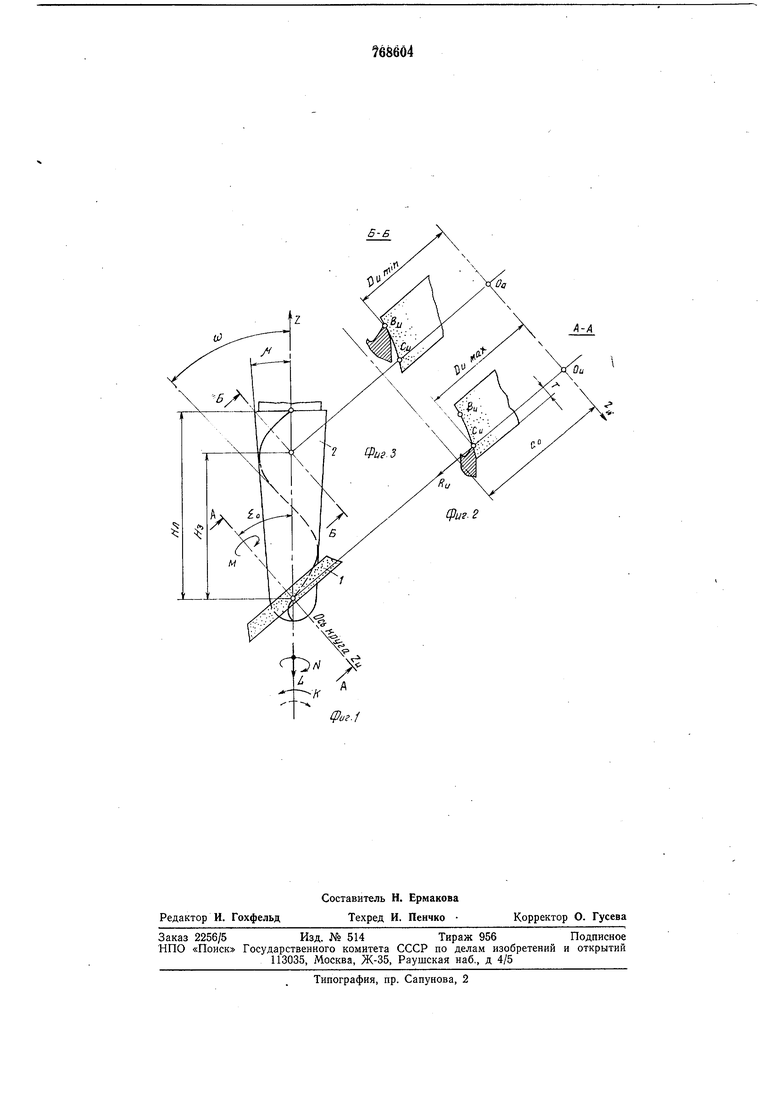
Изобретение относится к металлообработке и может быть использовано при заточке по задней поверхности режущих инструментов с винтовыми зубьями, производящая поверхность которых имеет монотонную образующую, нанример, зуборезного инструмента, пальцевых модульных фрез с винтовыми зубьями, концевых конических фрез, в том числе фрез со сферическими зубьями на рабочем торце, конических разверток и т. д. Известен способ заточки по задней поверхности винтовых зубьев фасонного инструмента шлифовальным кругом, при котором устанавливают кратчайшее межосевое расстояние между шлифовальным кругом и инструментом, угол наклона оси шлифовального круга относительно оси инструмента и сообщают инструменту винтовое движение с шагом, соответствующим шагу винтовых зубьев со смещением точки контакта по профилю шлифовального круга 1. Недостатком данного способа является сложность кинематики процесса обработки, при которой круг дополнительно отводится от изделия поворотом его вокруг оси, проходящей, через центр дуги окружности, аппроксимирующей теоретический профиль круга н перпендикулярной плоскостп, лежащеи на оси круга н на линии кратчайшего межосевого расстояния. В результате на станке потребуется применение специальиого механизма, что усложняет кннематику и понижает точность заточки. Целью изобретения является упрощение кинематики процесса заточки ио задней иоверхности за счет уменьшения числа движений и повышеиие точности профиля режущей кромки фасонных инструментов, благодаря исключению погрешностей обработки, вносимых специальными механизмами. Поставленная цель достигается тем, что инструмент дополнительно вращают, при этом шаг винтового движения инструмента определяют из соотношення ctga v-tgiJ. 2-z-r-cos .ц.cos ( где Яз - шаг ВИНТОВОГО движения при заточке по задией поверхности; л - шаг режущей кромки (лезвия) винтового зуба инструмента; задний угол в плоскости, нора - мальной н режущей кромке ннструмента;угол наклона касательной к ре|.i - жущей кромке по отношению к оси инструмента; г - радиус окружности, на которой лежит точка режущей кромки в расчетном сечении; (О - угол наклона режущей кромки к оси инструмента. Изобретение поясняется чертежами, где на фиг. 1 показаны схема установки щлифовального круга относительно затачиваемого инструмента и векторы основных движений кинематики описываемого способа; на фиг. 2 и 3 - схема перемещения точки контакта круга и инструмента в процессе заточки. Описываемый способ включает установку шлифовального круга 1 относительно затачиваемого инструмента 2 под углом скрещивания их осей, равным расчетному значению 2о, расстояние от базового торца круга до точки Оц скрещивания этих осей равно Т, а расстояние между осями в исходном положении- До (фиг. 1, 2). Значения параметров ZQ, йо и Г назначают в зависимости от профиля и шага обрабатываемой поверхности затачиваемого инструмента. Шлифовальному кругу сообщают вращательное движение М вокруг