со
ел
со ;о сд
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей путем изотермической штамповки в штампах, осна- шенных нагревателем.
Цель изобретения - повышение КПД индукционного нагрева матрицы штампа при неизменном токе в индукторе.
На чертеже показан штамп, поперечный разрез.
Штамп содержит наружный индуктор 1 и матрицу 2, состоящую из секций 3, заключенных в керамическую обойму 4. Боковые поверхности секций 3 покрыты теплостойким электроизоляционным материалом,
Штамп работает следующим образом.
При протекании по индуктору перем.ен- ного тока i частоты f штамп пронизывается в осевом направлении переменным магнитным потоком, вызывающим появление в секциях матрицы вихревых токов. Благодаря электрическому разделению секций вихревые токи могут замыкаться только в каждой из них.
Распределение плотности вихревых токов j от поверхности вглубь проводящей
среды определяют формулой
.,
где j - плотность тока у поверхности среды; X-расстояние от поверхности среды вглубь по нормали к этой поверхности.
Удельные потери на джоулевое тепло пропорциональны квадрату плотности тока
P.J8
jo2 e-Vv5
где S - удельное сопротивление, Ом.м.
Поскольку 0,05, при ,5 обычно и считают зону 1,5 зоной активного тепловыделения, а величину л 1, ее толщиной.
п
При площадь поперечного сечения зоны активного тепловыделения, по которой замыкается вихреюй ток, пропорциональна не Д, а в. Поэтому с дальнейшим
35
Глубина активной зоны д (зоны эффек- 40 уменьщением в увеличивается сопротивле- тивного тепловыделения вихревых токов)ние вихревым токам и потери на джоулево
равна глубине проникновения Г, умноженной на 1,5
д 1,,5.-|е4.
тепло начинают падать. Следовательно, максимум тепловыделения соответствует средней толщине секции, равной 2д.
Таким образом, изобретение позволяет повысить КПД индукционного нагревателя, так как л|ри той же напряженности внешнего магнитного поля, т.е. при том же токе в индукторе (а значит, и потерях в нем) в матрице существенно больше тепловыдегде / - относительная магнитная проницаемость материала матрицы. Поэтому необходимо, чтобы средняя толщина секции равнялась или была близка к удвоенной величине А,т.е. в три раза
45
Таким образом, изобретение позволяет повысить КПД индукционного нагревателя, так как л|ри той же напряженности внешнего магнитного поля, т.е. при том же токе в индукторе (а значит, и потерях в нем) в матрице существенно больше тепловыдене более) превышала глубину проникн ове- 50 обусловленное покрытием секций
ния 5 . В этом случае практически весь объем секции принимает участ 1е в тепловы-- делении. Количество тепла, выделенного в единицу времени в предлагаемом штампе, равно
, fD«ap +DeH-fn(Drtap -De«)h,
где и DBH - наружный и внутренний диаметр матрицы; К - число секций;
55
матрицы теплостойкой электроизоляциеи и выбором их средней ширины, равной утроенной глубине проникновения магнитного потока.
Формула изобретения
Штамп для горячей изотермической штамповки, содержащий керамическую обойму, заключенную в нее секционную матриh y - высота матрицы (осевой размер); §„- удельное тепловыделение вихревых токов, равное
So V
.
- действующее значение напряженности магнитного поля у поверхности индуктора.
В сплошной несекционной матрице или в секционной, но при отсутствии электроизоляции между секциями (как в известном штампе), тепловыделение при тех же размерах и том же индукторе равно
Р„ y.Wh,
так как магнитное поле внутри матрицы отсутствует - оно скомпенсировано противодействием по правилу Ленца вихревых токов.
Таким образом, тепловыделение в предлагаемом штампе больше, чем в известном, в
J y- П . - -Л-
Р„ + Г + Рнар 1
.
В частности, при изготовлении монодиска с лопатками с наружным диаметром 0,5 м, внутренним 0,2 м, а числом секций, равным 20, мощность тепловыделения возрастает в 5,2 раза. При этом ток индуктора остается неизменным, а следовательно, не меняются и потери в нем.
Увеличение числа секций п приводит к уменьшению их средней толщины, в, так как
Ь 1о«ар+Р «3:
п
При площадь поперечного сечения зоны активного тепловыделения, по которой замыкается вихреюй ток, пропорциональна не Д, а в. Поэтому с дальнейшим
уменьщением в увеличивается сопротивле- ние вихревым токам и потери на джоулево
тепло начинают падать. Следовательно, максимум тепловыделения соответствует средней толщине секции, равной 2д.
