЛJJoc/(oc/77(J Sjoff- oci/ (
| Дробилка для картофеля | 1953 |
|
SU98312A1 |
| кл | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