своей оси - движение резания. Инструменту 1 сообщают одновременно вращательное движение N вокруг своей оси и поступательное движение L вдоль этой же оси. Оба эти движения в сумме дают винтовое движение - движение подачи - с шагом, соответствующим шагу винтовых зубьев. Одновременно инструменту дополнительно сообщают вращение К, при этом точка контакта режущей кромки с кругом смещается по профилю последнего, а шаг винтового движения инструмента определяют по формуле:ctgg r-tgt 2-т:-Г-С08|л-С08 со Благодаря такому винтовому движению при заточки начальная точка, например т. С режущей кромки зуба затачиваемого инструмента, будет контактировать с точкой Си профиля шлифовального круга, лежащей на окружности с наибольшим диаметром (фиг. 2), а В конце заточки конечная точка режущей кромки будет контактировать с т. 5и профиля круга, лежащей на окружности с наименьшим диаметром Dumin (фиг. 3). Все промежуточные точки режущей кромки инструмента, лежащие между точками С и В, будут контактировать соответственно с точками профиля круга, лежащими между точками Сц и Ви, а их .координаты рассчитаны с учетом шага винтового движения Яз. В процессе обработки по предлагаемому способу отпала необходимость в специальном копире или механизме дополнительного отвода круга от оси инструмента. ТаКИМ образом, упрощение кинематики заточки достигается за счет того, что отвод круга от затачиваемого инструмента, осуществляемый в прототипе специальным механизмом, заменяется дополнительным вращением инструмента, обеспечивающим перемещение точки контакта по профилю специальной спрофилированного круга, что в свою очередь повышает стойкость шлифовального круга. Данным способом можно затачивать фасонные инструменты какс выпуклыми, так и с вогнутыми участками профиля за счет изменения . величины и направления дополнительного вращения. Формула изобретен и я Способ заточки по задней новерхности винтовых зубьев фасонного инструмента шлифовальным кругом, при котором устанавливают кратчайшее межосевое расстояние между шлифовальным кругом и инструментом, угол наклона оси шлифовального круга относительно оси инструмента и сообщают инструменту винтовое движение с шагом, соответствующим шагу винтовых зубьев со смещением точки контакта по профилю шлифовального круга, отличающийся тем, что, с целью повышения точности заточки и упрощения кинематики, инструмент доиолнительно вращают, при этом щаг винтового движения инструмента определяют из соотношения: .tgiJ. где Яз - щаг винтового движения при заточке по задней поверхности; Ял - щаг режущей кромки (лезвия) винтового зуба инструмента; a.Y - задний угол в плоскости, нормальной к режущей кромке инструмента;ц - угол наклона касательной к режущей кромке по отнощению к оси инструмента; г - радиус окружности, на которой лежит точка режущей кромки в расчетном сечении; ш - угол наклона режущей кромки к оси инструмента. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2613967/25-08, кл. В 24В 3/12, 1978.
