1. Авторское свидетельство 206766, МПК В 23 К 9/16.
Известная горелка для дуговой сварки неплавящимся электродом в защитных газах содержит корпус, выполненный с цилиндрической поверхностью, переходящей в коническую у рабочего торца, установленную в корпусе цангу для крепления неплавящегося электрода и образующую с корпусом камеру для защитного газа, наклонные к оси горелки радиальные каналы, выполненные в корпусе, а также закрепленное на корпусе сопло.
Недостатком известной горелки является значительная длина сварочной головки, что не позволяет ее применение для сварки в стесненных условиях по месту монтажа. Дополнительное укорочение сопла между корпусом и рабочим торцом без изменений конструкции корпуса приводит к неизбежному ухудшению качества газовой защиты или полному ее нарушению.
2. Авторское свидетельство 1704981, МПК В 23 К 9/167.
Известная горелка для дуговой сварки неплавящимся электродом в защитных газах, содержащая рубашку охлаждения горообразной формы, охватывающей корпус с продольным осевым каналом под цангу для закрепления электрода. Под крышкой расположена смесительная камера, соединенная каналами с успокоительной камерой, переходящей в выходной канал, выполненный конической формы с углом, вершина которого расположена на острие электрода.
Недостатком известной горелки является жесткая зависимость объемов смесительной и успокоительной камер к диаметру электрода и углу на сопле для истечения ламинарного потока газа. Из-за максимального укорочения сопла, от рабочего торца до корпуса горелки, практически отсутствует камера успокоения, а продольные осевые каналы увеличивают струйность защитного газа на выходе из сопла.
3. Авторское свидетельство 1117164, МПК В 23 К 9/16.
Наиболее близкой по технической сущности и техническому результату является горелка для дуговой сварки неплавящимся электродом в защитных газах в стесненных условиях, содержащая корпус, выполненный с цилиндрической поверхностью, переходящей в коническую у рабочего торца, установленную в корпусе цангу для крепления неплавящегося электрода и образующую с корпусом камеру для защитного газа, радиальные каналы, выполненные в корпусе с цилиндрической поверхностью, а также закрепленное на корпусе сопло по отношению к поверхности сопла с кольцевым зазором, а оси радиальных каналов расположены перпендикулярно оси горелки.
Недостатком этой горелки является то, что на керамическое сопло по линии сопряжения наружной резьбы корпуса и внутренней резьбы сопла передается усилие зажима цанги для крепления вольфрамового электрода при нагревании. При выполнении резьбы одного направления сопряжение заливается термостойкой мастикой для того, чтобы не свинчивалось сопло при освобождении вольфрама. При случайном падении горелки или ударе керамическое сопло разбивается. Наружная проточка цанги для лучшего прохода защитного газа через радиальные отверстия корпуса позволяет потоку защитного газа проходить через пропиленные пазы цанги, что, в свою очередь, увеличивает струйность на рабочем торце сопла.
Максимально уменьшенная длина горелки от торца сопла до корпуса в данной конструкции не позволяет создать достаточную защитную газовую камеру успокоения внутри сопла, что, в свою очередь, уменьшает ламинарность потока защитного газа в зону сварки. Из-за вынужденного уменьшения вылета вольфрамового электрода уменьшается и обзор зоны сварки.
Перпендикулярность радиальных отверстий корпуса в данной конструкции не решает проблемы турбулентности из-за маленького кольцевого зазора, где возникает кинетическая энергия многочисленных струй, возникающая на пути потока защитного газа, встретившего дополнительное сопротивление.
Степень защиты изоляции открытых поверхностей корпуса и токопровода недостаточна для долговечной работы горелки в условиях производства работ по месту монтажа или ремонта в действующих цехах.
Принцип работы горелки.
