/1-А
(Л
со
О1
4
СО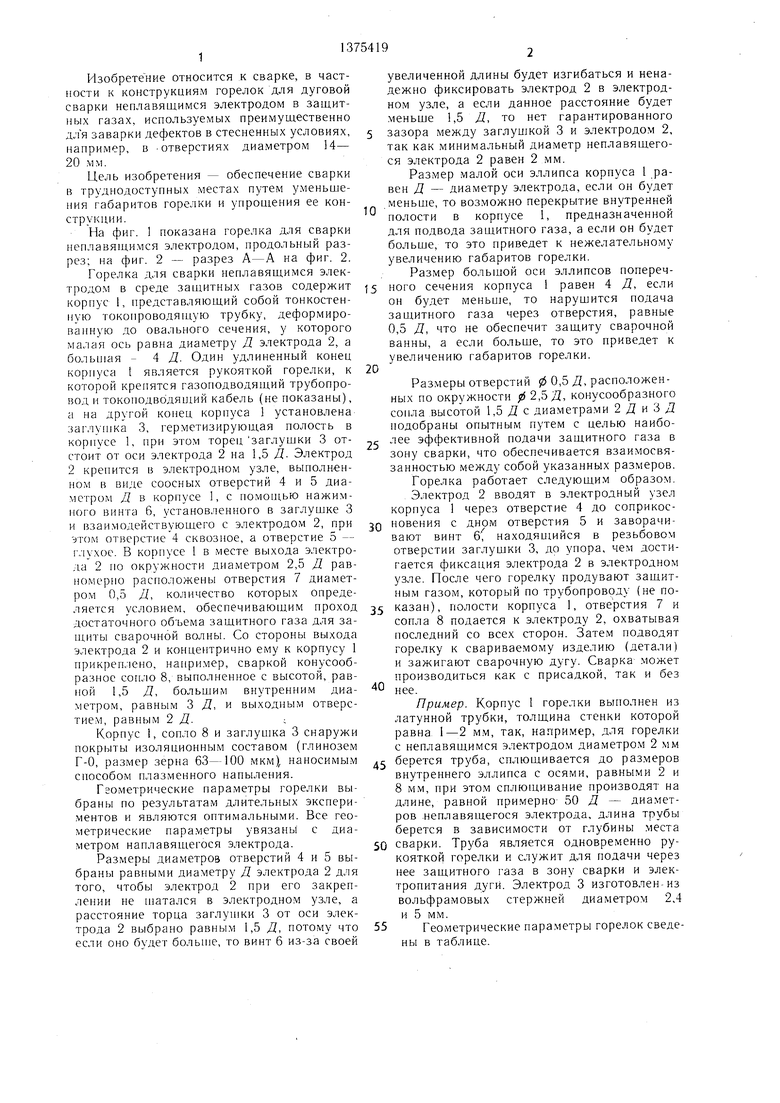
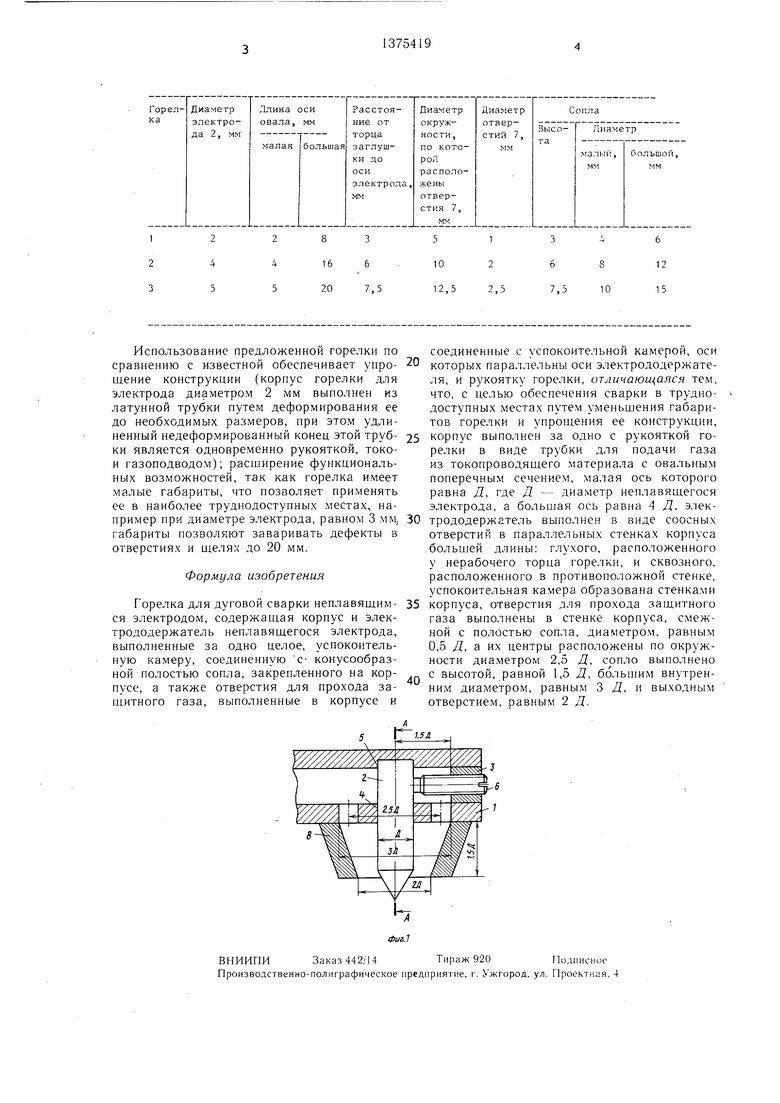
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1984 |
|
SU1206034A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| Горелка для дуговой сварки в среде защитных газов | 1987 |
|
SU1470479A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1731521A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1074679A1 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| МАЛОГАБАРИТНАЯ ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 2007 |
|
RU2358846C1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1704981A1 |
Изобретение относится к сварке, в частности к конструкциям горелок для дуговой сварки неплавящимся электродом в защитных газах, используемых преимущественно для заварки дефектов в стесненных условиях, например в отверстиях диаметром 14-20 мм. Цель изобретения - обеспечение сварки в труднодоступных местах путем уменьщения габаритов горелки и упрощение ее конструкции. Корпус 1 горелки выполнен в виде тонкостенной токопроводящей трубки с овальным поперечным сечением, малая ось которого равна диаметру (Д) неплавящегося электрода, а больщая - 4 Д Это обеспечивает надежную подачу защитного газа и снижение габаритов горелки. Отверстия 7 для прохода защитного газа выполнены диаметром 0,5Д и равномерно расположены по окружности, что обеспечивает эффективную защиту зоны сварки. Корпус 1 и электродержатель выполнены за одно