Изобретение относится к литейному производству, а именно к механизмам, предназначенным для кантования, протяжки моделей, сборки полуформ, заливки и выбивки форм при изготовлении средних и крупных отливок в опоках разных размеров в литейных цехах с индивидуальным и мелкосерийным производством. Комплектование манипулятора навесными устройствами, приспособлениями и оснасткой охватывает все необходимые операции при изготовлении отливок.
Распространенная конструкция манипуляторов представляет собой продольную траверсу, на которой смонтированы две вертикальные балки, снабженные каретками, связанными с приводами для перемещения их вдоль траверсы. На концах вертикальных балок при этом закреплены элементы захвата опок и оснастки, выполненные в виде поперечных траверс. Обычно поперечные траверсы закрепляют на валах, которые связаны с приводами их поворота. Такое техническое решение нашло применение в манипуляторах для литейных цехов, а также использовано в конструкции сборщика полуформ, предназначенного для кантования (поворота на 180°) полуформ верха и точной установки их на полуформы низа. Возможности сборщика полуформ или манипулятора такой конструкции ограничены выполнением двух операций. Для захвата и удержания полуформ при их подъеме и кантовании требуется приложение к поперечным траверсам встречных сжимающих усилий. Чтобы обеспечить надежность и безопасность работ, усилия эти должны значительно превышать вес форм и оснастки. Это требует для перемещения кареток применения приводов достаточной мощности [1].
Однако такое техническое решение вызывает увеличение веса сборщика полуформ или манипулятора, так как основные его элементы: продольная траверса и вертикальные балки, воспринимают значительные изгибающие моменты, а направляющие продольной траверсы и контактирующие с ними элементы кареток подвержены значительным контактным напряжениям.
Отмеченные недостатки могут быть устранены путем изменения конструкции элементов захвата опок и оснастки, не требующих приложения к поперечным траверсам встречных сжимающих усилий, а также применения приспособлений для неподвижного закрепления модельной плиты относительно продольной траверсы. Из таких манипуляторов наиболее близким по технической сущности и достигаемым результатам к данному изобретению является подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм [2]. Конструкция содержит основную продольную траверсу, снабженную двумя вертикальными балками, смонтированными в каретках с возможностью перемещения по направляющим вдоль траверсы посредством отдельного привода, выходной вал которого связан втулочно-роликовой цепью с ведомой звездочкой, закрепленной на винтовом валу, на котором расположены гайки, закрепленные в каретках. Элементы захвата выполнены в виде поперечных траверс, шарнирно закрепленных к нижним концам вертикальных балок, и предназначены для оснастки, снабженной четырьмя цапфами. Для этого поперечные траверсы снабжены парами подвесок, которые шарнирно закреплены у концов траверс. Поперечные траверсы неподвижно закреплены на валах, снабженных звездочками, огибаемыми втулочно-роликовыми цепями. Каждая поперечная траверса имеет привод поворота, представляющий собой гидроцилиндр, смонтированный в вертикальной балке. Шток гидроцилиндра посредством проушин прикреплен к втулочно-роликовой цепи. Вертикальные балки манипулятора смонтированы в каретках с возможностью синхронного вертикального возвратно-поступательного перемещения относительно продольной траверсы. Для этого на вертикальных балках закреплены зубчатые рейки, с которыми находятся в зацеплении зубчатые шестерни, смонтированные в каретках и установленные на шлицевом валу. Шлицевой вал цепной передачей связан с приводом вертикального перемещения балок. Для неподвижного закрепления модельной плиты относительно продольной траверсы каретки снабжены тягами, которые шарнирно закреплены к кареткам и снабжены на концах крюками, предназначенными для зацепления модельной плиты за пальцы.
Недостатком данного манипулятора является сложность конструкции, вызывающая необходимость применения четырех отдельных приводов, обеспечивающих продольные перемещения кареток с вертикальными балками, синхронные возвратно-поступательные вертикальные перемещения балок и поворот каждой поперечной траверсы. Манипулятор не позволяет производить высокоточную протяжку модели из опоки, установленной на плацу цеха. Это относится к крупногабаритным опокам, которые в подвешенном состоянии подвержены деформациям от собственного веса. Не достигается возможность повышения точности сборки форм общедоступным способом. Высокоточная протяжка моделей и сборка форм при установке на плацу цеха не может быть достигнута из-за отклонений поверхности плаца от строго горизонтальной плоскости.
Изобретение направлено на усовершенствование конструкции манипулятора, уменьшение количества приводов, достижение высокоточной протяжки моделей из опок и высокоточной сборки форм. Особенно большое значение имеет высокоточная сборка для форм, в которых использованы высоковыступающие стержни, установленные в нижнюю полуформу. Высокоточная протяжка и сборка позволяют уменьшить литейные уклоны и припуски на механическую обработку. Изобретение направлено также на расширение технологических возможностей манипулятора, например заливку форм, выдавливание кома.
Это достигается тем, что манипулятор снабжен вспомогательной продольной траверсой, смонтированной над основной продольной траверсой, и базовой площадкой, смонтированной под основной продольной траверсой. Необходимым условием при этом является обеспечение возможности вертикального возвратно-поступательного перемещения вспомогательной и основной продольных траверс относительно друг друга, а также обеспечение возможности такого перемещения их относительно базовой площадки. В конструкцию манипулятора заложен принцип, чтобы основные движения его элементов обеспечить от одного привода, а также получить возможность применения и удобной замены различных навесных устройств, приспособлений и оснастки, повышающих точность сборки форм. В предлагаемой конструкции манипулятора базовая площадка жестко закреплена посредством вертикальных направляющих, проходящих через сквозные отверстия основной и вспомогательной продольных траверс, к верхней площадке, на которой смонтирован привод манипулятора. Выходной вал привода связан с вертикальным винтовым валом, на котором расположена гайка, неподвижно закрепленная в средней части вспомогательной продольной траверсы, и ведущая коническая шестерня, смонтированная в основной продольной траверсе и входящая в зацепление с ведомыми коническими шестернями, связанными, в свою очередь, посредством винтовых валов и гаек с каретками вертикальных балок. Это обеспечивает возможность горизонтального перемещения вертикальным балкам, снабженным захватными приспособлениями, вдоль основной продольной траверсы и их вертикальное перемещение вместе с основной продольной траверсой. Это позволяет использовать привод манипулятора для вышеупомянутых двух движений. При этом отпадает необходимость в вертикальном перемещении балок с захватными приспособлениями относительно основной продольной траверсы, что дает возможность неподвижного их закрепления к кареткам или изготовления их за одно целое с каретками. Это упрощает конструкцию кареток и вертикальных балок. Возможность вертикальных перемещений основной и вспомогательной продольных траверс относительно друг друга позволяет производить поворот поперечных траверс с подвесками в вертикальной плоскости при кантовании. Для этого вертикальные балки снабжены жесткими тягами, верхние концы которых посредством роликов связаны с вспомогательной продольной траверсой, а нижние концы неподвижно прикреплены к втулочно-роликовым цепям, связанным посредством звездочек с валами поперечных траверс, обеспечивающими их поворот. При этом снимается необходимость применения отдельных приводов поворота для каждой поперечной траверсы, что в целом упрощает конструкцию манипулятора. Наличие базовой площадки, снабженной цапфами и отверстиями, дает возможность применения и удобной замены различных навесных приспособлений и оснастки, необходимых для выполнения высокоточной протяжки моделей из опок, высокоточной сборки форм и выполнение других операций.
