J2
СО СП
00
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки труб прямоугольного сечения.
Цель изобретения - повышение качества изделий.
На чертеже показан нож для резки труб прямоугольного сечения.
Нож для резки труб выполнен в виде пластины 1 с тремя клиновыми выступами 2-4, имеюнлими режущие кромки 5-8. Между боковыми гранями 9 и 10 центрального клинового выступа 2 и гранями клиповых выступов 3 и 4 имеются две промежуточные режущие кромки 1 I и 12.
Резка трубы ножом производится следующим образом.
Сначала верхнюю горизонтальную полку прорезает вершина цептрального клинового выстуна 2. При этом отходы от верхней горизонтальной полки загибаются вниз и после прохождения линии горизонтальной полки режун1ими кромками 6 и 7 становятся в вертикальном положении вдоль граней 9 и 10 клинового выступа 2. При дальпейщем движении ножа вниз режущими кромками 5 и 8 режутся вертикальные стенки трубы, а отходы перемещаются в стороны. В это время режуп1ие кро.мки 6 и 7 прорезают нижнюю горизонтальную полку ii отгибают отходы в разные стороны. 1ри
дальнейшем движении ножа вниз режундие кромки 11 и 12 срезают оставшиеся участки, которые не были срезаны выступами 2-4, площадь которых в сечении равна квадрату ТОЛП1ИНЫ полки разрезаемого .
Формула изобретения
Нож для резки профилей преимущест- венпо труб прямоугольного сечения, выполQ ненный в виде пластины с рабочей частью, и.меющей режуише кромки, образован- ной тремя сопряженными между собой клиновыми выступами, средний из которых выполнен двусторонним симметричным, а боковые выступы расположены симметрично
5 относительно среднего со смещением в па- правлении, противоположном рабочему перемещению ножа, отличающийся тем, что, с целью повышения качества изделий, клиновые боковые выступы, образующ,ие рабочую часть, выполнены односторонними с наклоном к периферии рабочей части, а их боковые грани параллельны плоскости си.