Ж j;
tPUil
1375511
ния стоп в группу, узел 27 обертыва- узлы 35 и 38 штабелирования фиксации ния групп термоусадочной пленкой, групп банок на поддонах. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной укладки изделий в стопу | 1986 |
|
SU1364538A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| ТЕРМОУСАДОЧНАЯ УПАКОВКА | 2013 |
|
RU2655291C2 |
| Поточная линия | 1975 |
|
SU590142A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Агрегат для упаковывания групп штучных предметов в пленочную оболочку | 1991 |
|
SU1831457A3 |
| Устройство для укладки рыбы в банки | 1984 |
|
SU1344684A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ МЕТАЛЛИЧЕСКИХ БАНОК | 1991 |
|
RU2025730C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ НА ИЗДЕЛИЕ С ОДНОВРЕМЕННЫМ ПЛОМБИРОВАНИЕМ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2009 |
|
RU2385276C1 |
Изобретение относится к рыбной промьшшенности, в частности к устройствам для упаковывания рыбных консервов в термоусадочную пленку, и может быть использовано как на береговых предприятиях, так и на судах. Целью является повышение производительности. Установка содержит связанные транспортерами узлы 3 и 4 мойки и сутпки банок, узел 5 контроля и выборки, узел 15 поштучной укладки банок в стопу, узел 26 укладыва-
1