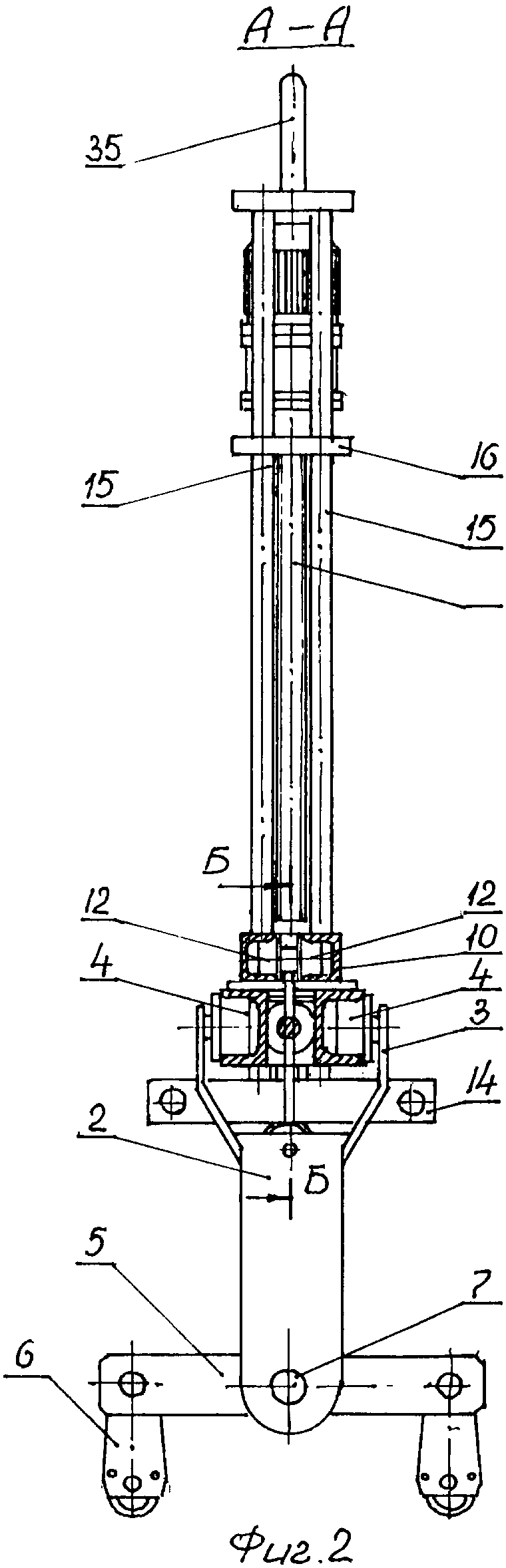
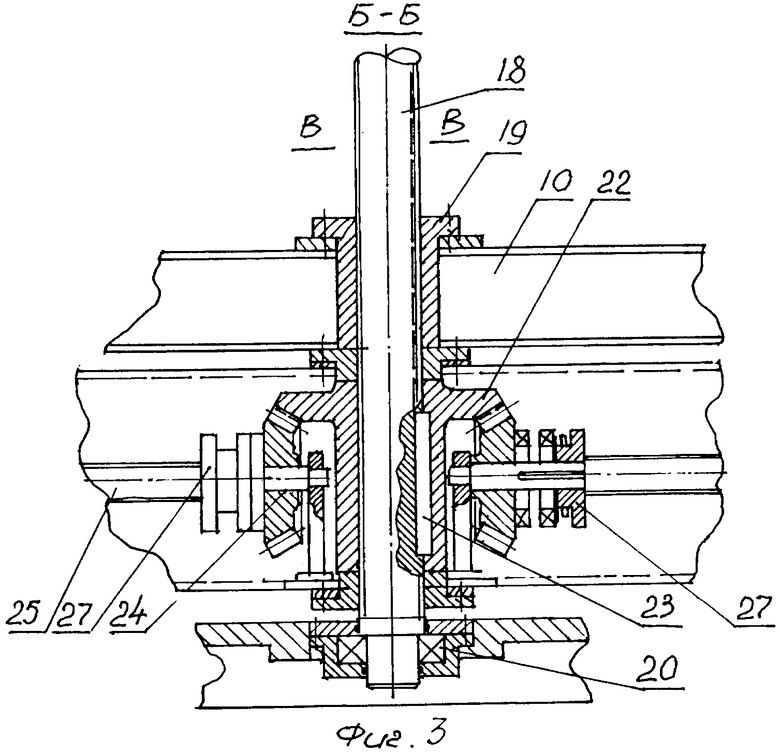
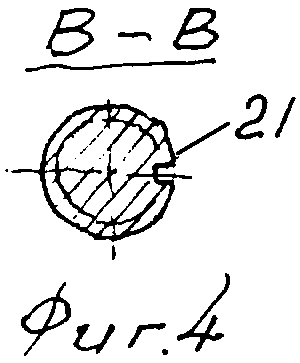
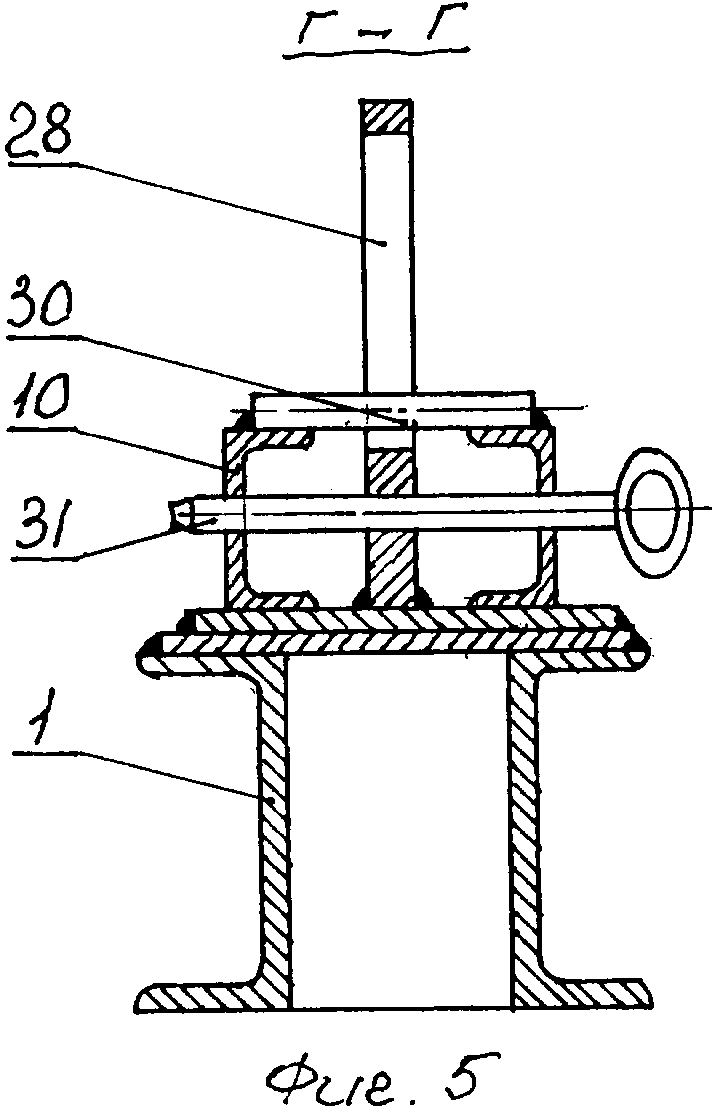
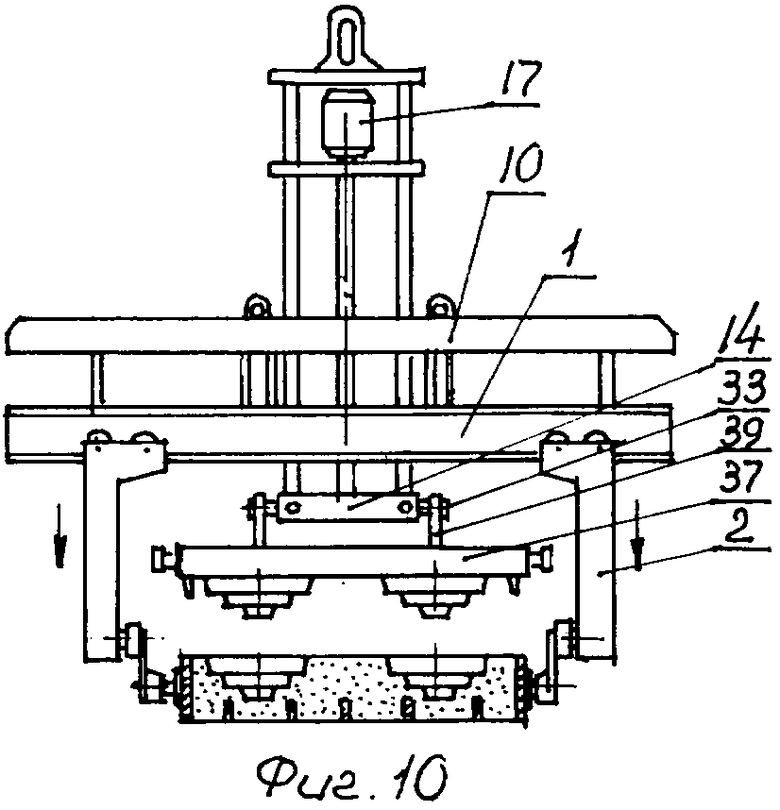
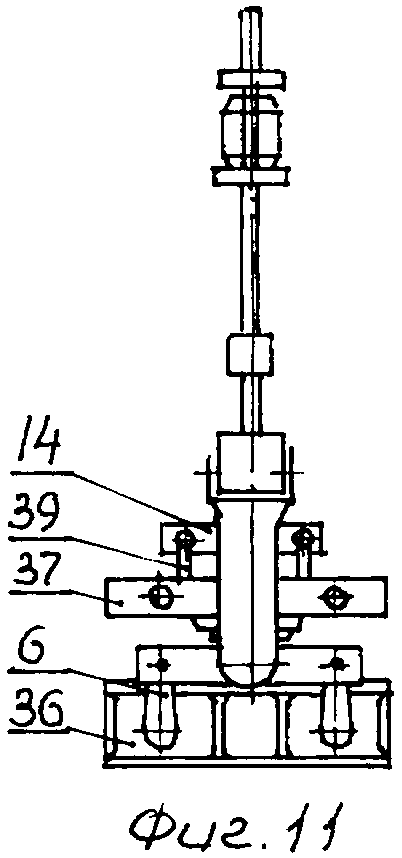
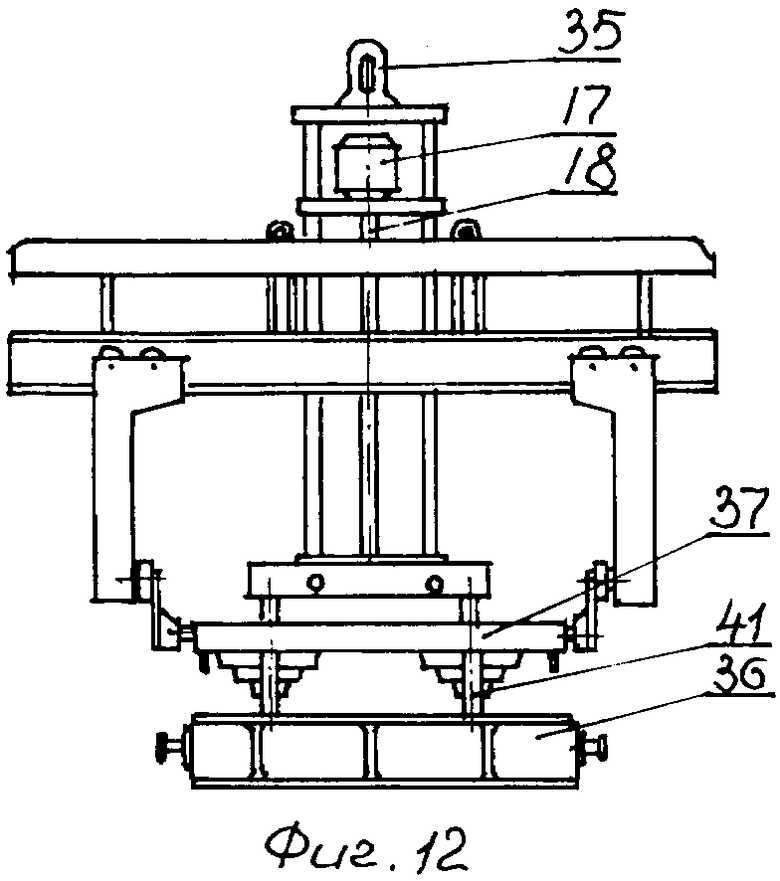
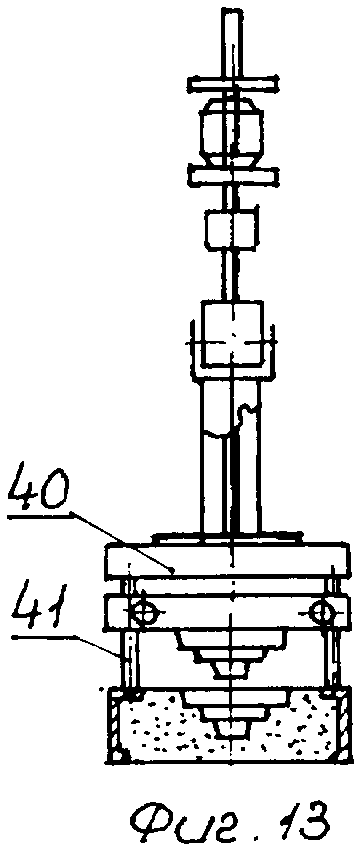
Сущность изобретения поясняется чертежами, где на фиг.1 представлен манипулятор, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг.3; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - то же, вид сбоку; на фиг.7 - разрез Д-Д на фиг.1; на фиг.8 - кантование полуформы с модельной плитой; на фиг.9 - то же, вид сбоку; на фиг.10 - манипулятор в положении протяжки в подвешенном состоянии после захвата модельной плиты крюками, навешенными на базовую площадку; на фиг.11 - то же, вид сбоку; на фиг.12 - манипулятор в положении высокоточной протяжки при установке опоки на плацу цеха с применением навешенного на базовую площадку навесного устройства с четырьмя упорными стержнями; на фиг.13 - то же, вид сбоку с частичным разрезом; на фиг.14 - высокоточная сборка полуформ при установке на плацу цеха с использованием навешенного на базовую площадку устройства, примененного при высокоточной протяжке (см. фиг.12); на фиг.15 - то же, вид сбоку с частичным разрезом; на фиг.16 - манипулятор в положении заливки формы с применением устройства в виде