I
Изобретение относится к установкам для производства керамических изделий и может использоваться з промышленности строительных материалов преимущественно для изготовления дренажных безраструбных труб.
Известна поточная линия для изготовления керамических изделий, содержащая формующий автомат, конвейерные сушила предварительной и окончательной обработки отформованных изделий и переставитель, причем конвейерные сушила смонтированы над формующим автоматом и переставителем и снабжены выносными ветвями с горизонтальными участками, расположенными на одном уровне с переставителем, a на конвейерном суигиле предварительной обработки смонтированы подвижные копиры, на которых свободно установлены съемные полки 1.
Наиболее близким техническим решением является ноточная линия, включающая устаноБленные последовательно по ходу технологического процесса формовочный пресс, резательное устройство, автомат-укладчик труб на рамки и сушильные вагонетки, сушила, механизм перемещения вагонеток в сушилах, автомат-разгрузчик труб с сушильных вагонеток и рамок, обжиговые печи, в которых установлены обжиговые вагонетки с механизмами их перемещения, и систему управления 2.
Недостатком известных линий является низкая производительность, вызванная малыми скоростями перемещения нетранспортабельных изделий.
Целью изобретения является повышение производительности.
Это достигается тем, что предлагаемая поточная линня снабжена установленным после автомата-разгрузчика труб с сушильных вагонеток и рамок дополнительным автоматом-укладчиком пакета рамок на сушильные вагонетки и автоматом-разгрузчиком пакета рамок с сушильных вагонеток, установленным перед автоматом-укладчиком труб на рамки и cyпJильныe вагонетки.
В поточной линии автомат-разгрузчик пакета рамок может быть снабл ен датчиком наличия стопы пакета, электрически связанным с системой управления, a автомат-укладчик пакета рамок может быть снабжен датчиком наличия вагонеток, электрически связанным с системой управления.
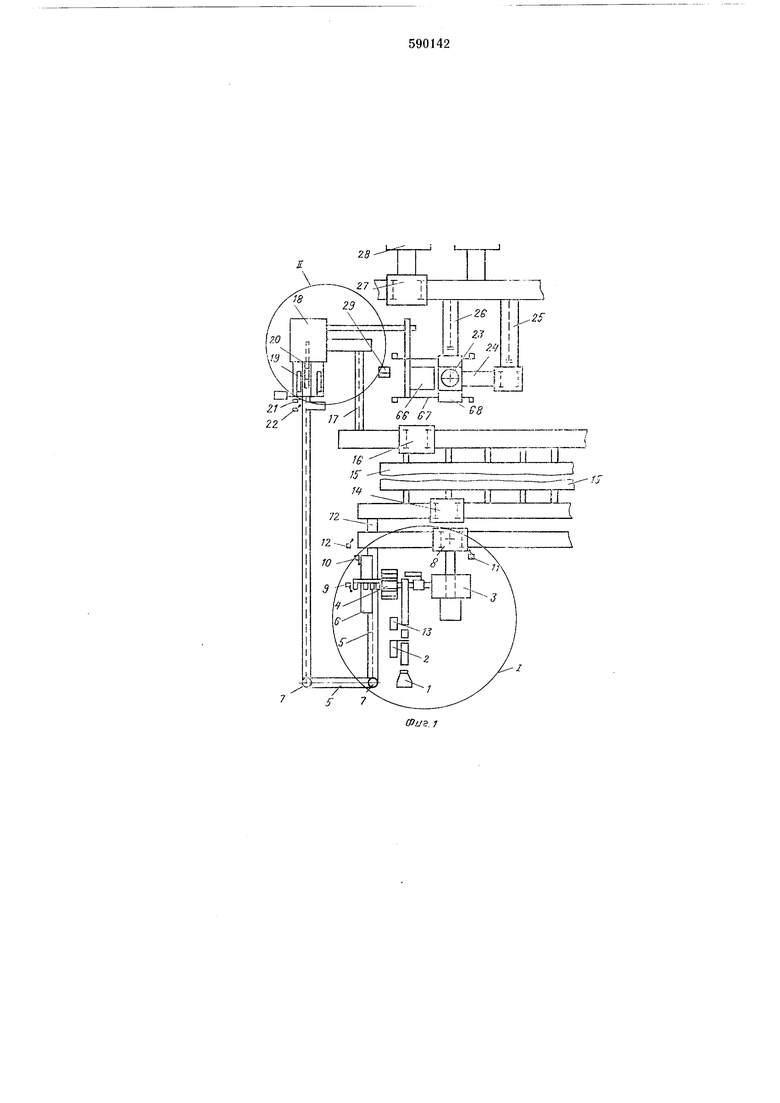
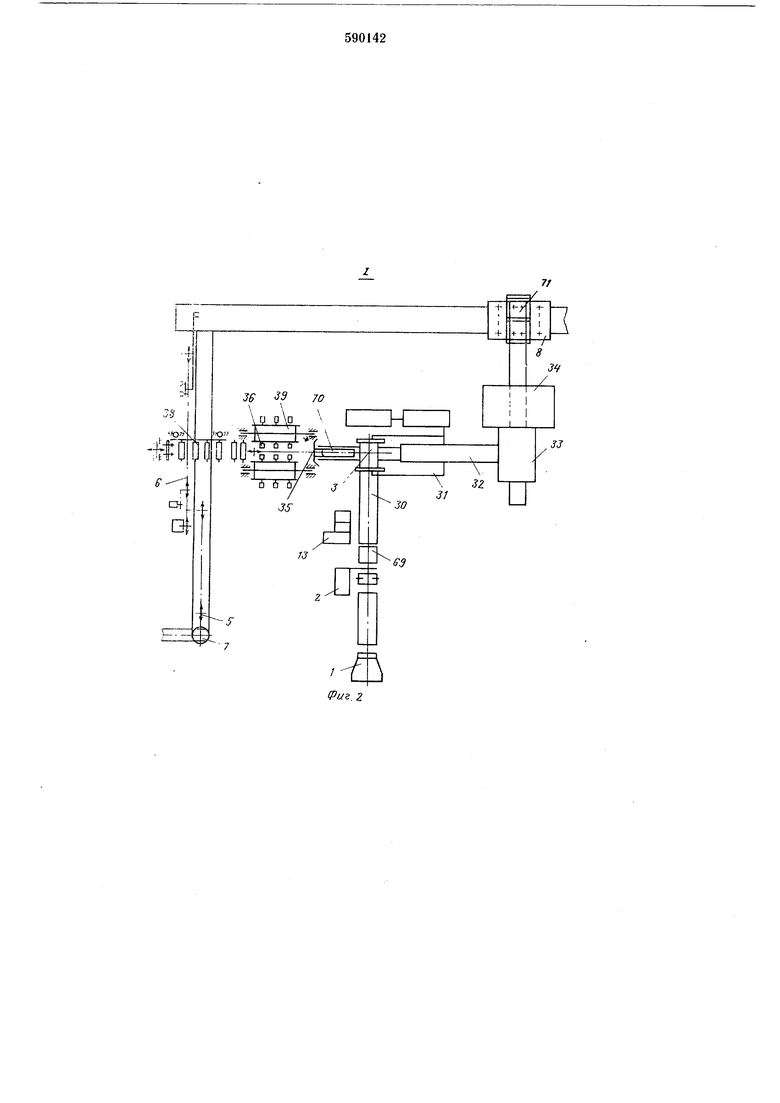
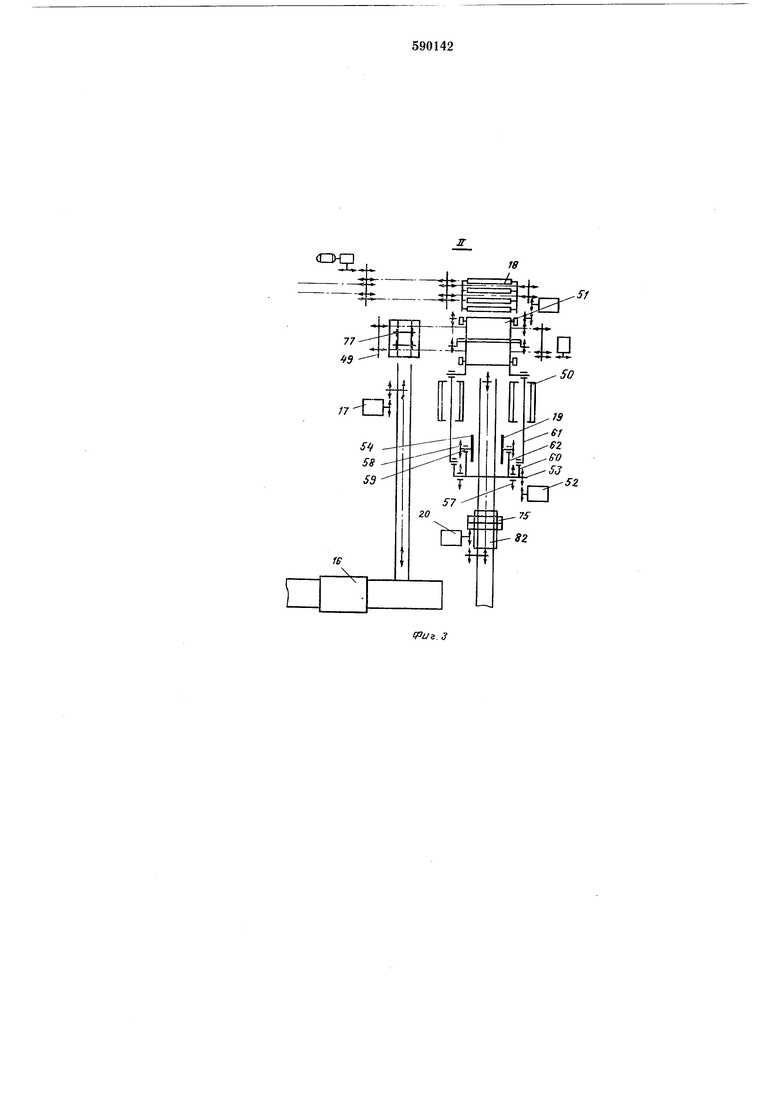
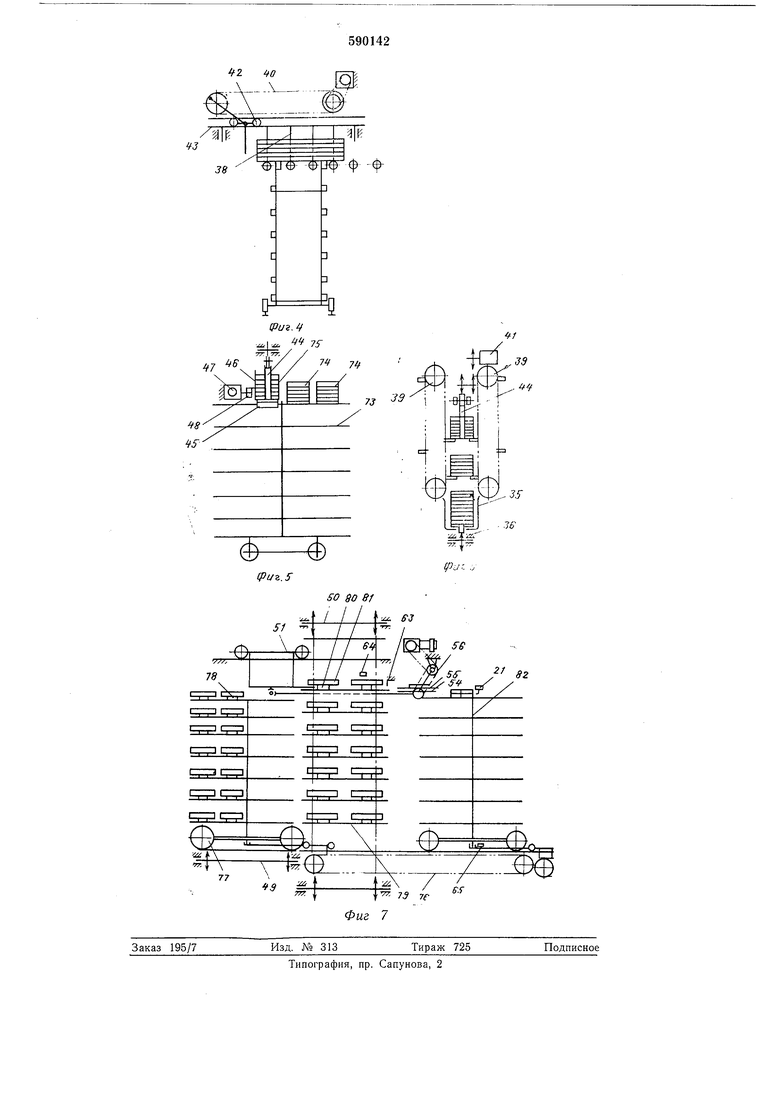
