А А
.
09
Од Од
сл
Изобретение относится к металлообработке, а именно к заточке концевых и насадных фрез, имеющих цилиндрическую и торцовую режущую части.
Цель изобретения - повьгаение качества и производительности заточки за счет обеспечения автоматизации предварительной установки круга относительно затачиваемой фрезы.
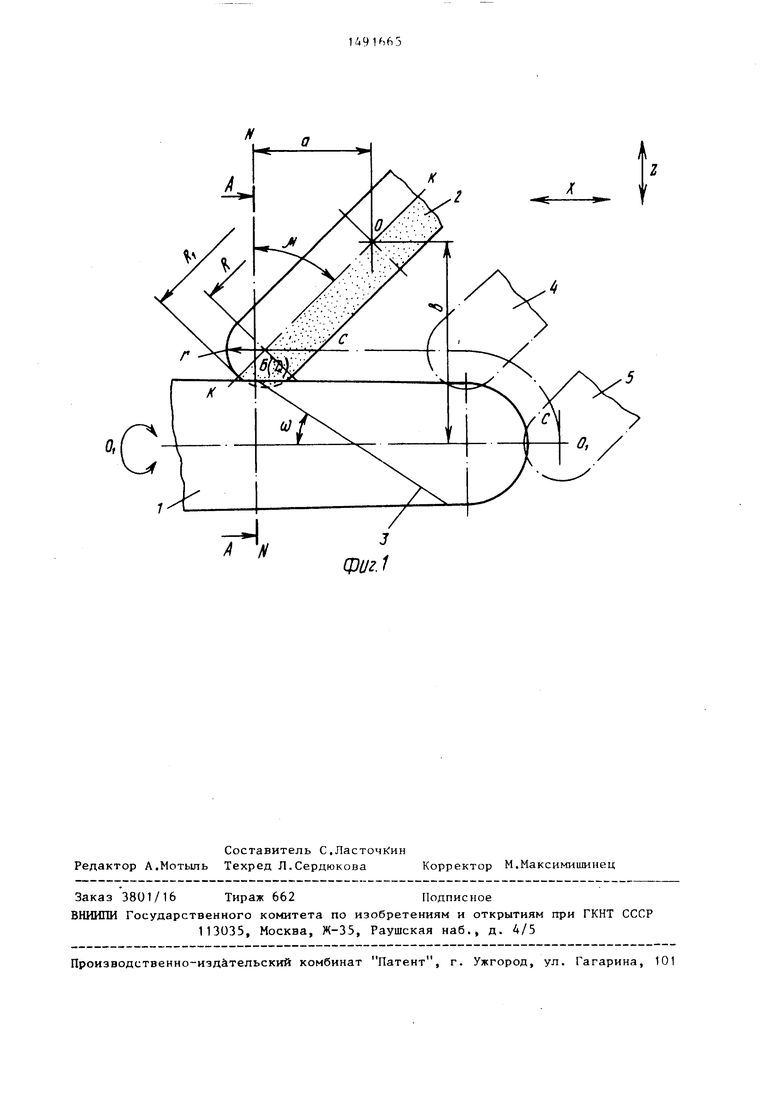
На фиг.1 показана схема взаимной установки шлифовального круга и фрезы; на фиг.2 - разрез А-А на фиг.1. Концевая фреза 1 со сферическим торцом на тороидальный шлифовальный круг 2 с максимальным радиусом R и радиусом тора г установлены наклонно друг к другу. Плоскость вращения крута (плоскость симметрии К-К) составляет угол |Ц с нормальной плоско- стью N-N к оси 0 О , фрезы 1 .
Способ осуществляют следующим образом.
Выбирают для настройки некоторую исходную точку режущей кромки Б, через которую проводят исходное торцовое речение фрезы 1,
Поворотом фрезы 1 вокруг своей оси 0,0, поме1|;ают точку Б режущей кромки 3, принадлежащую торцовой - плоскости А-А, в исходную осевую плоскость В-В. Смещают центр О повернутого на угол ишифовального круга
относительно плоскости В-В на величину h, относительно торцового сечения А-А на величину а, относительно осевой плоскости Г-Г на величину Ь. Угол |U выбирается произвольно и обеспечивает наиболее рациональное расположение узлов станка в процессе обработки без изменения формы шлифовального круга.