рамы, снабженной заливочным ковшом и четырьмя цапфами; на фиг.17 - то же, вид сбоку; на фиг.18 - манипулятор в положении выдавливания кома с применением навешенного на базовую площадку устройства для выдавливания кома; на фиг.19 - то же, вид сбоку.
Позиции на чертеже обозначают:
1 - основная продольная траверса; 2 - вертикальные балки; 3 - каретки; 4 - ролики; 5 - поперечные траверсы; 6 - подвески; 7 - валы; 8 - звездочки; 9 - втулочно-роликовые цепи; 10 - траверса; 11 - жесткие тяги; 12 - ролики; 13 - звездочки; 14 - базовая площадка; 15 - вертикально расположенные направляющие; 16 - верхняя площадка; 17 - привод манипулятора; 18 - вертикальный винтовой вал; 19 - гайка; 20 - радиально-упорные подшипники; 21 - продольный шпоночный паз; 22 - ведущая коническая шестерня; 23 - шпонка; 24 - ведомые конические шестерни; 25 - горизонтальные винтовые валы; 26 - гайки; 27 - кулачковые сцепные муфты; 28 - вертикальные ограничительные планки; 29 - пазы; 30 - пальцы; 31 - стопорные пальцы; 32 - рукоятки; 33 - цапфы базовой площадки; 34 - крепежные отверстия; 35 - проушины; 36 - опоки; 37 - модельная плита; 38 - струбцины; 39 - тяги; 40 - навесное устройство высокоточной протяжки и сборки полуформ; 41 - упорные стержни; 42 - устройство для заливки формы, выполненное в виде рамы; 43 - заливочный ковш; 44 - навесное устройство для выдавливания кома; 45 - упорные пластины.