Изобретение относится к рыбной промышленности, в частности для упа ковывания рыбных консервов в термоусадочную пленку, и может быть использовано как на береговых предпри ятиях, так и на судах.
Целью изобретения является повышение производительности установки.
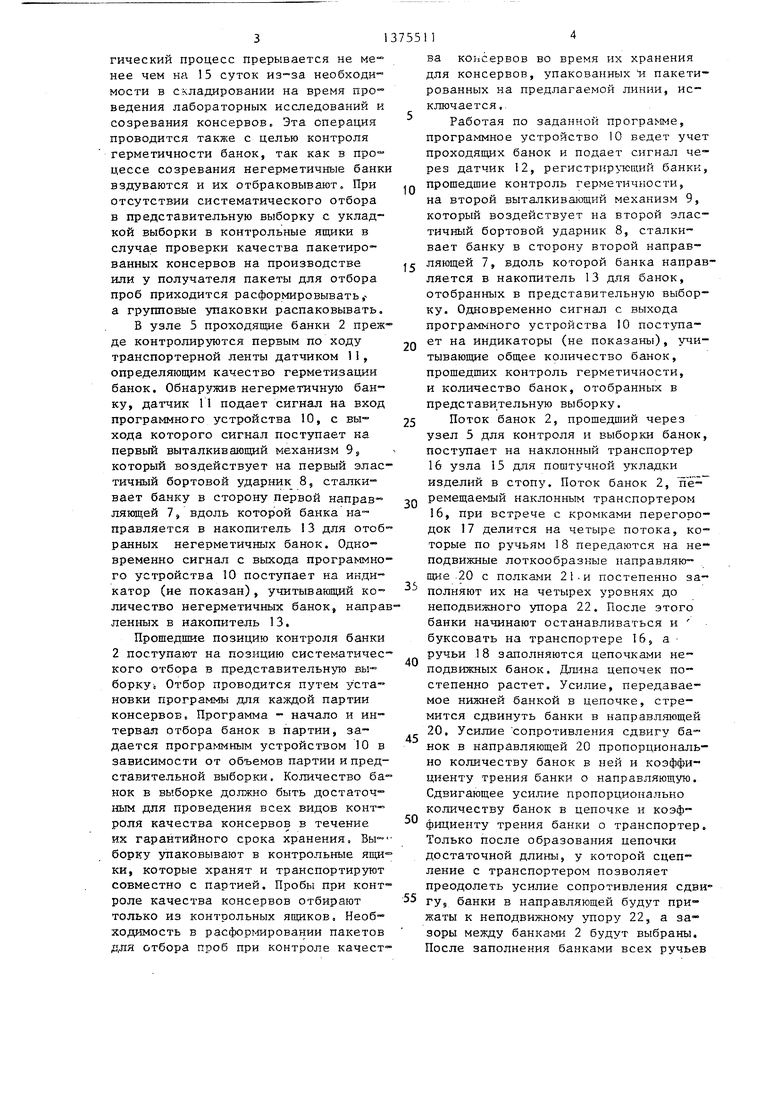
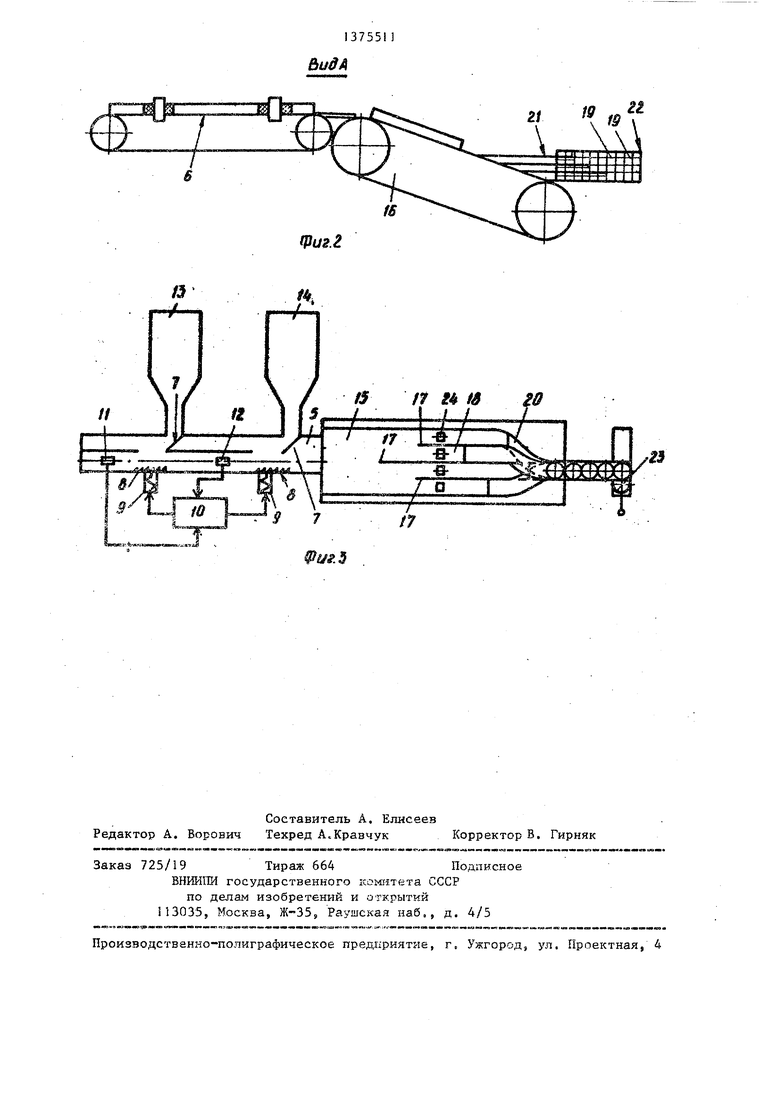
На фиг. 1 изображена установка для упаковки консервов в металли- ческих банках, вид сверху; на фиг. 2 узел контроля и выборки и узел поштучной укладки банок в стопу, вид сбоку; на фиг. 3 - то же, вид сверху.
Установка состоит, из транспортера 1 для подачи банок 2, узла 3 для мойки наполненных банок, узла 4 для их сушки, узла 5 для контроля и выборки банок, который содержит транспортер 6, две напразляюпще 7, эластичные бортовые ударники 8, вза имодейств тощие с выталкивающим механизмом 9 и электрически соединенные через программное устройство 10 с датчиком 11, определяющим качество герметизации банки по положению ее KpbmtKHj и датчиком 12 счета герметичных банок, прошедпшх контроль, накопитель 13 для сбора негерметичных банок, и накопитель 14 для отбора бакок в представительную (контрольную) выборку. Выталкивающий механизм 9 расположен перед направляющими 7 по ходу движения тран- спортера 6, которые установлены над транспортером напротив накопителей 13 и 14.