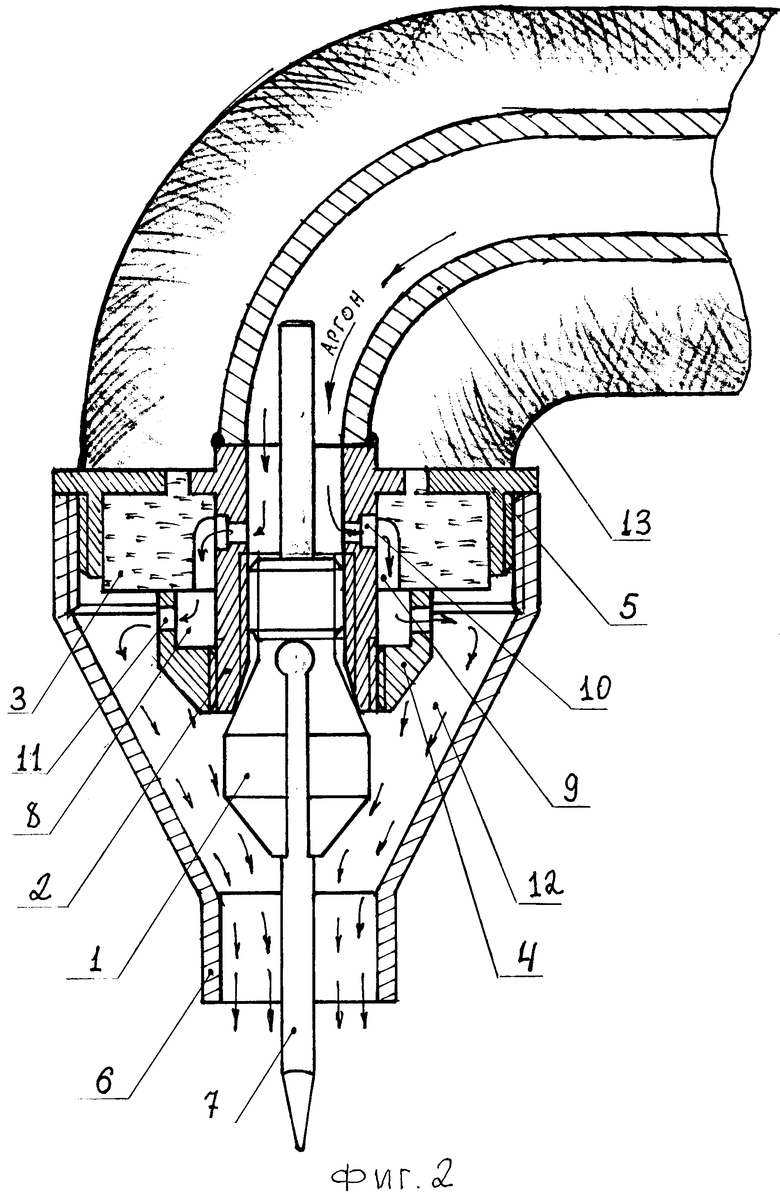
На фиг.1 представлен общий вид газовой горелки для электродуговой сварки в защитных газах. На фиг.2 - ее продольный разрез. Горелка содержит корпус цангодержателя 2, приваренного к токогазопроводу 13, выполненный с цилиндрической поверхностью у его рабочего торца, установленную в корпус цангодержателя цангу 1 для крепления неплавящегося электрода 7. На наружную поверхность корпуса 2 установлен изолятор 3, имеющий цилиндрическую поверхность с выполненными в нем продольными оси пазами 9 по внутренней поверхности с посаженной на него латунной втулкой 5. Прижимное кольцо-рассекатель 4, выполненное с цилиндрической поверхностью, переходящей в коническую, выполненными в нем радиальными отверстиями образуют смесительную камеру 8 для защитного газа. В стенке корпуса цангодержателя 2 выполнена проточка с радиальными отверстиями 10. На втулке 5 закреплено сопло 6.
Защитный газ поступает через радиальные отверстия 10 корпуса цангодержателя 2 на продольные пазы 9 асбестоцементного изолятора 3 в смесительную камеру 8, а через радиальные каналы 11 прижимного кольца-рассекателя газа 4 в успокоительную камеру 12. Внутренний диаметр латунного сопла с резьбой М 36Х1,5 и его конфигурация с наружной поверхностью цанги и прижимного кольца позволяет создать объемную успокоительную камеру 12, где создается ламинарный поток защитного газа, а цилиндрический участок сопла от его торца до 10 мм уплотняет ламинарный поток газа при выходе из сопла на длине до 20 мм. Это позволяет работать вылетом электрода до 17 мм, что улучшает обзор зоны сварки. При необходимости сопло можно удлинить насадкой любой длины на цилиндрическом участке у рабочего торца.
Практикой установлено, что при сварке стыков расход защитного газа составляет 4-8 л/мин. Это позволяет экономить инертный газ до 80%.
Все детали конструкции горелки изготавливаются на токарном станке с одной установки заготовки в патрон, что обеспечивает хорошую центровку при их сборке относительно оси сопла горелки.
При сварке титана в обязательном порядке применяется прерыватель источника сварочного тока, работа которого приводится в действие кнопкой, установленной на рукоятке горелки. Рукоятка горелки выполнена из термостойкого изоляционного материала.
Практикой установлено, что общая протяженность длины горелки от ее сопла до конца рукоятки напрямую связана с маневренностью и удобством выполнения качественного сварного шва. Длина горелки до 200 мм существенно облегчает кистевую нагрузку при работе сварщика, что позволяет увеличить цикл работы в один прием, от начала зажигания дуги до ее обрыва после наплавки валика.
В настоящее время в конструкциях сварочных горелок существует проблема изоляции металлического сопла от токопровода. Как правило, заводы-изготовители для этого используют изоляторы из термостойкой керамики в виде колец, прокладок, втулок и т.д., или термостойких материалов из гетинакса, стелотекстолита и т.д.