целое, а электрод установлен в соосных отверстиях, выполненных в стенках корпуса 1. Малые габариты горелки позволяют использовать ее для заварки дефектов в щелях и отверстиях диаметром до 20 мм. 2 ил. 1 табл. S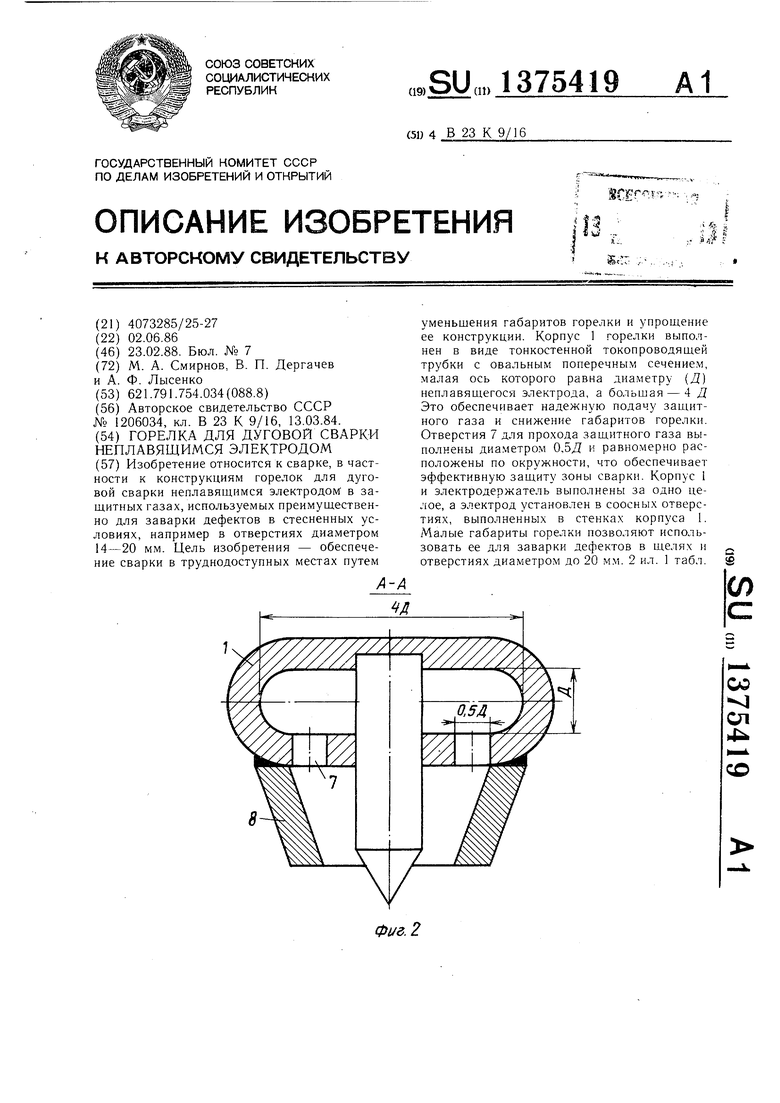
0i/e.2
Изобретение относится к сварке, в частности к конструкциям горелок для дуговой сварки неплавящимся электродом в защитных газах, используемых преимущественно д.ч я заварки дефектов в стесненных условиях, например, в .отверстиях диаметром 14- 20 мм.
Цель изобретения - обеспечение сварки в труднодоступных местах путем уменьще- ния габаритов горелки и упрощения ее конструкции.
На фиг. 1 показана горелка для сварки неплавя1димся электродом, продольный разрез; на фиг. 2 - разрез А-А на фиг. 2.
Горелка для сварки неплавящимся электродом в среде защитных газов содержит корпус 1, представляющий собой тонкостенную токопроводящую трубку, деформированную до овального сечения, у которого малая och) равна диаметру Д электрода 2, а больп1ая - 4 Д. Один удлиненный конец корпуса t является рукояткой горелки, к которой крепятся газоподводящий трубопровод и токоподводящий кабель (не показань), а на другой конец корпуса 1 установлена заглушка 3, герметизирующая полость в корпусе 1, при этом торец заглущки 3 отстоит от оси электрода 2 на 1,5 Д. Электрод 2 крепится в электродном узле, выполненном в виде соосных отверстий 4 и 5 диаметром Д в корпусе , с помощью нажимного винта 6, установленного в