(Риг.1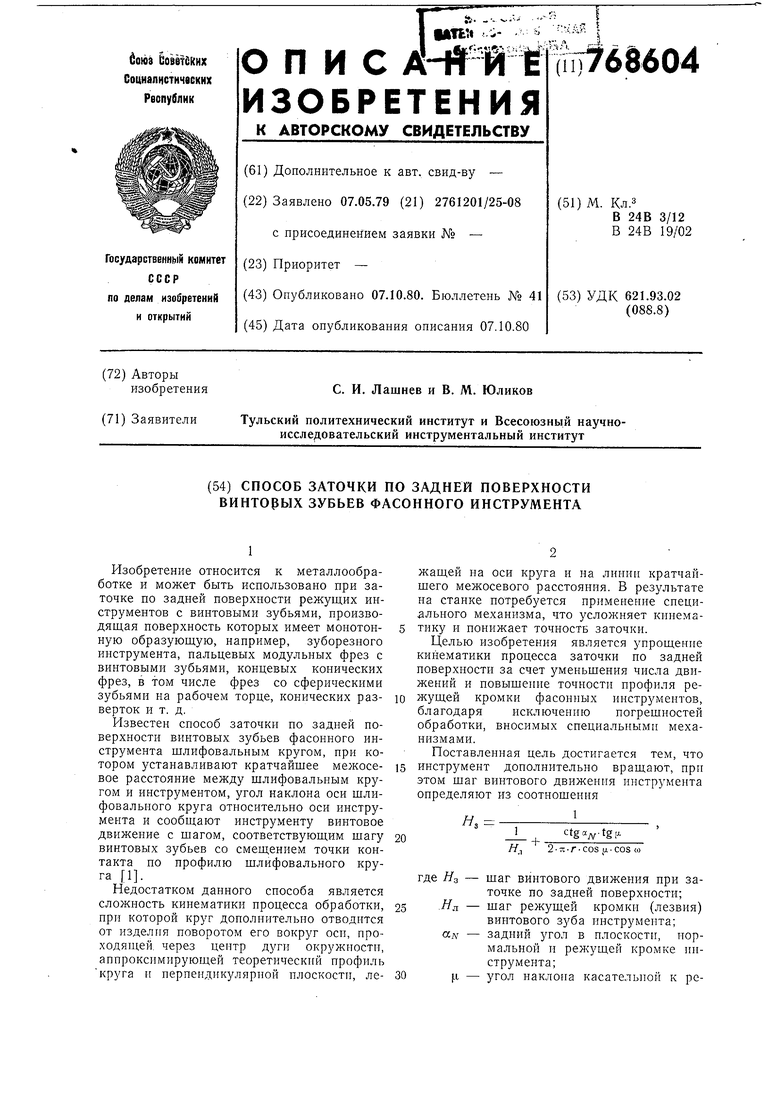
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА У ИЗДЕЛИЙ С НЕЦИЛИНДРИЧЕСКОЙ СЕРДЦЕВИНОЙ | 1995 |
|
RU2115533C1 |
| Способ заточки незатылованных червячных фрез | 1974 |
|
SU948623A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Способ заточки зуборезных головок | 1976 |
|
SU610660A1 |
| Приспособление для заточки концевого инструмента | 1988 |
|
SU1579731A1 |
| Способ заточки режущего инструмента | 1982 |
|
SU1066783A1 |