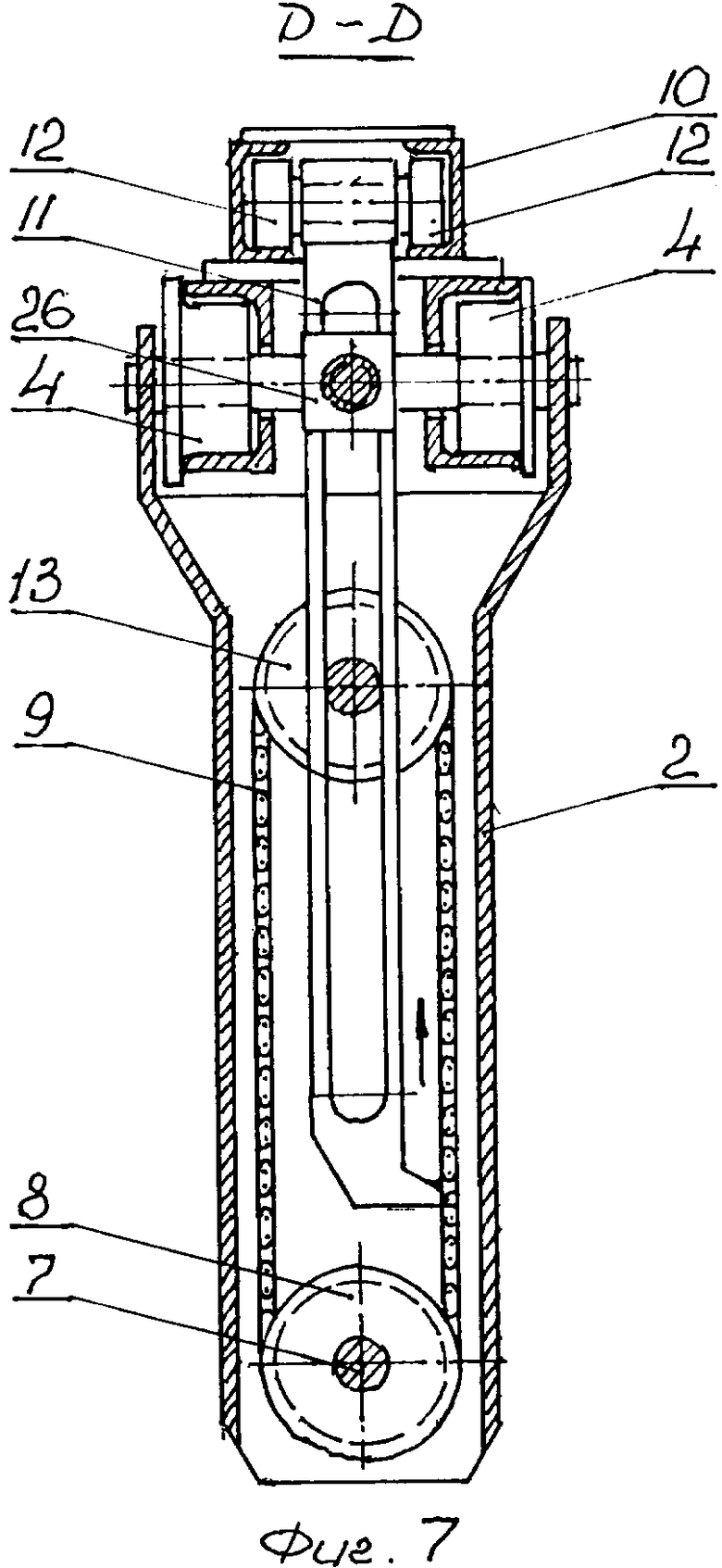
Манипулятор включает в себя основную продольную траверсу 1, снабженную двумя вертикальными балками 2, неподвижно связанными с каретками 3, которые выполнены за одно целое с вертикальными балками. Каретки смонтированы с возможностью перемещения вдоль траверсы 1 на роликах 4, которые смонтированы в пазах, образованных швеллерами основной продольной траверсы. Манипулятор оснащен элементами захвата оснастки, снабженной четырьмя цапфами. Элементы захвата оснастки выполнены в виде поперечных траверс 5, которые шарнирно закреплены к нижним концам вертикальных балок 2 и снабжены парами подвесок 6, шарнирно закрепленными у концов поперечных траверс. Поперечные траверсы 5 неподвижно закреплены на валах 7, снабженных звездочками 8, которые огибают втулочно-роликовые цепи 9 (см. фиг.1, 7). Манипулятор снабжен вспомогательной продольной траверсой 10, смонтированной над основной продольной траверсой 1. В вертикальных балках 2 смонтированы жесткие тяги 11 (см. фиг.1, 7). Для возможности продольного перемещения относительно вспомогательной продольной траверсы верхние концы вертикальных жестких тяг снабжены роликами 12, которые смонтированы в пазах, образованных швеллерами траверсы 10 (см. фиг.1, 2, 7). Нижние концы жестких тяг 11 неподвижно прикреплены к втулочно-роликовым цепям 9, которые огибают вторые звездочки 13 (см. фиг.1, 7). Под основной продольной траверсой 1 смонтирована базовая площадка 14, жестко прикрепленная к вертикальным направляющим 15, проходящим через сквозные отверстия основной и вспомогательной продольных траверс. При этом вертикальные направляющие 15 верхними концами жестко прикреплены к верхней площадке 16, на которой смонтирован привод манипулятора 17. Таким образом, базовая и верхняя площадки совместно с вертикальными направляющими образуют жесткую рамную конструкцию. Размеры сквозных отверстий основной и вспомогательной продольных траверс и размеры поперечных сечений вертикальных направляющих выбраны из условия обеспечения возможности перемещения траверс относительно базовой и верхней площадок. Для достижения такого перемещения выходной вал привода манипулятора 17 связан с вертикальным винтовым валом 18, на котором смонтирована гайка 19, неподвижно закрепленная в средней части вспомогательной продольной траверсы 10. Нижний конец винтового вала 18 снабжен радиально-упорным подшипником 20 (см. фиг.3), который закреплен на базовой площадке 14 и обеспечивает возможность вращения вала относительно базовой площадки. Винтовой вал 18 снабжен продольным шпоночным пазом 21 (см. фиг.4) и горизонтально расположенной ведущей конической шестерней 22 (см. фиг.1, 3), снабженной шпонкой 23 (см. фиг.3), входящей в шпоночный паз 21 винтового вала 18 (см. фиг.4). Ведущая коническая шестерня 22 смонтирована в основной продольной траверсе 1 с возможностью вертикального перемещения по винтовому валу 18 вместе с траверсой 1. Такое конструктивное исполнение обеспечивает также вертикальное возвратно-поступательное перемещение основной и вспомогательной продольных траверс относительно друг друга. Ведущая коническая шестерня 22 находится в зацеплении с двумя ведомыми коническими шестернями 24, смонтированными на горизонтальных винтовых валах 25 (см. фиг.1, 3). На этих валах расположены гайки 26, закрепленные в каретках вертикальных балок 2 (см. фиг.1, 7). Ведомые конические шестерни 24 свободно посажены на концах горизонтальных винтовых валов 25 (см. фиг.1, 3). Для передачи вращения от ведущей конической шестерни 22 к горизонтальным винтовым валам 25 связь ведомых конических шестерен 24 с винтовыми валами выполнена периодической посредством кулачковых сцепных муфт 27, которые смонтированы на горизонтальных винтовых валах (см. фиг.3). Включение кулачковых сцепных муфт может производиться рукоятками вручную или с пульта управления посредством электромагнитных устройств (не показано). Это позволяет при необходимости раздельным включением кулачковых муфт смещать вертикальные балки с подвесками 6 от продольной оси манипулятора и устанавливать их асимметрично относительно вертикальной плоскости симметрии манипулятора. Это может быть использовано для устранения перекосов поднятых за цапфы крупногабаритных опок в тех случаях, когда центр тяжести заформованных опок не совпадает с их геометрическим центром.
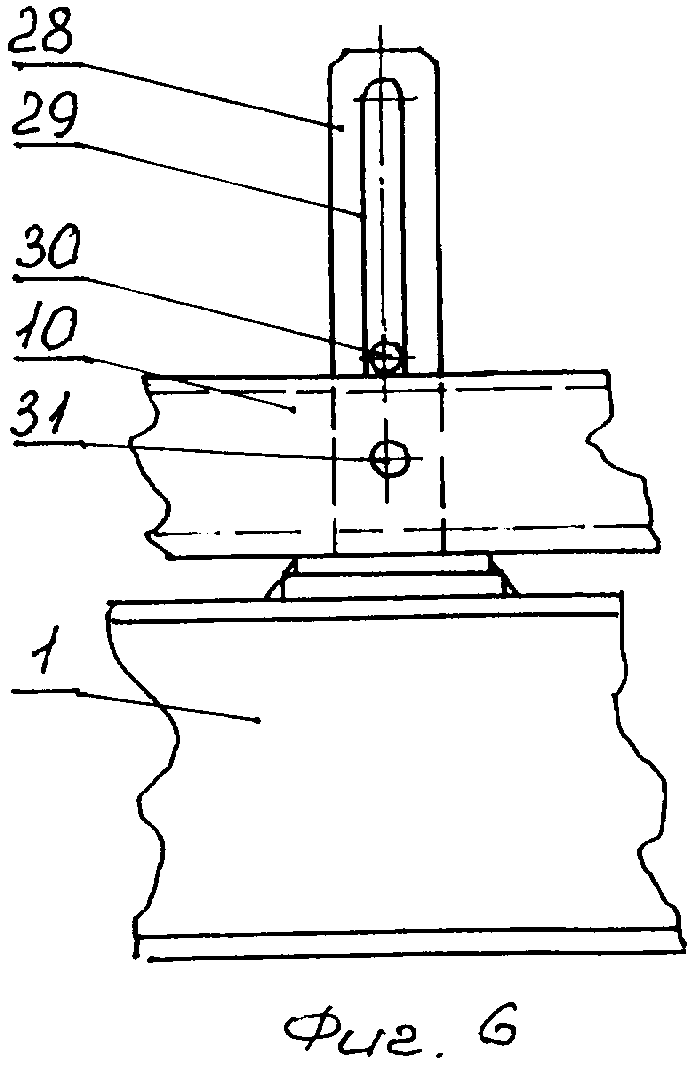
Так как вертикальное возвратно-поступательное относительное перемещение вспомогательной и основной продольных траверс манипулятора использовано для поворота в вертикальной плоскости поперечных траверс 5 при кантовании, то предусмотрено устройство ограничения величины вертикального относительного перемещения траверс. Ограничиваемая величина относительного перемещения продольных траверс выбрана из условия достижения поперечными траверсами угла поворота, равного 180°. Устройство ограничения величины относительного перемещения траверс выполнено в виде двух вертикальных ограничительных планок 28, которые неподвижно закреплены на основной продольной траверсе 1 и снабжены закрытыми сверху пазами 29 (см. фиг.1, 5, 6). Сквозь пазы ограничительных планок проходят пальцы 30, которые горизонтально закреплены на вспомогательной продольной траверсе 10 (см. фиг.5, 6). Основная и вспомогательная продольные траверсы 1 и 10 выполнены с возможностью стопорения от взаимного вертикального перемещения относительно друг друга посредством стопорных пальцев 31, вводимых в сквозные отверстия, соосно расположенные на вспомогательной продольной траверсе 10 и в вертикальных ограничительных планках 28, закрепленных на основной продольной траверсе 1 (см. фиг.5, 6).
