00
сд
оо ;о
05
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей путем высокотемпературной изотермической штамповки в штампах, оснащенных нагревателями.
Цель изобретения - повышение КПД и производительности за счет уменьшения времени разогрева деформируюш,его инструмента благодаря увеличению объема внутренней зоны распространения электромагнитного поля индуктора, т.е. за счет увеличения потока электромагнитной энергии в тело деформируюш,его инструмента при неизменном действуюш,ем значении тока индуктора
10
дению плошади боковой поверхности инструмента на удельные потери. Удельные потери, приходяшиеся на единицу боковой поверхности штампа, равны
Л1 0,994 H2,oV/S)u f ,(1)
где удельное сопротивление;
yt/ - относительная магнитная проницаемость материала штампа; .J- - частота тока индуктора. Полная мощность потерь электромагнитной энергии равна произведению удельных потерь на площадь боковой поверхности. Поэтому чем больше эта поверхность, тем больще выделение тепла в индукторе при
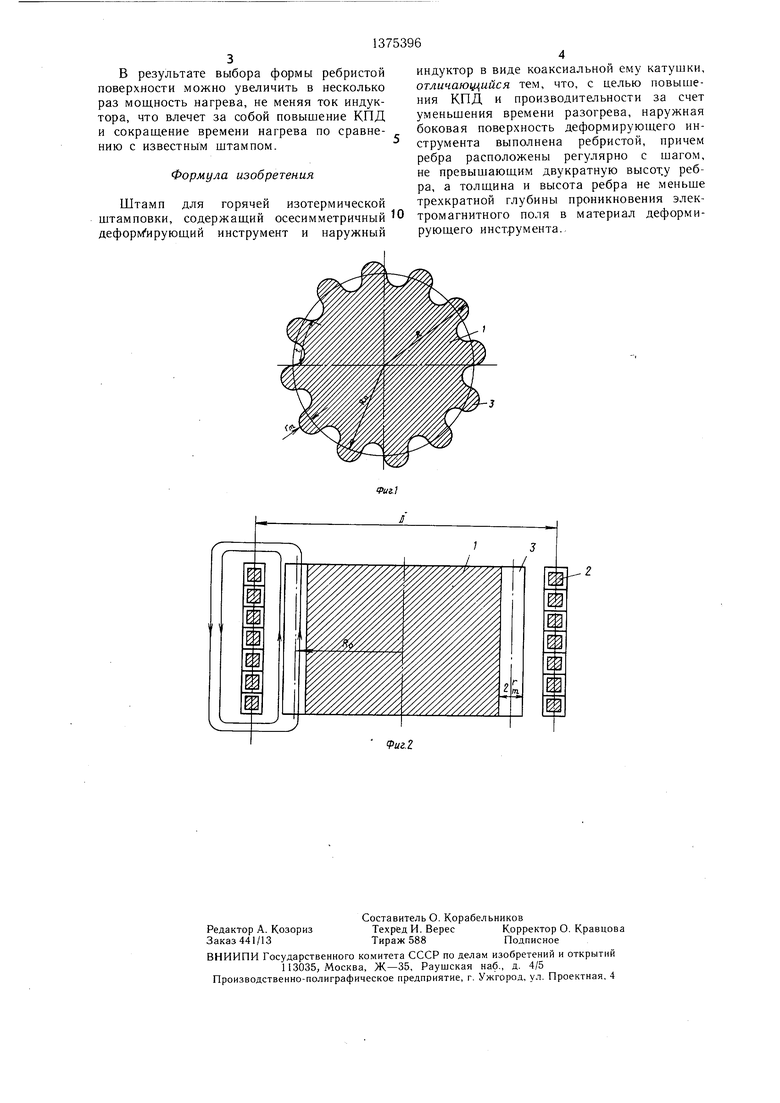
На фиг. 1 показан осесимметричный 55 ™ значении тока в индукторе. Отсюштамп, поперечный разрез; на фиг. 2 - то же, продольный разрез.
Штамп содержит деформирующий инструмент 1, боковая поверхность которого выполнена ребристой, и наружный индукда повыщение КПД установки и сокращение времени разогрева. Площадь ребристой поверхности больше цилиндрической.
В частности, если поверхность выполнена в виде чередующихся один с другим вытор в виде коаксиальной инструменту ка- 20гнутых полуцилиндров радиуса г (фиг. 1),
тушки 2. Ребра 3 расположены регулярно,ее площадь равна
с шагом, не превышающим высоту ребра.ргрТ
Толщина и высота каждого ребра 3 не мень-5 Ь-1Гггт1--g--- - (2 5Г R), (2)
ше трехкратной глубины проникновения
электромагнитного поля индуктора 2 в ма- 25т.е. в f72 раз больше площади гладкой цитериал деформирующего инструмента 1.линдрической поверхности.