Узел 15 для поштучной укладки банок в стопу содержит наклонный многоручьевой транспортер 16, разделенный перегородками 17 на четыре ручья 18 по числу банок в стопе 19, неподвижные направляющие 20, каждая из которых одним концом связана с соответствующим ручьем транспортера а другие их концы образуют ступенчатую полку 21, неподвижный упор 22
сталкиватель 23, контактные датчики 24, установленные над каждым ручьем и связанные со сталкивателем 23, транспортер 25, передающий стопы 19 на узел 26 для укладывания стоп банок в группы, содержащий узел 27 для укладывания и обертывания групп термоусадочной пленкой, состоящий из механизма 28 для набора групп из стоп банок, сталкивателя 29 и механизма 30 для обандероливания, рольганг 31 для -передачи групповых упаковок 32, усадочный туннель 33 и транспортер 34 для передачи группо- вых упаковок 32 к узлу 35 штабелирования на поддонах, рольганг 36 для передачи пакетов 37 к узлу 38 для фиксации пакетов на поддонах.
Установка для упаковки консервов в металлических банках работает следующим образом.
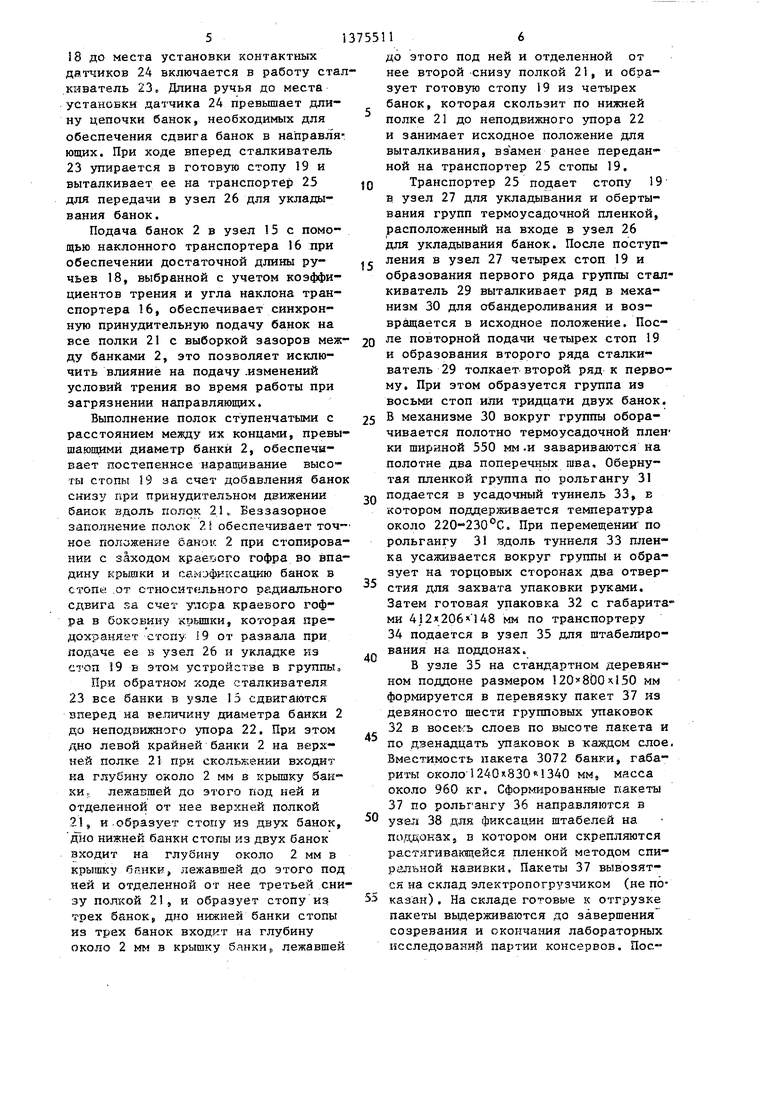
Перед пуском в незаполненный узел 15 для поштучной укладки банок в стопу опускают вручную в направлении 20, начиная с нижней, последовательно по пять банок 2 и доводят их до неподвижного упора 22. При этом банки занимают положение, показанное на фиг, 2, и образуют одну двойную, одну тройную и две готовые стопы 19 из четырех банок. В стопе банки зафиксированы от относительного радиального смещения путем ввода краевого гофра на глубину около 2 мм в выемку крьш1ки нижней банки, затем включается установка, и банки 2 после автоклава (не показан) . по транспортерам 1 начинают последовательно поступать в узел 3 на мойку банок, затем в узел 4 для сушки банок а- после в узел 5 на операционный контроль и отбор банок в представленную (контрольную) выборку. Это устройство ооеспечивает непрерывность технологического процесса и контроль качества пакетированных консервов во время их хранения без расформирования пакетов. Технологический процесс прерывается не ме нее чем на 15 суток из-за необходимости в складировании на время про ведения лабораторных исследований и созревания консервов. Эта операция проводится также с целью контроля герметичности банок, так как в про цессе созревания негерметичные банки вздуваются и их отбраковывают. При отсутствии систематического отбора в представительную выборку с укладкой выборки в контрольные ящики в случае проверки качества пакетированных консервов на производстве или у получателя пакеты для отбора проб приходится расформировывать f а групповые упаковки распаковывать.
