(54) ШТАМП ДЛЯ РЕЗКИ ШВЕЛЛЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки гнутых равнополочных швеллеров | 1987 |
|
SU1530346A1 |
| Штамп для резки профилей | 1981 |
|
SU1013136A1 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для резки @ -образных профилей | 1985 |
|
SU1265016A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
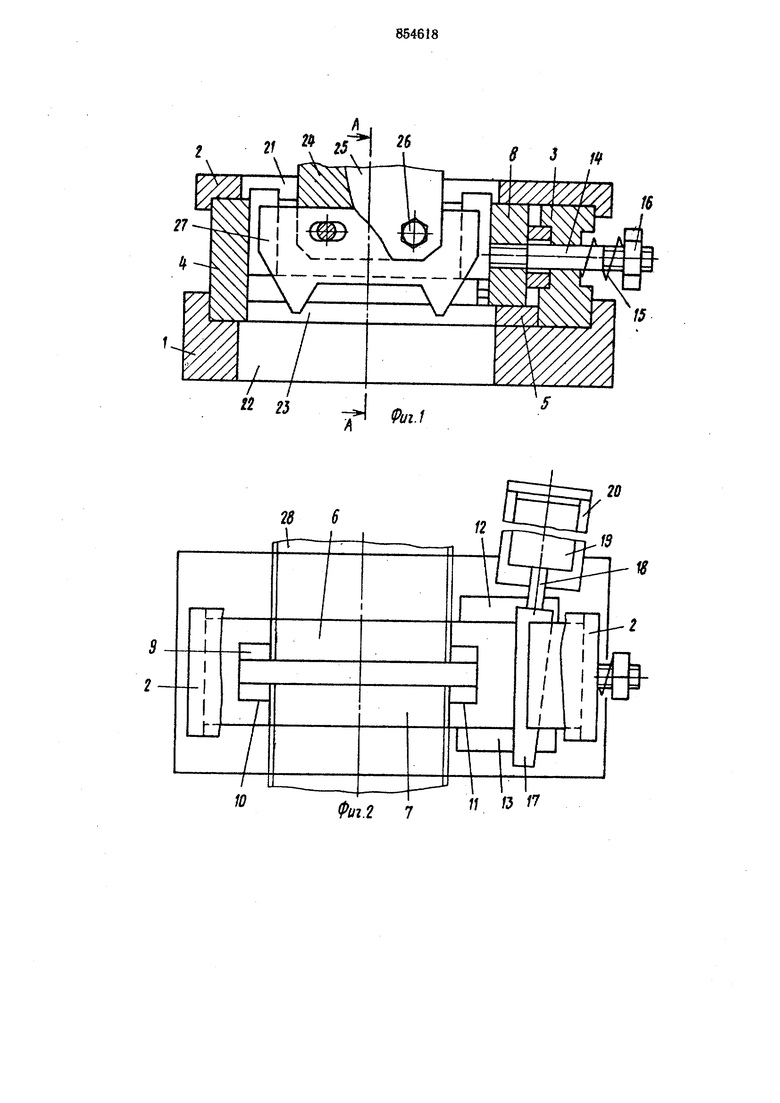
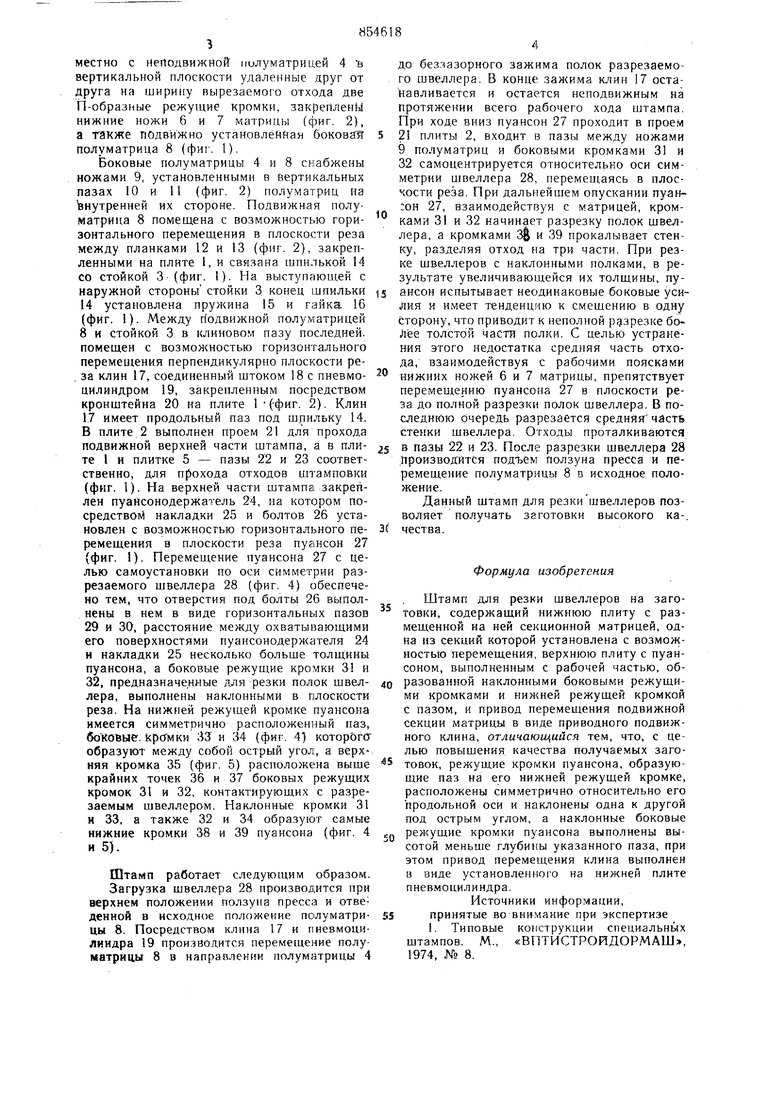
Изобретение относится к заготовительному производству машиностроительных заводов и может быть использовано для резки швеллеров. Известен штамп для резки швеллеров на заготовки, содержащий нижнюю плиту с раз.мещенной на ней секционной матрицей, одна из секций которой установлена с возможностью перемещения, верхнюю плиту с пуансоном, выполненным с рабочей частью, образованной наклонными боковыми режущими кромками и нижней режущей кромкой с пазом, и привод перемещения подвижной секции матрицы в виде приводного подвижного клина 1. Недостатком данного щтампа является невысокое качество получаемых заготовок. Цель изобретения - повышение качества заготовок. Поставленная достигается тем, что в щтампе для резки швеллеров на заготовки, содержащем нижнюю плиту с размещенной на ней секционной матрицей, одна из секций которой, установлена с возможностью перемещения, верхнюю плиту с пуансоном, выполненным с рабочей частью, образованной наклонными боковыми режущими кромками и нижней режущей кромкой с пазом, и привод перемещения подвижной секции матрицы в виде приводного подвижного клина, режущие кромки пуансона, образующие паз на его нижней режущей кромке, расположены симметрично относительно его продольной оси и наклонены одна к другой под острым углом, а наклонные боковые режущие кромки пуансона выполнены высотой меньще глубины указанного паза, при этом привод перемещения клина выполнен в виде установленного на нижней плите пневмоцилиндра. На фиг. 1 изображен щтамп, общий вид, продольный разрез; на фиг. 2 - нижняя часть щтампа, вид в плане; на фиг. 3 - разрез А-А на фиг. I; на фиг. 4 - пуансон в момент центрирования по щвёллеру; на фиг. 5 - пуансон в момент окончания резки полок швеллера. Штамп для резки швеллеров содержит .