Работа штампа при нагреве деформирую-При такой форме ребристой поверхности
щего инструмента осуществляется следующим образом.
При протекании по индуктору переменг
ее площадь не зависит от числа ребер, т.е. шага t, который равен 4гт. Следует выбирать щаг t и радиус г„ как можно меньного тока внутри него возникает перемен- 30 щими, чтобы исключить неравномерность
в величине Нот У верщины и основания ребра.
Если уменьшить шаг ребер, то можно сохранить площадь поверхности такой же,
, ,, ,, ,.,..j.как при большом шаге. Однако, если развым эффектом у торцов деформирующего мер ребер станет меньще удвоенной толщи- инструмента, вдоль его поверхности парал- ны зоны интенсивного тепловыделения, то лельно оси. Слабая зависимость от угла поворота R объясняется следующим.
ное магнитное поле, амплитуда напряженности которого Нот вблизи повврхности штампа практически постоянная, не зависящая от угла поворота радиуса - вектора R, и направлено, если пренебречь краеПри ( амплитуда отклонения босредняя длина вихревых токов вновь начнет уменьшаться, а с ней и тепловыделение. При этом, чтобы площадь боковой по- ковой поверхности инструмента от цилинд- 40 верхности (средняя длина зоны интенсив- рической, DI, - диаметр индуктора) разни- ного тепловыделения) продолжала соот- ца в длине силовой линии, касательной к поверхности инструмента у основания и вершины , незначительная. Поскольку
ветствовать формуле (2), нужно, чтобы высота ребра равнялась полов11не шага. Если высота ребра будет больше половины шага.
величина Hdi вдоль этой линии равна од- . средняя длина зоны интенсивного нагрева
ной и той же величине iw (i - ток, aw - число витков индуктора), можно заключить о практическом равенстве Нот в любой точке на поверхности деформирующего инструмента.
Вследствие эффекта вытеснения вихре- 50 нет.
практически не возрастет, зато неравномерность Нош увеличится.
При высоте ребра, меньшей половины шага, плошадь S будет меньше чем согласно формуле (2), и искомый эффект ослабвые токи замыкаются в зоне, примыкающей к боковой поверхности деформирующего инструмента. Поэтому тепловая энергия выделяется именно в этой зоне. В том случае, когда шаг ребер больше глубины проникно. 55
Учитывая, что минимальный размер щага, при котором конфигурация активного слоя совпадает с конфигурацией боковой поверхности щтампа, равен глубине проникновения электромагнитного поля, следует выбирать толщину и высоту ребра не меньше трехкратной глубины проникновения электромагнитного поля в материал инструмента.
вения электромагнитного поля в тело ин струмента, конфигурация этой зоны повторяет конфигурацию боковой поверхности и расход энергии этого поля равен произве.
дению плошади боковой поверхности инструмента на удельные потери. Удельные потери, приходяшиеся на единицу боковой поверхности штампа, равны
Л1 0,994 H2,oV/S)u f ,(1)
где удельное сопротивление;
yt/ - относительная магнитная проницаемость материала штампа; .J- - частота тока индуктора. Полная мощность потерь электромагнитной энергии равна произведению удельных потерь на площадь боковой поверхности. Поэтому чем больше эта поверхность, тем больще выделение тепла в индукторе при
™ значении тока в индукторе. Отсюда повыщение КПД установки и сокращение времени разогрева. Площадь ребристой поверхности больше цилиндрической.
В частности, если поверхность выполнена в виде чередующихся один с другим выгнутых полуцилиндров радиуса г (фиг. 1),
ее площадь не зависит от числа ребер, т.е. шага t, который равен 4гт. Следует выбирать щаг t и радиус г„ как можно мень щими, чтобы исключить неравномерность
средняя длина вихревых токов вновь начнет уменьшаться, а с ней и тепловыделение. При этом, чтобы площадь боковой по- верхности (средняя длина зоны интенсив- ного тепловыделения) продолжала соот-
ветствовать формуле (2), нужно, чтобы высота ребра равнялась полов11не шага. Если высота ребра будет больше половины шага.
средняя длина зоны интенсивного нагрева
практически не возрастет, зато неравномерность Нош увеличится.