В узле 5 проходящие банки 2 прежде контролируются первым по ходу транспортерной ленты датчиком 11, определяющим качество герметизации банок. Обнаружив негерметичную банку, датчик 11 подает сигнал на вход программного устройства 10, с вы хода которого сигнал поступает на первый выталкивающий механизм 9,, который воздействует на первый элас тичный бортовой ударник 8, сталкивает банку в сторону первой направляющей 7, вдоль которой банка направляется в накопитель 3 для отобранных негерметичных банок. Одновременно сигнал с выхода программного устройства 10 поступает на индикатор (не показан), учитывающий количество негерметичных банок, направленных в накопитель 13,
Прошедшие позицию контроля банки 2 поступают на позицию систематического отбора в представительную выборку, Отбор проводится путем установки программь для каждой партии консервов. Программа - начало и интервал отбора банок в партии, задается программным устройством 10 в зависимости от объемов партии и представительной выборки, Количество ба нок в выборке должно быть достаточ™ ным для проведения всех видов конт роля качества консервов в течение их гарантийного срока хранения. Вы- борку упаковывают в контрольные ящи ки, которые хранят и транспортируют совместно с партией. Пробы при контроле качества консервов отбирают только из контрольных ящиков. Необходимость в расфорг-тровании пакетов для отбора проб при контроле качает
5
0
5
0
5
0
5
0
5
ва консервов во время их хранения для консервов, упакованных и пакетированных на предлагаемой линии, исключается,.
Работая по заданной программе, программное устройство 10 ведет учет проходящих банок и подает сигнал че рез датчик 12, регистрирхтсщий банки, прошедшие контроль герметичности, на второй выталкива ощий механизм 9, который воздействует на второр эластичный бортовой ударник 8, сталкивает банку в сторону второй направляющей 7, вдоль которой банка направляется в накопитель 13 для банок, отобранных в представительную выборку. Одновременно сигнал с выхода программного устройства 10 поступает на индикаторы (не показаны), учитывающие общее количество банок, прошедших контроль герметичности, и количество банок, отобранных в представительную выборку.