Фрезе сообщают согласованные вращательное и поступательное движения вокруг своей оси, а шлифовальный круг вращают вокруг своей оси.
При заточке шлифовальный круг перемещается вдоль профиля фрезы по траектории ее по координатам X и Z. При этом происходит поворот фрезы вокруг своей оси.
Таким образом, шлифовальный круг 2 устанавливают относительно фрезы V тремя смещениями относительно исходных торцовой и осевой плоскостей фрезы, в которых лежит исходная точка режущей кромки фрезы. Исходная осевая плоскость параллельна оси круга и плоскости перемещения круга вдоль профиля фрезы и относительно другой осевой плоскости, перпендикулярной первой. Величины а, Ь, h этих смещений определяют по следующим зависимостям:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки режущих пластин | 1988 |
|
SU1585122A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ заточки концевых модульных фрез | 1986 |
|
SU1371874A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Способ винтовой заточки сверл с подточкой поперечной режущей кромки | 1987 |
|
SU1465269A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| Заточной станок для заточки инструментов со сложным профилем | 1982 |
|
SU1087308A1 |
Изобретение относится к металлообработке, а именно к заточке концевых и насадных фрез, имеющих цилиндрическую и торцовую режущую части. Цель изобретения - повышение качества и производительности заточки за счет обеспечения автоматизации предварительной установки круга относительно затачиваемой фрезы. Поворотом фрезы 1 вокруг своей оси помещают точку Б режущей кромки 2, принадлежащую торцовой плоскости А-А, в исходную осевую плоскость В-В. Смещают центр О повернутого на угол шлифовального круга относительно плоскости В-В на величину H, относительно торцевого сечения А-А на величину A, относительно осевой плоскости Г-Г на величину B, которые определяют из приведенных соотношений. При этом точка Д характеристики круга (линии, лежащей на рабочей поверхности круга и формообразующей заднюю поверхность фрезы) совмещается с исходной точкой Б режущей кромки 2 фрезы. Шлифовальный круг устанавливают относительно фрезы с тремя смещениями относительно торцовой и осевых плоскостей фрезы. Величины смещений определяют расчетным путем. 2 ил.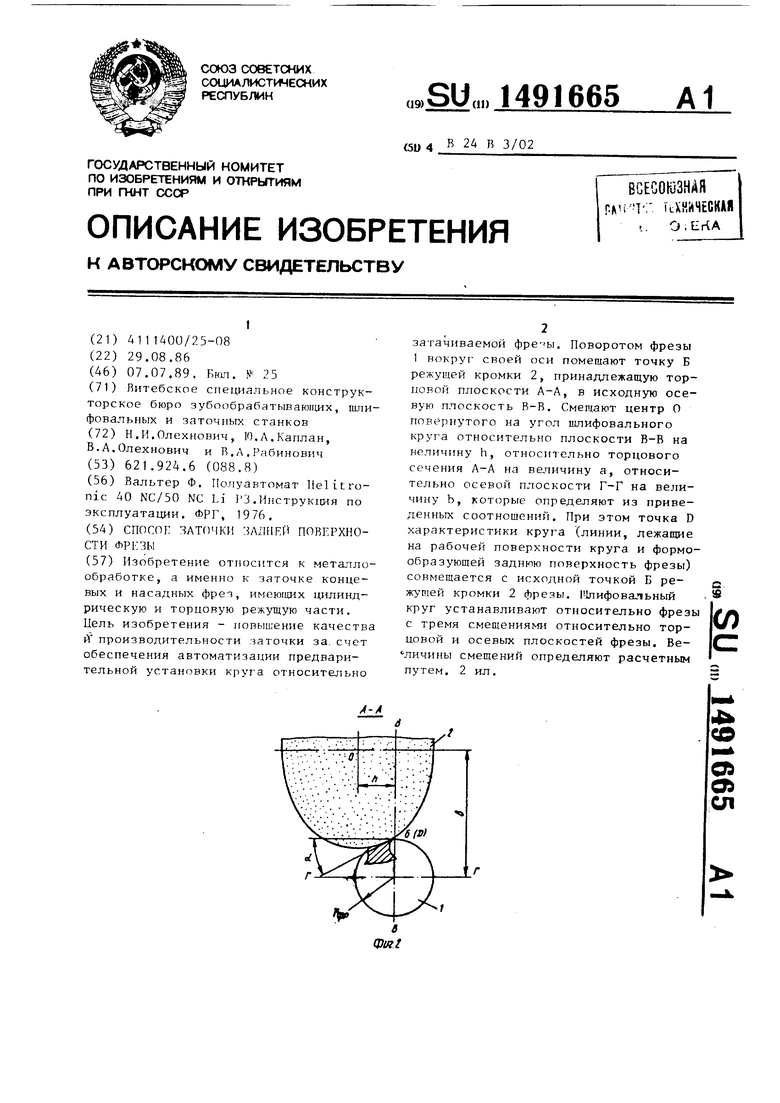
l()-()-t-((siпf4(b-rфp)+acos.))ж
Sinifikz
ir-UinpCb-r)acosH sin tg;-ti;L-corp
h - j((sinfл(b-rфp))acos.)nг-(a(St)-(b-rфp))
1 +созМч sinf
h - tgo(((a()-())c:osp-((sinp()+acos|U)2)