ммет- рии, средний выступ также выполнен с боковыми гранями, параллельными плоскости симметрии и расположенными с зазором от5 носительпо обращенных к ним боковым граням боковых выступов, а сопряжение смежных боковых граней среднего и боковых выступов выполнено ,по образующим ре- жуп1ие кромки поверхностям, имеющим криво/шпейные образуюпи-ic.
0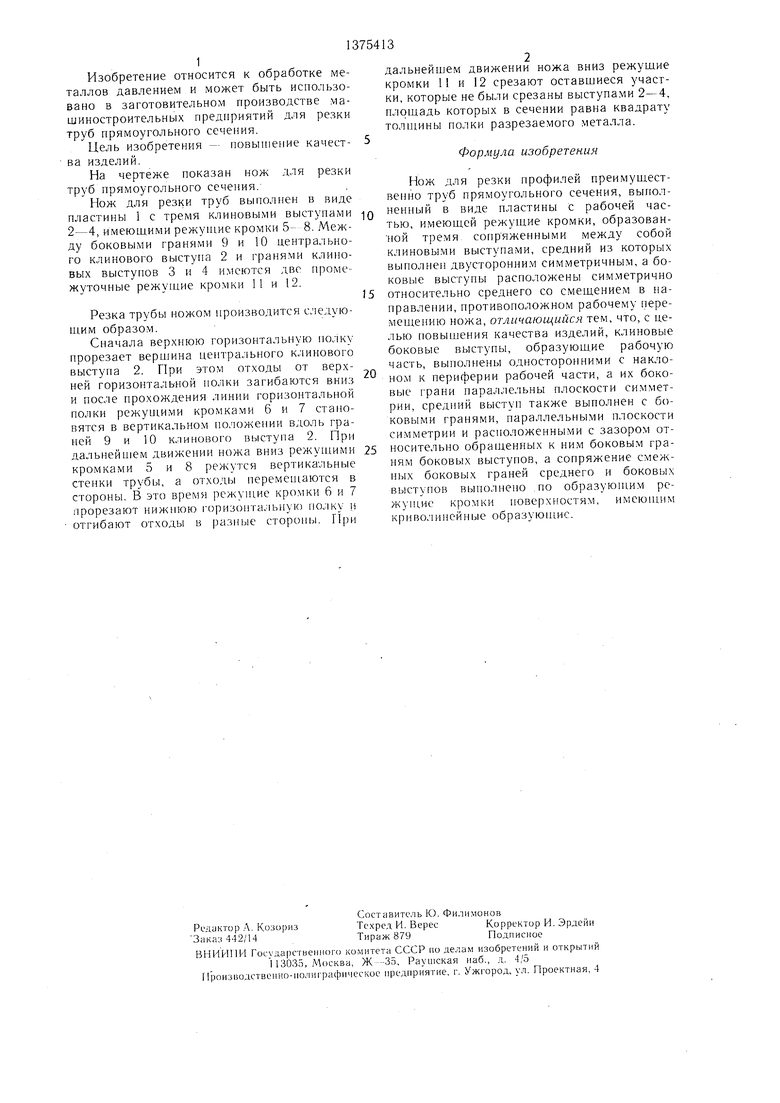
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1986 |
|
SU1353584A1 |
| Инструмент для резки труб квадратного и прямоугольного сечений | 1989 |
|
SU1655663A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Инструмент для резки труб | 1982 |
|
SU1087273A1 |
| Устройство для резки труб | 1981 |
|
SU1030108A1 |
| Нож для резки труб | 1984 |
|
SU1196172A2 |
| Устройство для резки труб | 1985 |
|
SU1299711A2 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Пуансон для резки труб прямоугольного сечения | 1982 |
|
SU1073016A2 |
| Устройство для обрезки концов труб | 1982 |
|
SU1159729A1 |
Изобретение относится к обработке металлов давлением и может быть иснользовано в заготовительном производстве машиностроительных предприятий для резки труб прямоугольного сечения. Цель - повышение качества получаемых изделий. Сначала верхнюю горизонтальную по.жу трубы прорезает вершина центрального клиновог о выступа 2. При дальнейшем движении ножа вниз режушими кромками 5 и 8 режутся вертикальные стенки трубы, а отходы нере- меш.аются в стороны. В это время режущие кромки 6 и 7 прорезают нижнюю I opii- зонтальную полку и отгибают отходы в разные стороны. При дальнейшем движении ножа вниз режушие кромки 1 и 12 срезают оставшиеся участки, которые не были срезаны выступами 2- 4. 1 ил.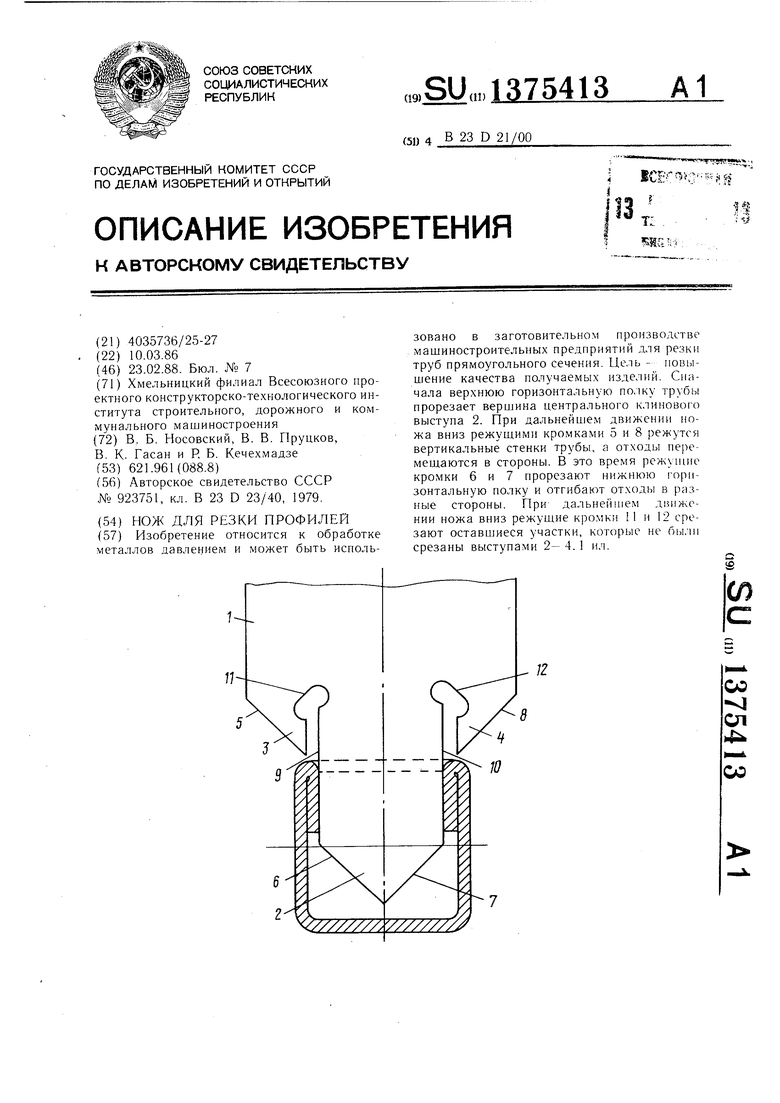
| Авторское свидетельство СССР № 923751, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