Поток банок 2, прошедший через узел 5 для контроля и выборки банок, поступает на наклонный транспортер 16 узла 15 для поштучной укладки изделий в стопу. Поток банок 2, ремещаемый наклонным транспортером 16, при встрече с кромками перегородок 17 делится на четыре потока, которые по ручьям 18 передаются на неподвижные лоткообразкые направляю- Ецие 20 с полками 21 . и постепенно заполняют их на четырех уровнях до неподвижного упора 22. После этого банки начинают останавливаться и буксовать на транспортере 16, а ручьи 18 заполняются цепочками неподвижных банок. Длина цепочек постепенно растет. Усилие, передаваемое нижней банкой в цепочке, стремится сдвинуть банки в направляющей 20, Усилие сопротивления сдвигу банок в направляющей 20 пропорционально количеству банок в ней и коэффициенту трения банки о направляющую. Сдвигающее усилие пропорционально количеству банок в цепочке н коэффициенту трения банки о транспортер. Только после образования цепочки достаточной длины, у которой сцепление с транспортером позволяет преодолеть усилие сопротивления сдви гуд банки в направляющей будут прижаты к неподвижному упору 22, а зазоры между банками 2 будут выбраны, После заполнения банками всех ручьев
51
18 до места установки контактных датчиков 24 включается в работу стал киватель 23, Длина ручья до места установки датчика 24 превышает длину цепочки банок, необходимых для обеспечения сдвига банок в направл я-; ющих. При ходе вперед сталкиватель 23 упирается в готовую стопу 19 и выталкивает ее на транспортер 25 для передачи в узел 26 для укладывания банок.
Подача банок 2 в узел 15 с помощью наклонного транспортера 16 при обеспечении достаточной длины ру- чьев 18, выбранной с учетом коэффициентов трения и угла наклона транспортера 16, обеспечивает синхронную принудительную подачу банок на все полки 21 с выборкой зазоров меж- ду банками 2, это позволяет исключить влияние на подачу .изменений условий трения во время работы при загрязнении направляющих.
Выполнение полок ступенчатыми с расстоянием между их концами, превышающими диаметр банки 2, обеспечивает постепеннее наращивание высоты стопы 19 за счет добавлений банок снизу при принудительном движении банок вдоль полок 21., Беззазорное запол1нение полок 21 обеспечивает точкое положение банок 2 при стопирова- нии с заходом краевого гофра во впадину крышки и самэфикса даю банок в стопе .от относительного радиального сдвига sa счет улора краевого гофра в боковину крьшки, которая предохраняет стопу 19 от развала при.
подаче ее в узел 26 н укладке из
(iron 19 в этом устройстве в группы,
При обратном ходе еталкивателя 23 все банки в узле 15 сдвигаются вперед на величину диаметра банки 2 до неподвижного упора 22, При этом дно левой крайней банки 2 на верхней полке 21 при скольжении входит на глубину около 2 мм в крышку банки,, лежавшей до этого под ней и Отделенной от нее веркней полкой 21, и.образует стопу из двух банок, щю нижней банки стопы из двух банок входит на глубину около 2 мм в крышку брнки, лежавшей до этого под ней и отделенной от нее третьей снизу полкой 21, и образует стопу из трех банок, дно нижней банки стопы из трех банок входит на глубину около 2 мм в крышку банкир лежавшей
Q
0
5 о
5
0
45
116
до этого под ней и отделенной от нее второй снизу полкой 21, и образует готовую стопу 19 из четырех банок, которая скользит по нижней полке 21 до неподвижного упора 22 и занимает исходное положение для выталкивания, вз амен ранее переданной на транспортер 25 стопы 19.
Транспортер 25 подает стопу 19 в узел 27 для укладывания и обертывания групп термоусадочной пленкой, расположенный на входе в узел 26 для укладывания банок. После поступления в узел 27 четырех стоп 19 и образования первого ряда группы сталкиватель 29 выталкивает ряд в механизм 30 для обандероливания и возвращается в исходное положение. После повторной подачи четырех стоп 19 и образования второго ряда сталкиватель 29 толкает второй ряд к первому. При этом образуется группа из восьми стоп или тридцати двух банок. В механизме 30 вокруг группы оборачивается полотно термоусадочной пленки шириной 550 мм .и завариваются на полотне два поперечных шва. Обернутая пленкой группа по рольгангу 31 подается в усадочный туннель 33, в котором поддерживается температура около 220-230 с. При перемещений по рольгангу 31 вдоль туннеля 33 пленка усаживается вокруг группы и образует на торцовых сторонах два отверстия для захвата упаковки руками. Затем готовая упаковка 32 с габаритами 412х206 148 мм по транспортеру 34 подается в узел 35 для штабелирования на поддонах.