На фиг. 1 изображена предлагаемая поточная линия; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - узел И на фиг. 1; на фиг. 4 - автомят-разгрузчик пакета рамок с сушильных вагонеток, вид сбоку; на фиг. 5 - то же, вид с торца; на фиг. 6 - цепной снижатель автомата-разгрузчика пакета, вид с торца; на фнг.
7 - пакетировщик рамок на сушильные вагонетки, вид сбоку.
Поточная линия включает установленные по ходу технологического нроцесса пресс 1 для формования труб, резательный автомат 2, автомат-укладчик 3 сырца на сушильные вагонетки, автомат-разгрузчик 4 пакета рамок с сушильных вагонеток, толкатель 5 подачи вагонеток, многошаговый толкатель 6, поворотные круги 7, автоматическую электропередаточную тележку 8, концевые выключатели 9 наличия стопы в автомате-разгрузчике пакета рамок, концевые выключатели 10 многошагового толкателя, концевые выключатели И и 12 автоматической электропередаточной тележки, пульт 13 управления участком формования, электропередаточную тележку 14 на выходе сушил 15, электропередаточную тележку 16 па выходе из сушил, толкатель 17 подачи вагонеток под разгрузку, автомат-разгрузчик 18 сушильных вагонеток, пакетировщик 19 рамок на сушильные вагонетки, многошаговый толкатель 20 отбора порожних вагонеток, концевой выключатель 21 пакетировщика, концевой выключатель 22 многошагового толкателя, садчик 23 труб на обжиговые вагонетки, поперечный подаватель 24 обжиговых вагонеток, толкатель 25 подачи обжиговых вагонеток, толкатель 26 отбора груженых вагонеток, электропередаточную тележку 27 обжиговых вагонеток, печь 28 обжига и пульт 29 управления механизмами на участке обжига.
Резательный автомат 2 предназначен для отрезки формуемого блока труб на длину одной трубы.
Автомат-укладчИК 3 служит для укладки свежеотформованных труб на рамки, набора пакета рамок и укладки их на сушильную вагонетку и состоит из транспортера 30 подачи труб под заготовку, укладчика 31 труб на рамки, приводного рольганга 32, шагового перекладчика 33 груженых рамок, подъемниканакопителя 34 рамок с трубами, магазина 35 рамок и транснортера 36 выдачи рамок из магазина.
Автомат-разгрузчик 4 пакета рамок с сушильных вагонеток предназначен для снятия рамок с сушильной вагонетки по стопам и укладки стоп в магазин 35 автомата-укладчика 3 и состоит из сталкивателя 37 с консольным подъемным рольгангом 38, бесконечного ценного снижателя 39.