плиты 1 и 2, скрепленные между собой врезанными в них стойкой 3 и неподвижной боковой полуматрицей 4, между которыми установлена плитка 5, а на ней, образуя совместно с Неподвижной пилуматрицей 4 в вертикальной плоскости удаленные друг от друга на вырезаемого отхода две П-образные режущие кромки, закреплены нижние ножи 6 и 7 матрицы (фиг. 2), а также подвижно установлёййая боковая полуматрица 8 (фиг. 1). Боковые полуматрицы 4 и 8 снабжены ножами 9, установленными в бертикальных пазах 10 и 11 (фиг. 2) нолуматриц на внутренней их стороне. Подвижная полуматрица 8 помещена с возможностью горизонтального перемещения в плоскости реза между планками 12 и 13 (фнг. 2), закрепленными на плите 1, и связана шпилькой 14 со стайкой 3-(фиг. I). На выступающей с наружной стороныстойки 3 конец щпильки 14 установлена пружина 15 и гайка. 16 (фиг. 1). Между г(одвижной полуматрицей 8 и стойкой 3 в клиновом пазу последней. помещен с возможностью горизонтального перемещения перпендикулярно плоскости ре. за клин 17, соединенный щтоком 18 с пневмоцилиндром 19, закрепленным посредством кронштейна 20 на плите 1 (-фиг. 2). Клин 1,7 имеет продольный паз под шпильку 14. В плите.2 выполнен проем 21 для прохода подвижной верхней части штампа, а в плите 1 и плитке 5 - пазы 22 и 23 соответственно, для прохода отходов штамповки (фиг. 1). На верхней части штампа закреплен пуансонодержатель 24, на котором посредствол накладки 25 и болтов 26 установлен с возможностью горизонтального перемещения в плоскости реза пуансон 27 (фиг. 1), Перемещение пуансона 27 с целью самоустановки по оси симметрии разрезаемого швеллера 28 (фиг. 4) обеспечено тем, что отверстия под болты 26 выполнены в нем в виде горизонтальных пазов 29 и 30, расстояние между охватывающими его поверхностями нуансонодержателя 24 и накладки 25 несколько больше толщины пуансона, а боковые режущие кромки 3 и 32, предназначенные для резки полок швеллера, выполнены наклонными в плоскости реза. На нижией режущей кромке пуансона имеется симметрично расположенный паз, боНОйые. крсГмки 33 и 34 (фиг. 4) которог-а образуют между собой острый угол, а верхняя кромка 35 (фиг. 5) расположена выще крайних точек 36 и 37 боковых режущих кромок 31 и 32, контактирующих с разрезаемым швеллером. Наклонные кромки 31 н 33, а также 32 и 34 образуют самые нижние кромки 38 и 39 пуансона (фиг. 4 Штамп работает следующим образом. Загрузка швеллера 28 производится при верхнем положении ползуна пресса и отведенной в исходное положение полуматрицы В. Посредством клина 17 и пневмоцилиндра 19 прои.