В узле 35 на стандартном деревянном поддоне размером мм формируется в перевязку пакет 37 из девяносто шести групповых упаковок 32 в восекь слоев по высоте пакета и по двенадцать упаковок в каждом слое. Вместимость пакета 3072 банки, габариты ОКОЛО 12401 830 R1340 мм, масса около 960 кг. Сформированные пакеты 37 по рольгангу 36 направляются в узел 38 для фиксации штабелей на поддонахJ в котором они скрепляются растягивакщейся пленкой методом спиральной навивки. Пакеты 37 вывозятся на склад электропогрузчиком (не показан) . На складе готовые к отгрузке пакеты выдерживаются до завершения созревания и окончания лабораторных исследований партии консервов. После выдержки при отсутствии замечаний по качеству партию консервов в пакетах совместно с контрольными япщками, в которые упакована представительная выборка, отгружают получателю.
Эффективность использования предлагаемой линии заключается в следующем: повышении производительности труда персонала, обслуживающего линию, которое для рыбных консервов, требующих выдержки, обеспечивается благодаря исключению операций по формированию, перевозке на склад и обратно и расформированию техноло гических пакетов;
повышении производительности погрузчиков за счет трехкратного сокращения объемов пакетных перевозок между линией и складом при введении непрерывного технологического процесса;
повышении производительности узла штабелирования на поддонах за счет увеличения высоты (вместимости групповой упаковки и сокращения ко- личества слоев из упаковок по высот пакета благодаря переходу от групповой упаковки в один слой банок к групповой упаковке стопами из нескольких банок по высоте;
сокращении расхода термоусадочно пленки благодаря увеличению высоты и вместимости групповой упаковки при укладке группы стопами и за сче фиксации банок в стопе путем ввода краевого гофра на донной части в выемку крышки;
наличии систематического отбора в представительную выборку и упаков ке выборки в контрольные ящики, позволяющие исключить необходимость в расформировании пакетов для отбора проб цри проведении контроля качества во время хранения пакетированных консервов;
наличии операционного контроля качества консервов, особенно проверки герметичности банок - основной причины брака стерилизованных консервов, позволяющее не разрывать во времени технологический процесс
от изготовления до пакетирования рыбных консервов.
Формула изобретения
Установка для упаковки консервов в металлических банках, содержащая расположенные в технологической по- следовательности, связанные с транспортерами узлы мойки, сушки банок, штабелирования и фиксации их на поддонах, отличающаяся тем, что, с целью повышения производи- г тельности, она снабжена узлами контроля и выборки, поштучной укладки банок в стопу, укладывания стоп в группу и обертывания ее термоусадочной пленкой, расположенными меж0 ДУ уэлами для сушки и штабелирования банок, при этом узел контроля и выборки банок включает транспортер с накопителями негерметичных банок и контрольной выборки, направляю5 щяе, установленные над транспортером напротив накопителей,-выталкивающие механизмы, расположенные перед направляющими по ходу движения транспортера, датчики контроля положения
Q крьш1ек банок и счета герметичных банок, установленные перед выталкивающими механизмами, и программное устройство, соединенное с датчиками и выталкивающими механизмами, а узел поштучной укладки банок в стопу сос5 тоит. из наклонного многоручьевого транспортера, расположенных одна над другой.направляющих для формирования стоп, каждая из которых одним концом связана с соответствующим ру- чьем транспортера, а другие концы направляющих образуют ступенчатую полку, при этом на нижней из направляющих закреплен упор и сталки- ватель, над каждым ручьем установлен контактный датчик, связанный со стал- кивателем, а узел укладывания стоп в группу и обертывания ее термоусадочной пленкой включает механизм набора группы из стопы банок, сталки0 ватель группы стоп банок, механизм обандероливания групп банок и усадочный туннель.
0
5
s
ipuz.l
IS
-Af«.
(/ / /5 /7 JP4 /S
II 11 II I f , / 1-4
/
-r- J. л .
w.3
«lf;djirjiir4K 4fc
.2J
/ о
/
| Линия упаковывания консервируемых пищевых продуктов в металлических и стехслянных банках | |||
| Общие технические условия | |||
| Способ получения картона или бумаги | 1926 |
|
SU23928A1 |