Для возможности выполнения относительно малых и точных горизонтальных перемещений вертикальных балок 2, оснащенных захватными приспособлениями, на концах горизонтальных винтовых валов 25 установлены рукоятки 32, посредством которых при выключенных кулачковых сцепных муфтах 27 производятся вручную необходимые перемещения вертикальных балок (см. фиг.1).
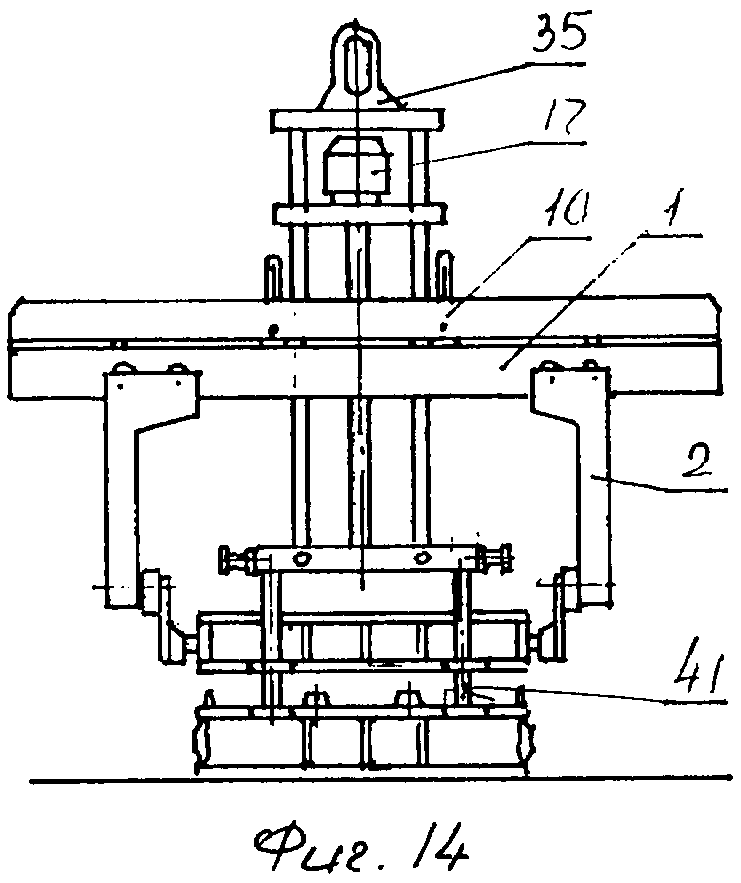
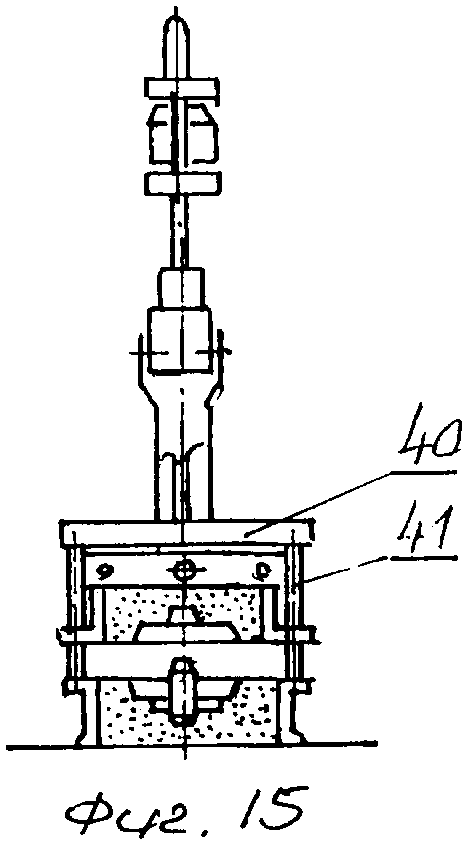
Для выполнения высокоточной протяжки при установке опоки на плацу цеха предусмотрено навешиваемое на базовую площадку 14 навесное устройство 40, выполненное в виде жесткой рамы, снабженной четырьмя упорными стержнями 41 (см. фиг.12, 13). Для этого модельная плита 37 снабжена четырьмя сквозными отверстиями для прохода упорных стержней. Это же устройство использовано также для высокоточной сборки полуформ (см. фиг.14, 15). В верхней полуформе для прохода упорных стержней 41 выполнены четыре сквозных отверстия. Крепление к базовой площадке 14 навесного устройства 40 для высокоточной протяжка и сборки полуформ производится с использованием крепежных отверстий 34 базовой плиты и совмещаемых с ними отверстий в брусках рамы навесного устройства. В совмещенные отверстия вставляются крепежные штыри (не показаны).