зводится перемещение полуматрицы 8 в направлении полуматрицы 4 до беззазорного зажима полок разрезаемого швеллера. В конце зажима клин 17 оста навливается и остается неподвижным на протяжении всего рабочего хода штампа. При ходе вниз пуансон 27 проходит в проем 21 плиты 2, входит в пазы между ножами 9 полуматриц и боковыми кромками 31 и 32 самоцентрируется относительно оси симметрии швеллера 28, перемещаясь в плосчости реза. При дальнейшем опускании пуан:он 27, взаимодействуя с матрицей, кромками 31 и 32 начинает разрезку полок швеллера, а кромками 3 и 39 прокалывает стенку, разделяя отход на три части. При резке швеллеров с наклонными полками, в результате увеличивающейся их толщины, пуансон испытывает неодинаковые боковые усиЛия и имеет тенденц.чю к смещению в одну сторону, что приводит к неполной рдзрезке более толстой части полки. С целью устранения этого недостатка средняя часть отхода, взаимодействуя с рабочими поясками нижних ножей 6 и 7 матрицы, препятствует перемещению пуансона 27 в плоскости реза до полной разрезки полок швеллера. В последнюю Очередь разрезается средняя часть стенки швеллера. Отходы проталкиваются в пазы 22 и 23. После разрезки швеллера 28 Производится подъем ползуна пресса и перемещение полуматрицы 8 в исходное положение. Данный штамп для резкишвеллеров позволяет получать заготовки высокого ка-, чества. Формула изобретения Штамп для резки швеллеров на заготовки, содержащий нижнюю плиту с размещенной на ней секционной матрицей, одна из секций которой установлена с возможностью перемещения, верхнюю плиту с пуансоном, выполненным с рабочей частью, образованной наклонными боковыми режущими кромками и нижией режущей кромкой с пазом, и привод перемещения подвижной секции матрицы в виде приводного подвижного клина, отличающийся тем, что, с целью повышения качества получаемых заготовок, режущие кромки пуансона, образующие паз на его нижней режущей кромке, расположены симметрично относительно его продольной оси и наклонены одна к другой под острым углом, а наклонные боковые режушие кромки пуансона выполнены высотой меньше глубины указанного паза, при этом привод перемещения клина выполнен в виде установленного на нижней плите пневмоцилиндра. Источники информации, принятые во внимание при экспертизе 1. Типовые ко струкции специальных штампов. М.. «ВПТИСТРОЙДОРМАШ, 1974, № 8. n /3 ui.2 7 f7
(Pu2.il