Керамические изоляторы представляют собой сложное по изготовлению изделие и постоянно лопаются, трескаются, крошатся, а изготавливаются только в заводских условиях. На практике при сварке стыков по месту монтажа или ремонта, горелки с керамическими изоляторами, применения не нашли. Изоляторы из других изоляторов быстро выходят из строя из-за их пригорания.
Применение горелок с керамическими соплами также не нашло применения при сварке стыков на монтаже или ремонте из-за того, что при случайном падении горелки, ударе сопла или попадании влаги на раскаленное сопло оно лопается, резьба на сопле выкрашивается из-за плохого сопряжения резьбы на керамике и резьбы на металле.
Применение асбестоцементного изолятора и сама конструкция головки сопла позволяет решить эту проблему, применить сопло из металла, не усложняя конструкции горелки, и увеличивает долговечность работы на повышенных токах. Асбестоцемент марки ПТА 400 для изготовления изолятора применяется для тепловой изоляции промышленного и теплоэнергетического оборудования при температуре изолируемых поверхностей до 500°С. Материал является негорючим и невзрывоопасным, при эксплуатации не выделяет и не образует с другими веществами токсичных соединений и поставляется по ТУУЗЧ-001243.0045-94. Изготовленный изолятор целесообразно покрыть термостойким лаком.
Конструктивное решение цангодержателя 2, асбестоцементного изолятора 3 вместе с прижимным кольцом-рассекателем 4 принципиально решает всю систему создаваемой защиты сварочной ванны и конструкции головки сопла в целом и позволяет применять данную горелку для сварки стыков трубопроводов и металлоконструкций во всех пространственных положениях по месту монтажа или ремонта в действующих цехах на действующем оборудовании.
Горелка прошла испытание практикой на "кислотных" трубопроводах Медного завода Норильского горно-металлургического комбината в цехах электролиза меди. Сварка стыков производилась на трубопроводах диаметром от 10 до 600 мм из стали аустенитного класса марок 08Х18Н10Т и титана марок ВТ-4 стыковыми, угловыми и нахлесточными соединениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
| Горелка для сварки неплавящимся электродом | 1991 |
|
SU1814602A3 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1988 |
|
SU1678563A2 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
Изобретение относится к горелкам для сварки неплавящимся электродом в защитных газах. Горелка содержит корпус цангодержателя, выполненный с цилиндрической поверхностью у его рабочего торца и приваренный к токогазопроводу, установленную в корпусе цангу для крепления неплавящегося электрода и сопло, выполненное с цилиндрической поверхностью, переходящей в коническую, и затем в цилиндрическую у рабочего торца. На поверхности корпуса цангодержателя установлен асбестоцементный изолятор с посаженной на него латунной втулкой, зафиксированный на корпусе при помощи прижимного кольца-рассекателя, выполненного с цилиндрической поверхностью, переходящей в коническую с радиальными отверстиями. Изобретение позволяет создать малогабаритную горелку для сварки стыков металлоконструкций в труднодоступных местах по месту монтажа. 2 ил.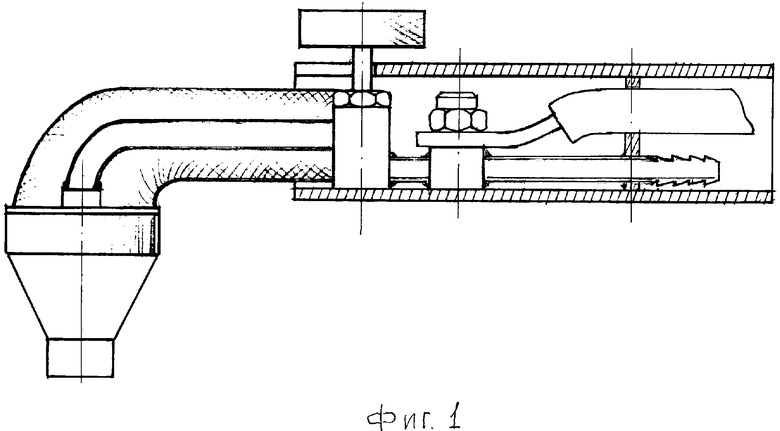
Горелка для дуговой сварки неплавящимся электродом в защитных газах, содержащая корпус цангодержателя, выполненный с цилиндрической поверхностью у его рабочего торца и приваренный к токогазопроводу, установленную в корпусе цангу для крепления неплавящегося электрода и сопло, выполненное с цилиндрической поверхностью, переходящей в коническую, и затем в цилиндрическую у рабочего торца, отличающаяся тем, что на поверхности корпуса цангодержателя установлен асбестоцементный изолятор с посаженной на него латунной втулкой, зафиксированный на корпусе при помощи прижимного кольца-рассекателя, выполненного с цилиндрической поверхностью, переходящей в коническую с радиальными отверстиями, перпендикулярными оси сопла, которое закреплено на латунной втулке.
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1704981A1 |
| ГОРЕЛКА ДЛЯ АРГОНО-ДУГОВОЙ СВАРКИ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 0 |
|
SU206766A1 |