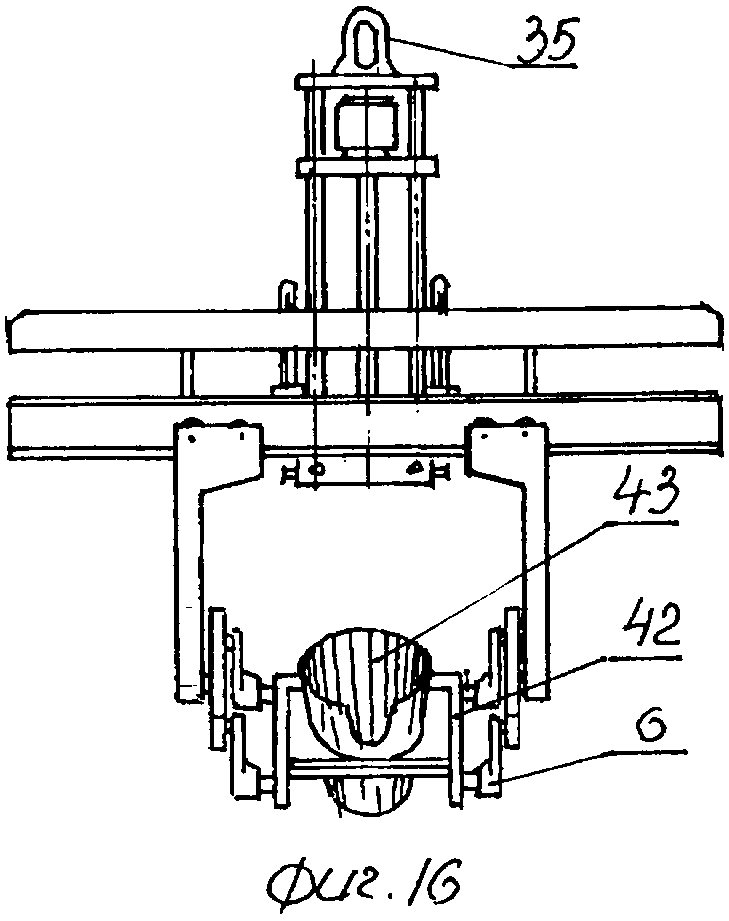
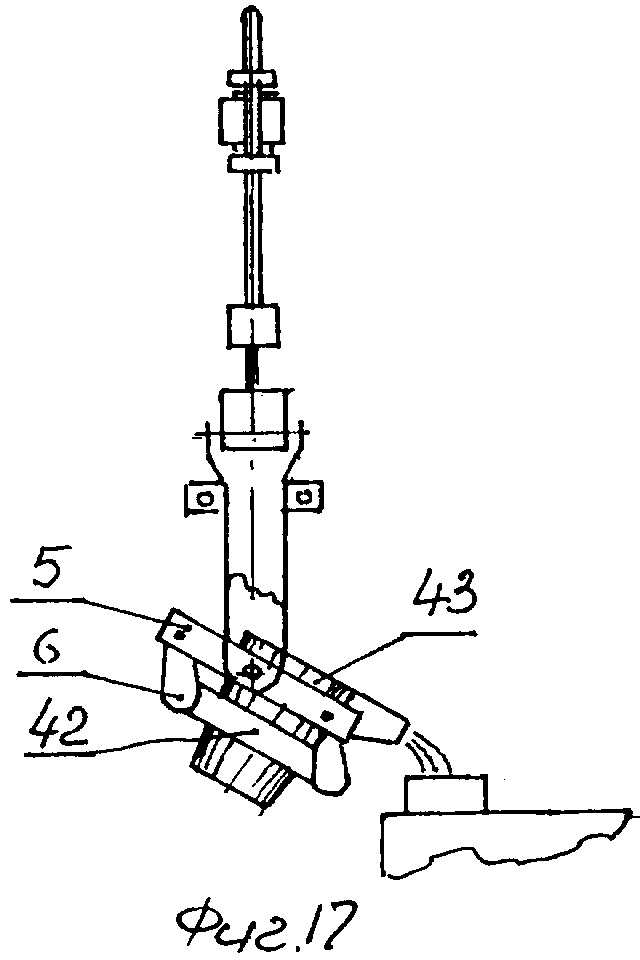
Для заливки форм предусмотрено применение устройства в виде рамы 42, в центре которой закреплен заливочный ковш 43. Рама устройства снабжена четырьмя цапфами, предназначенными для захвата подвесками 6 поперечных траверс 5 при транспортировке и наклоне заливочного ковша в процессе заливки (см. фиг.16, 17).
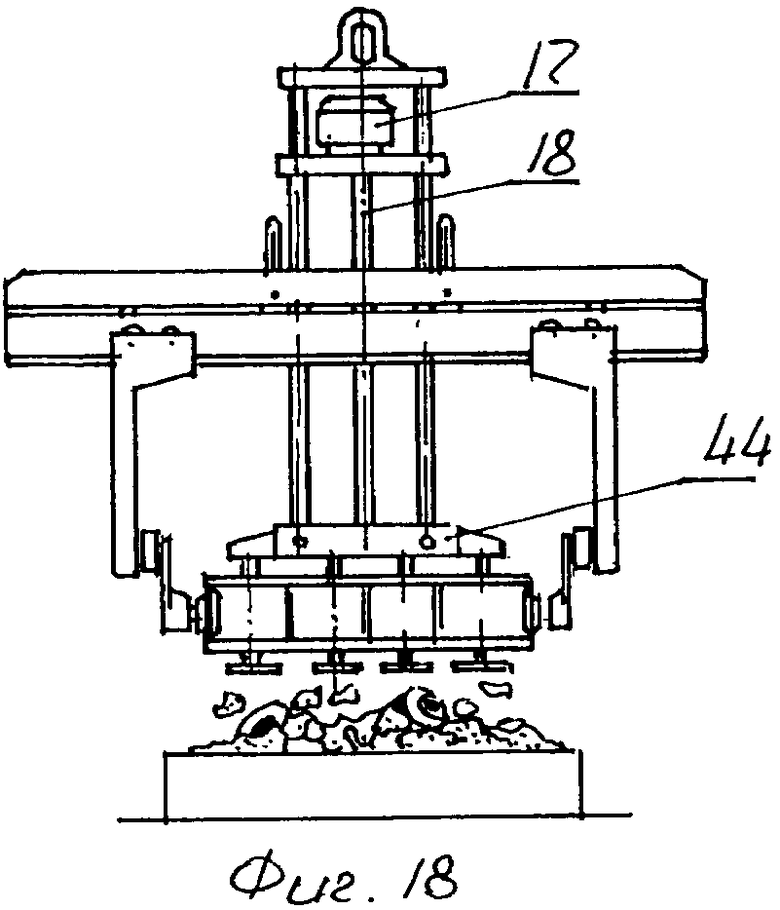
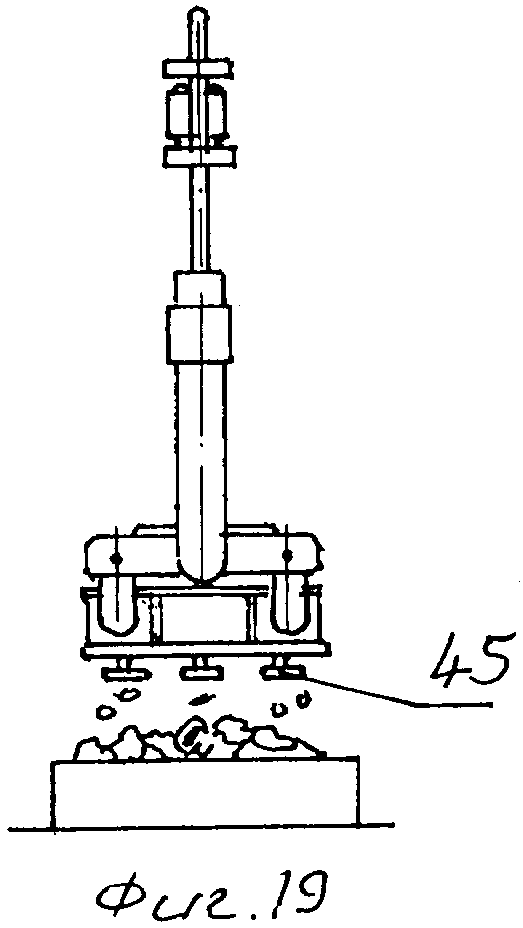
Для выдавливания кома применено навешиваемое на базовую площадку навесное устройство 44, выполненное в виде рамы, снабженной штырями, на торцах которых закреплены упорные пластины 45 (см. фиг.18, 19). Штыри с пластинами предназначены для выдавливания формовочной земли и отливок из опок.
Манипулятор работает следующим образом.