заглущке 3 и взаимодействующего с электродом 2, при этом отверстие 4 сквозное, а отверстие 5 - глухое. В корпусе 1 в месте выхода электрода 2 по окружности диаметром 2,5 Д равномерно расположены отверстия 7 диаметром 0,5 Д, количество которых определяется условием, обеспечивающим проход достаточного объема защитного газа для защиты сварочной волны. Со стороны выхода электрода 2 и концентрично ему к корпусу 1 прикреплено, например, сваркой конусообразное сопло 8, выполненное с высотой, равной 1,5 Д, большим внутренним диаметром, равным 3 Д, и выходным отверстием, равным 2 Д.;
Корпус 1, сопло 8 и заглушка 3 снаружи покрыты изоляционным составом (глинозем Г-0, размер зерна 63-100 мкм), наносимым способом плазменного напыления.
Геометрические параметры горелки выбраны по результатам длительных экспериментов и являются оптимальными. Все геометрические параметры увязань с диаметром наплавящегося электрода.
Размеры диаметров отверстий 4 и 5 выбраны равными диаметру Д электрода 2 для того, чтобы электрод 2 при его закреплении не пштался в электродном узле, а расстояние торца заглущки 3 от оси электрода 2 выбрано равным 1,5 Д, потому что если оно будет больше, то винт 6 из-за своей
увеличенной длины будет изгибаться и ненадежно фиксировать электрод 2 в электродном узле, а если данное расстояние будет меньще 1,5 Д, то нет гарантированного
зазора между заглуи кой 3 и электродом 2, так как минимальный диаметр неплавящегося электрода 2 равен 2 мм.