sinH( )+acos(w . , .. -- --sxnf) 0,
{r2-(sin()+acosp)2
a - расстояние от точки пересе- h - чения оси вращения тороидального шлифовального круга с плоскостью его симметрии (центр круга) до исходной gg торцовой поверхности (т.е.Ь торцовой плоскости проходящей через исходную точку режущей кромки фрезы);
0;
расстояние от центра круга до исходной осевой плоскости, (т.е. осевой плоскости, проходящей через исходную точку режущей кромки фрезы); расстояние от центра круга до осевой плоскости, перпендикулярной исходной осевой плоскости;
к
де R.
R,-r,
НЛИПС1ЛЫ11ИЙ радиус ишифопаль- ного круга;
-радиус тора круга;
-угол между плоскостью вращения круга и нормалью к профилю фрезы в исходной осевой плоскости;
-радиус фрезы;
-задний угол;
-угол наклона винтовой линии фрезы.
ормула изобретения
г
м
d
ilj
Способ заточки задней поверхности фрезы, по которому тороидальный ).p)+((siпн(b-r..)+acosм)O
sin р
2intflb-r p} +a cos f 25 lliS iS Si l
(b-r«p)+acosH) sinprg5 gi:7.co;K
h -ij ((з1п|ц(Ь-Гфр))+асоз
h - tg(i((a()-())cosp-(R4-T/r2-(( )+acosp) )
sinf)0,
0
,).(a()-(b-r,))0
p
sin p -EiDt ifell f): 2Sf.
1г2-(&1п|-((ь-гфр )-i-acos)2
де a - расстояние от точки пересе- сечения оси вращения тороидального щлифовального круга с плоскостью его сиьтетрии (центр круга) до исходн ой торцовой плоскости, проходящей через исходную точку режущей кромки Фре зы ,
h - расстояние от центра круга
до исходной осевой плоскости ,
b - расстояние от центра круга до осевой плоскости, перпен91Ь65
форальнын Kpyi
10
15
смещают сггнпсительно исходных торцовой и осевой плоскостей фрезы, проходящих через точку режущей кромки , а ось круга наклоняют к оси фрезы, при этом кругу сообщают вращательное движение, а фрезе - согласованные вращательное и поступа- , тельное вокруг своей оси, отличающийся тем, что, с целью повыщения качества и производительности заточки, кругу сообщают дополнительное осевое смещение относительно второй осевой плоскости фрезы, перпендикулярной первой осевой плос- к(1сти, при этом величины смещений определяют по следующим зависимостям:
0
,).(a()-(b-r,))0
p
дикулярнс1й исходной осевой плоскости; R R , - г,
где R - наибольший радиус щлифовального круга;
г - радиус тора круга; ju - угол между плоскостью вращения круга и нормалью к профилю фрезы в исходной осевой плоскости, град; гфр - радиус фрезы; d - задний угол, град; uJ - угол наклона винтовой линии .фрезы, град.
X/ Н
| Вальтер Ф | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| ФРГ, 1976. | |||