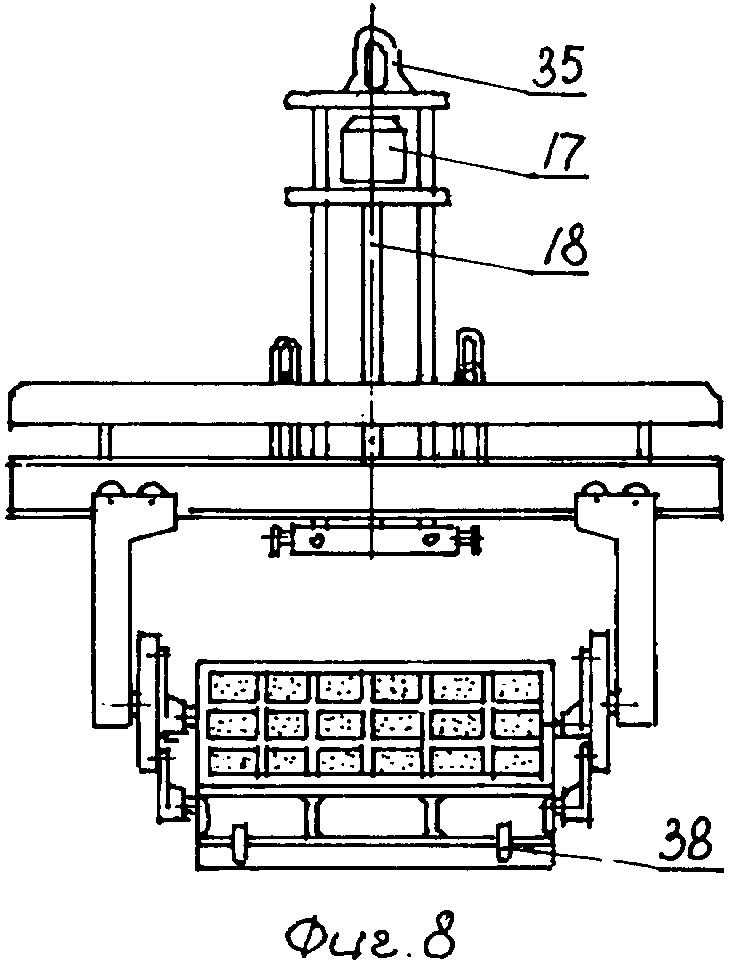
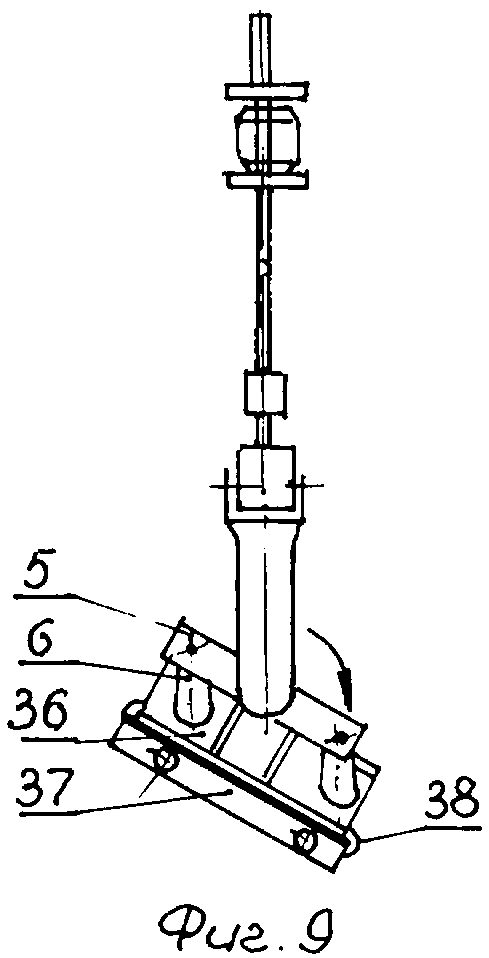
Перед кантованием опоки 36 модельная плита 37 скрепляется струбциной 38 с опокой. Для захвата опоки манипулятор, подвешенный за проушину 35, перемещается к опоке и подвесками 6 поперечных балок 5 подводится под цапфы опоки. Основная продольная траверса 1 при этом находится в соприкосновении с базовой площадкой 14, вспомогательная продольная траверса 10 также находится в крайнем нижнем положении и соприкасается с основной продольной траверсой. Подъемом манипулятора за проушину 35 производится захват опоки 36 со скрепленной с ней модельной плитой 37 и их подъем до высоты от уровня плаца, достаточной для кантования. После подъема опоки с модельной плитой включением привода манипулятора 17 приводится во вращение вертикально расположенный винтовой вал 18, который через гайку 19, неподвижно закрепленную в средней части вспомогательной продольной траверсы, производит ее перемещение вверх относительно основной траверсы на длину пазов 29 ограничительных планок 28. При этом жесткие тяги, верхние концы которых смонтированы на роликах 12 в пазах вспомогательной продольной траверсы 10, перемещаются вверх вместе с траверсой. Нижние концы жестких тяг, неподвижно прикрепленные к втулочно-роликовым цепям 9, перемещаясь вверх, посредством цепей вращают звездочки 8, закрепленные на валах поперечных траверс 5, которым и передают вращение. В процессе поворота траверс 5 подвески 6 сохраняют вертикальное положение, поворачиваясь относительно последних на шарнирах. Опока, поворачиваясь вместе с траверсами, остается при этом параллельной траверсам 5 (см. фиг.8, 9). Величина вертикального перемещения вспомогательной продольной траверсы 10 относительно основной продольной траверсы 1 ограничена длиной пазов ограничительных планок 28. Горизонтально закрепленные на вспомогательной продольной траверсе пальцы 30, находящиеся в пазах ограничительных планок, скользят при этом до конца пазов, после чего относительное вертикальное перемещение вспомогательной и основной продольных траверс прекращается. Вместе с этим вертикальные перемещения жестких тяг 11 останавливаются, а поворот поперечных траверс 5 происходит на угол 180°, т.е. до горизонтального положения. Процесс кантования закончен. На цапфы базовой площадки 14 шарнирно навешиваются тяги 39, снабженные на концах крюками. Включением привода 17 производится дальнейший подъем вспомогательной продольной траверсы 10 вместе с основной траверсой 1 и опокой 36 с модельной плитой 37 относительно базовой площадки. Подъем проводят до высоты, при которой производится зацепка (ручная или автоматическая) модельной плиты крюками тяг 39 за пальцы, которыми снабжены проушины модельной плиты ( проушины и пальцы модельной плиты на чертеже не показаны). Для раскрепления опоки снимают струбцины 38 и включением привода 17 производят протяжку модели опусканием вспомогательной и основной продольных траверс вместе с вертикальными балками и опокой относительно базовой площадки и модельной плиты. При этом модельная плита 37 подвешена неподвижно и параллельно относительно базовой площадки 14 посредством крюков тяг 39. Параллельность опоки относительно модельной плиты при опускании обеспечивается за счет опускания вертикальных балок 2 вместе с основной продольной траверсой 1. Дальнейшим опусканием опоку устанавливают на плац, подвески 6 опускаются ниже и выводятся из зацепления с цапфами опоки 36. Затем включением привода 17 на подъем вспомогательной и основной продольных траверс относительно базовой площадки 14 производится подъем вверх вертикальных балок 2 с поперечными траверсами 5, подвески 6 которых захватывают цапфы модельной плиты. Расположение цапф на модельной плите идентично расположению цапф на опоке. После освобождения модельной плиты от крюков тяг 39 производят ее опускание относительно базовой площадки 14. Для этого включением привода 17 на опускание за счет вращения вертикального винтового вала 18 происходит опускание вспомогательной продольной траверсы 10 совместно с основной продольной траверсой 1; расстояние между ними по вертикали равно длине пазов в ограничительных планках 28. После соприкосновения основной продольной траверсы с базовой площадкой 14 пальцы 30 начинают скользить вдоль пазов ограничительных планок 28, вспомогательная продольная траверса 10 начинает приближаться к основной продольной траверсе 1. Жесткие тяги 11 при этом начинают опускаться относительно вертикальных балок и нижними концами, прикрепленными к втулочно-роликовым цепям 9, начинают вращение звездочек 8 вместе с валами 7 и поперечными траверсами 5 с подвесками 6. После соприкосновения дополнительной и основной продольных траверс вертикальные перемещения жестких тяг прекращаются, при этом поворот поперечных траверс вместе с модельной плитой достигает угла 180°, т.е. горизонтального положения. Кантование модельной плиты закончено, после чего производят ее установку для повторной формовки.
Высокоточную протяжку при установке опоки на плацу цеха производят с применением навесного устройства 40, которое предназначено для высокоточной протяжки и сборки полуформ и выполнено в виде жесткой рамы с четырьмя упорными стержнями 41. Это устройство навешивают на базовую площадку 14. Перед кантованием модельную плиту 37 скрепляют с опокой 36 струбцинами 38. Кантование опоки с модельной плитой производят при зацепке подвесками 6 за цапфы модельной плиты. В остальном процесс кантования происходит аналогично описанному выше кантованию опоки перед протяжкой в подвешенном состоянии. После кантования включением привода 17 производится подъем вспомогательной и основной продольных траверс относительно базовой площадки 14 вместе с вертикальными балками и модельной плитой 37, расположенной сверху опоки 36. Подъем производят до высоты, достаточной для того, чтобы концы упорных стержней вошли в предусмотренные для этого четыре сквозных отверстия. После этого опусканием манипулятора, подвешенного за проушину 35, устанавливают опоку на плац цеха. Упорные стержни 41 подвесного устройства при этом продвигаются через сквозные отверстия модельной плиты до упора в опоку, манипулятор четырьмя упорными стержнями становится на опоку, занимая положение, перпендикулярное плоскости опоки. Это обстоятельство имеет большое значение для обеспечения высокоточной протяжки, так как поверхность плаца цеха не всегда строго горизонтальна. Для раскрепления опоки снимают струбцины 38. Затем включением привода 17 производят подъем модельной плиты относительно опоки. Модельная плита при подъеме скользит сквозными отверстиями по упорным стержням 41, сохраняя при этом параллельное положение относительно опоки, чем обеспечивается высокая точность протяжки (см. фиг.12, 13).