При высоте ребра, меньшей половины шага, плошадь S будет меньше чем согласно формуле (2), и искомый эффект ослаб55
Учитывая, что минимальный размер щага, при котором конфигурация активного слоя совпадает с конфигурацией боковой поверхности щтампа, равен глубине проникновения электромагнитного поля, следует выбирать толщину и высоту ребра не меньше трехкратной глубины проникновения электромагнитного поля в материал инструмента.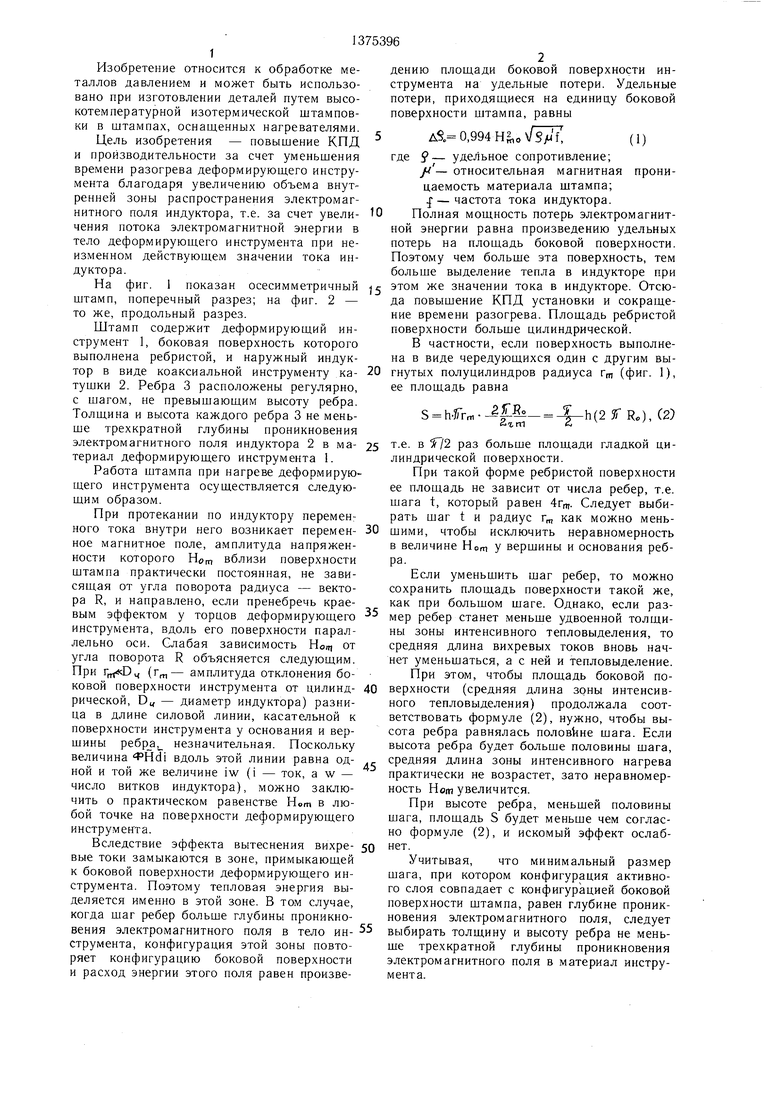
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1375397A1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1375395A1 |
| Способ изготовления ребристых труб | 1976 |
|
SU566645A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Статор электрической машины | 1980 |
|
SU938349A1 |
| ВЗРЫВНОЙ РАЗМЫКАТЕЛЬ ТОКА | 2010 |
|
RU2438206C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Способ производства биметаллических ребристых труб | 1980 |
|
SU1016003A1 |
| Штамп для получения ребристых деталей | 1981 |
|
SU1098645A1 |
Изобретение относится к обработке металлов давлением и может использоваться нри изготовлении деталей изотермической штамповкой в штампе с индуктором. Цель изобретения - повышение КПД и производительности за счет уменьшения времени разогрева деформирующего инструмента благодаря увеличению объема внутренней зоны распространения электромагнитного поля индуктора, т.е. за счет увеличения потока электромагнитной энергии в тело деформируюш,его инструмента при неизменном значении тока индуктора. Для достижения цели боковая поверхность нагреваемого деформирующего инструмента выполнена ребристой. Ребра расположены регулярно с шагом, не превышаюшим двукратную высоту ребра. Инструмент окружен наружным индуктором. Толщина и высота ребра не меньше трехкратной глубины проникновения электромагнитного поля в материал инструмента. Указанные соотношения размеров выбраны из условия, что полная мощность потерь электромагнитной энергии индуктора равна произведению удельных потерь на площадь боковой поверхности нагреваемого тела. Поэтому чем больше эта поверхность, тем больше тепловыделение при том же значении тока в индукторе. Шаг ребер и их высота выбраны из условия обеспечения равномерности напряженности магнитного поля. 2 ил. (g (Л
Фиг.2
| Фиглин С | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Изотермическое деформирование металлов, М.: Машиностроение, 1978, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