Таким образом, изобретение позволяет повысить КПД индукционного нагревателя, так как л|ри той же напряженности внешнего магнитного поля, т.е. при том же токе в индукторе (а значит, и потерях в нем) в матрице существенно больше тепловыде50 обусловленное покрытием секций
55
матрицы теплостойкой электроизоляциеи и выбором их средней ширины, равной утроенной глубине проникновения магнитного потока.
Формула изобретения
Штамп для горячей изотермической штамповки, содержащий керамическую обойму, заключенную в нее секционную матрицу и наружный индуктор, отличающийся тем, что, с целью повышения КПД индукционного нагрева, боковые поверхности секций матрицы покрыты теплостойким электроизоляционным материалом, а средняя ширина каждой секции не более чем в три раза превышает глубину проникновения магнитного поля в материал матрицы.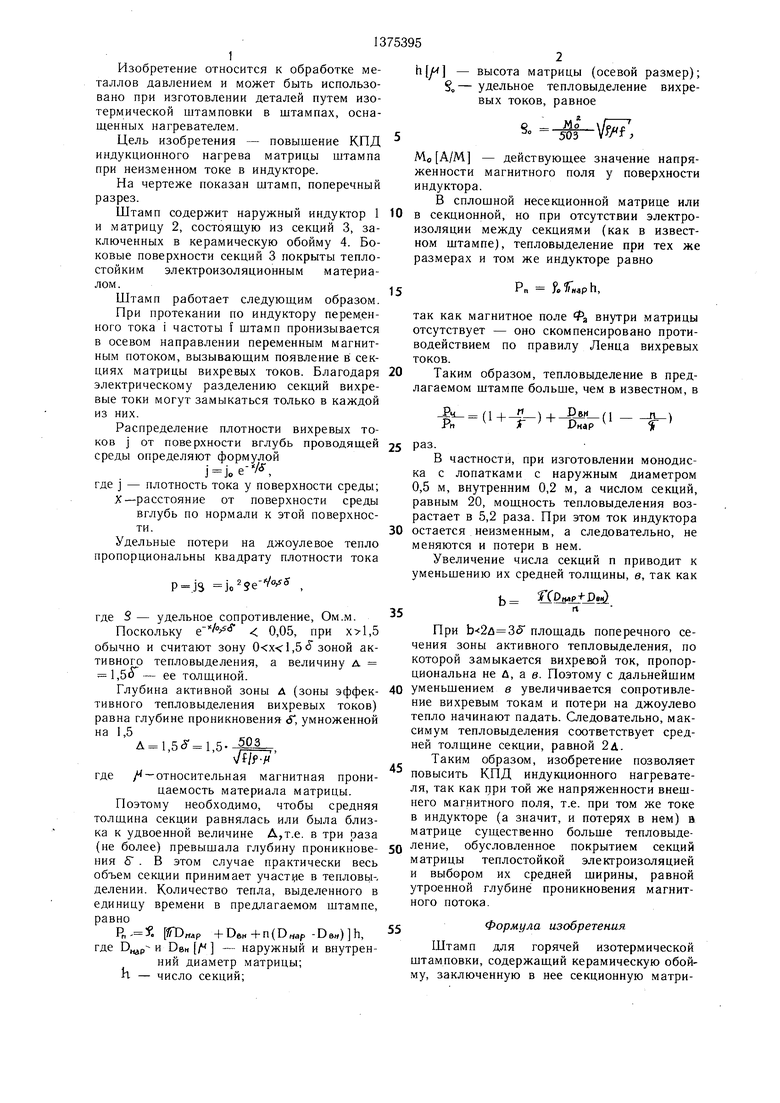
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1375396A1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1323197A1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1375397A1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1386346A1 |
| ПРОТОЧНЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТИ | 2023 |
|
RU2821538C1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Штамп для изготовления штамповки | 1977 |
|
SU632460A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061903A2 |
| Металлический охлаждаемый тигель | 1982 |
|
SU1120154A1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1375394A1 |
Изобретение относится к обработке металлов давлением и может использоваться при изготовлении деталей изотермической штамповкой в штампе, оснаш,енном индуктором. Цель изобретения - повышение КПД индукционного нагрева матрицы штампа при неизменном токе в индукторе. Матрица штампа разделена на секции, боковые поверхности которых покрыты теплостойким электроизоляционным материалом. Средняя ширина каждой секции в три раза превышает глубину проникновения магнитного поля индуктора в материал матрицы при ее нагреве. Благодаря электрическому разделению секций вихревые токи могут замыкаться только в каждой из них по отдельности. При указанной ширине секции практически весь ее объем участвует в тепловыделении. 1 ил.
| Устройство для изотермической штамповки | 1975 |
|
SU628982A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