Достижение высокоточной сборки полуформ общедоступным способом при их установке на плацу цеха затруднено из-за отличия поверхности плаца от строго горизонтальной. Особенно это влияет на качество сборки форм, в которых использованы высоко выступающие из нижних полуформ стержни. Для высокоточной сборки полуформ используется навешенное на базовую площадку 14 устройство 40 - то же, которое было применено для высокоточной протяжки при установке опоки на плацу цеха. Кантование верхней полуформы перед сборкой при зацепке подвесками 6 за ее цапфы производится способом, аналогичным описанному при кантовании опоки перед протяжкой в подвешенном состоянии. После кантования включением привода 17 производят подъем верхней полуформы относительно навешенного на базовую площадку устройства 40. Подъем производят до высоты, необходимой для того, чтобы упорные стержни 41 вышли из предусмотренных для этого четырех сквозных отверстий в верхней полуформе на величину, превышающую высоту выступающих из нижней полуформы стержней. После этого перемещением манипулятора располагают верхнюю полуформу над нижней и выступающими упорными стержнями устанавливают в предназначенные для этой цели гнезда, расположенные на разъеме нижней полуформы. Манипулятор при этом занимает положение, перпендикулярное плоскости нижней полуформы. Включением привода 17 производят опускание верхней полуформы, которая при этом скользит сквозными отверстиями по упорным стержням 41, сохраняя параллельность нижней полуформе. Это обеспечивает высокую точность сборки полуформ при установке опоки на плацу, поверхность которого имеет отклонения от горизонтальной плоскости (см. фиг.14, 15).
Заливку форм производят с применением устройства, выполненного в виде рамы 42, в центре которой закреплен заливочный ковш 43. Рама снабжена четырьмя цапфами, предназначенными для захвата подвесками 6 поперечных балок 5 манипулятора. Раму с ковшом, заполненным расплавленным металлом, в горизонтальном положении передвижением манипулятора перемещают к форме. Включением привода 17 производят поворот рамы 42 в вертикальной плоскости на необходимый угол аналогично описанным выше приемам кантования опок и модельных плит, подвешенных за четыре цапфы. При постепенном наклоне рамы с заливочным ковшом производится заливка формы (см. фиг.16, 17).
Для выдавливания кома на базовую площадку 14 манипулятора навешивают устройство 44, предназначенное для выполнения этой операции. Данное устройство выполнено в виде рамы, снабженной штырями, на торцах которых закреплены упорные пластины 45.
Опоку с отливками захватывают за цапфы подвесками 6 манипулятора, поднимают на необходимую высоту и передвижением манипулятора перемещают в место для выдавливания кома. Затем включением привода 17 производят подъем вспомогательной и основной продольных траверс вместе с вертикальными балками и опокой относительно базовой площадки. При подъеме опоки штыри с упорными пластинами 45 проходят через внутреннюю полость опоки и выдавливают из нее формовочную землю и отливки, а также очищают стенки опоки. После выдавливания кома передвижением манипулятора перемещают опоку в предназначенное место цеха, включением привода 17 производят ее опускание и установку для повторной формовки.
Как было показано, предложенная конструкция манипулятора обеспечивает выполнение основных движений его элементов от одного привода. Это подъем и опускание опок, модельных плит и оснастки, поворот в вертикальной плоскости для кантования опок и модельных плит, а также наклон на необходимый угол различных приспособлений, оснащенных четырьмя цапфами. Кроме того, возможны совместные горизонтальные перемещения относительно друг друга подвесок для захвата цапф литейной оснастки и приспособлений разных размеров. Обеспечиваются раздельные горизонтальные перемещения подвесок при необходимости их установки асимметрично относительно вертикальной плоскости симметрии кантователя. Применение одного привода манипулятора, обеспечивающего эти движения, упрощает конструкцию манипулятора в целом. Оснащение манипулятора базовой площадкой позволяет усовершенствовать его конструкцию за счет возможности применения различных навесных приспособлений и оснастки, обеспечивающих высокоточную протяжку моделей и сборку форм, выдавливание кома, что также расширяет его технологические возможности. Это позволяет выполнять все операции по изготовлению отливок. Простота конструкции обеспечивает его надежность и высокоремонтность. За счет передачи движения всем элементам манипулятора от привода посредством винтового вала обеспечивается безопасность работы за счет самоторможения.
Источники информации
1. Литейщик России, 2002 г., № 3, стр.27.
2. Описание изобретения к авторскому свидетельству СССР № 1646673 А1, B22D 33/02, опубликованное 07.05.91, бюлл. № 17 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |
| Подвесной кантователь опок | 1985 |
|
SU1581470A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
Изобретение относится к области литейного производства. Манипулятор содержит основную траверсу с двумя вертикальными балками, вспомогательной траверсой, смонтированной над основной траверсой, и базовой площадкой, смонтированной под основной траверсой и предназначенной для навешивания различных приспособлений и оснастки. Балки смонтированы с возможностью перемещения вдоль основной траверсы и оснащены поперечными траверсами с шарнирно закрепленными подвесками для захвата цапф литейной оснастки. Базовая площадка соединена жесткими направляющими через сквозные отверстия траверс с верхней площадкой и с основной траверсой для передачи горизонтальных перемещений вертикальным балкам. Верхняя площадка снабжена приводом, который связан вертикальным винтовым валом со вспомогательной траверсой для передачи ей вертикальных перемещений. Вспомогательная траверса связана с основной ограничительными планками, которые позволяют при перемещении траверс относительно друг друга ограничивать угол поворота поперечных траверс углом в 180°, обеспечивающим кантование. Достигается повышение точности протяжки моделей и сборки форм. 7 з.п. ф-лы, 19 ил.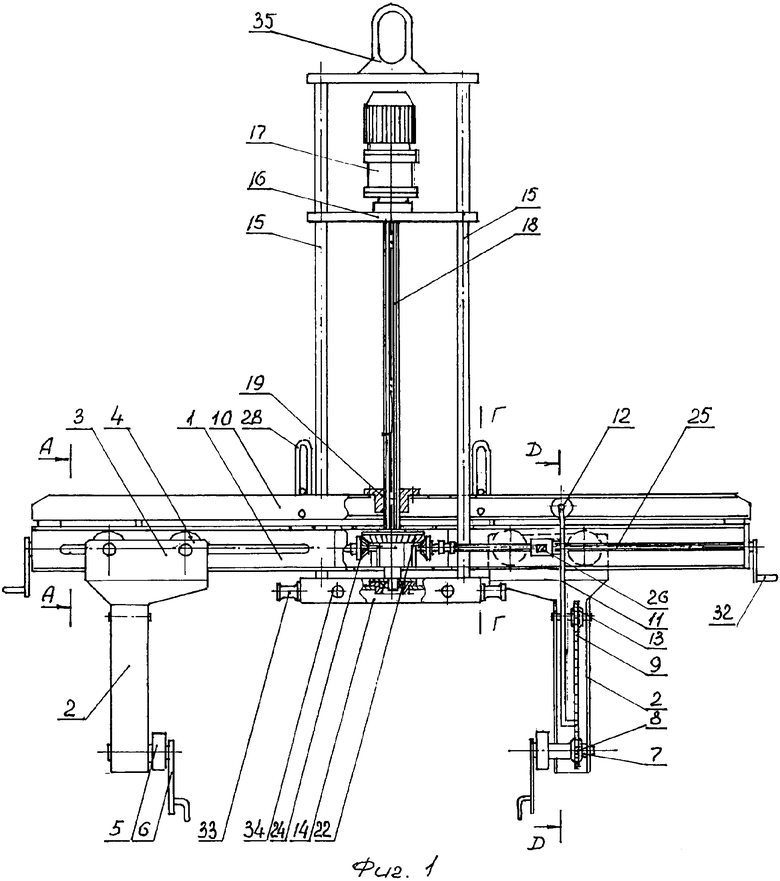
| Подвесной манипулятор для протяжки моделей и сборки крупногабаритных форм | 1988 |
|
SU1646673A1 |
| Подвесной кантователь опок | 1985 |
|
SU1581470A1 |
| Формовочный передвижной манипулятор для сборки крупногабаритных форм на плацу | 1988 |
|
SU1600925A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2188743C2 |
| Устройство для отпуска жидкости в измеренном количестве | 1938 |
|
SU57261A1 |