Размер малой оси эллипса корпуса 1 равен Д - диаметру электрода, если он будет .меньше, то возможно перекрытие внутренней полости в корпусе 1, предназначенной для подвода защитного газа, а если он будет больше, то это приведет к нежелательному увеличению габаритов горелки,
Размер больщой оси эллипсов поперечного сечения корпуса 1 равен 4 Д, если он будет меньше, то нарущится подача зап итного газа через отверстия, равные 0,5 Д, что не обеспечит защиту сварочной ванны, а если больще, то это приведет к увеличению габаритов горелки.
Размеры отверстий ф 0,5 Д, расположенных по окружности 2,5 Д, конусообразного сопла высотой 1,5 Д с диаметрами 2 Д и 3 Д подобраны опытным путем с целью наиболее эффективной подачи защитного газа в зону сварки, что обеспечивается взаимосвязанностью между собой указанных размеров. Горелка работает следующим образом. Электрод 2 вводят в электродный узел корпуса 1 через отверстие 4 до соприкосновения с дном отверстия 5 и заворачивают винт б( находящийся в резьбовом отверстии заглущки 3, до упора, чем достигается фиксация электрода 2 в электродном узле. После чего горелку продувают защитным газом, который по трубопроводу (не показан), полости корпуса 1, отверстия 7 и сопла 8 подается к электроду 2, охватывая последний со всех сторон. Затем подводят горелку к свариваемому изделию (детали) и зажигают сварочную дугу. Сварка может производиться как с присадкой, так и без
нее.
Пример. Корпус 1 горелки выполнен из латунной трубки, толщина стенки которой равна 1-2 мм, так, например, для горелки с неплавящимся электродом диаметро.м 2 мм
д5 берется труба, сплющивается до размеров внутреннего эллипса с осями, равными 2 и 8 мм, при это.м сплюп-1ивание производят на длине, равной примерно 50 Д - диаметров .неплавящегося электрода, длина трубы берется в зависимости от глубины места
50 сварки. Труба является одновременно рукояткой горелки и служит для подачи через нее защитного газа в зону сварки и электропитания дуги. Электрод 3 изготовлен-из вольфрамовых стержней диаметром 2,4 и 5 мм.
55Геометрические параметры горелок сведены в таблице.
Использование предложенной горелки по сравнению с известной обеспечивает упрощение конструкции (корпус горелки для электрода диаметром 2 мм выполнен из латунной трубки путем деформирования ее до необходимых размеров, при этом удлиненный недеформированный конец этой трубки является одновременно рукояткой, токо- и газоподводом); расширение функциональных возможностей, так как горелка имеет малые габариты, что позволяет применять ее в наиболее труднодоступных местах, например при диаметре электрода, равном 3 мм, габариты позволяют заваривать дефекты в отверстиях и щелях до 20 мм.
Формула изобретения
Горелка для дуговой сварки неплавящимся электродом, содержащая корпус и элек- трододержатель неплавящегося электрода, выполненные за одно целое, успокоительную камеру, соединенную с- конусообразной полостью сопла, закрепленного на корпусе, а также отверстия для прохода защитного газа, выполненные в корпусе и
соединенные с успокоительной камерой, оси
которых параллельны оси электрододержате- ля, и рукоятку горелки, отличающаяся тем, что, с целью обеспечения сварки в труднодоступных местах путем уменьшения габаритов горелки и упрощения ее конструкции,
корпус выполнен за одно с рукояткой горелки в виде трубки для подачи газа из токопроводящего материала с овальным поперечным сечением, малая ось которого равна Д, где Д - диаметр ненлавящегося электрода, а большая ось равна 4 Д, электрододержгтель выполнен в виде соосных отверстий в параллельных стенках корпуса большей длины: глухого, расположенного у нерабочего торца горелки, и сквозного, расположенного в противоположной стенке, успокоительная камера образована стенками
корпуса, отверстия для прохода защитного газа выполнены в стенке корпуса, смежной с полостью сопла, диаметром, равным 0,5 Д, а их центры расположены по окружности диаметром 2,5 Д, сопло выполнено
с высотой, равной 1,5 Д, большим внутренним диаметром, равным 3 Д, и выходным отверстием, равным 2 Д.
| Горелка для дуговой сварки неплавящимся электродом | 1984 |
|
SU1206034A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