Сталкиватель 37 установлен над консольным подъемным рольгангом 38 и выполнен в виде бесконечной цепи 40 с приводом 41, кареткой 42, перемещающейся в направляющих 43. На каретке закреплен упор 44 одностороннего действия.
Консольный подъемный рольганг 38 выполнен в виде неприводных роликов 45, закрепленных на подвижном основании 46. Подъем и опускание рольганга 38 осуществляется приводом 47 и эксцентриком 48.
Толкатели 5 состоят из привода, упоров для вагонеток и предназначены для подачи сущпльных вагонеток под загрузку.
Многошаговый толкатель 6 состоит из привода, направляющ,их, рамы и предназначен для шаговой подачи вагонеток под разгрузку рамок и заталкивания груженых вагонеток на тележку 8, включающую в себя поворотный круг и толкатель.
Поворотные круги 7 служат для поворота вагонеток на толкателях подачи вагонеток. Электропередаточная тележка 8 предназначена для подачи и отбора вагонеток от автомата-укладчика 3, а электропередаточная тележка 14 - для приема груженых вагонеток, транспортировки по фронту сушил 15 и заталкивания их в сушила. Управляется тележка 14 оператором.
На тележке 14 установлены толкатель и устройство для открывания и закрывания дверей сушил. Электропередаточная тележка 16 выполнена аналогично тележке 14 и предназначена для приема вагонеток по фронту из сушил 15 и транспортировки их к толкателю 17 для подачи их к автомату-разгрузчику 18. Толкатель 17 предназначен для подачи груженых вагонеток под разгрузку в автоматразгрузчик, а толкатель 20 - для отбора порожних вагонеток после пакетирования на них порожних рамок.
Автомат-разгрузчик 18 сушильных вагонеток предназначен для разгрузки труб с сушильных рамок и подачи их на комплектовочный стол садчика 23, состоит из поперечного подавателя 49 вагонеток, подъемника 50, подвижного стола 51 и управляется от пульта 29.
Пакетировщик 19 рамок на сушильные вагонетки предназначен для комнлектования порожних рамок в стопы и укладки их на верх вагонетки и состоит из привода 52, рычажного вала.53, шарнирных шин 54, неподвижных шин 55, охватывающих вагонетку и установленных выще верхних ее полок, цепной передачи 56 со звездочками 57, свободно насаженными на рычажной вал 53, и звездочками 58, закрепленными на горизонтальных осях 59 щин 54.
Вал 53 имеет два щарнирных кривошипа 60, соединенных посредством тяг 61 с нодвижным столом 51 автомата-разгрузчика 18, и два рычага 62.
Пакетировщик имеет неподвижный упор 63 для трубок, закрепленный выше подвижного стола 51, концевые выключатели 64 для подачи команды на перемещение стола 51 и датчик 65 наличия вагонетки для подачи команды на перемещение вагонетки. Пакетировщик расположен над путями выхода сущильной вагонетки из подъемника 50, нричем шарнирные шины 54 охватывают неподвижные шины 55 и консоли вагонетки.
Садчик 23 предназначен для захвата карты с комплектовочного стола 66 и укладки ее с поворотом на 90° по заданой программе на обжиговую вагонетку и состоит из портала 67,
тележки 68 с поворотным устройством и захватной головкой.
Поперечный подаватель 24 обжиговых вагонеток служит для перемещения порожних обжиговых вагонеток от толкателя 25 на загрузку под садчик 23.
Толкатели 25 и 26 имеют самостоятельные приводы и захваты для вагонеток.
Поточная линия работает следующим образом.
Отформованный ленточным прессом 1 брус разрезается автоматом 2 на блоки труб 69, которые перемещаются на транспортер 30 подачи труб под нагрузку автомата-укладчика 3 сырца до упора.
Укладчик 31 труб на рамку подвижными щинами захватывает за торцы блок труб 69 и укладывает его на paMiKH 70, которые СИНхронно с движением подвижных шин укладчика 31 подаются транспортером 36 на один щаг.
После загрузки трубами оамка 70 поступает на приводной рольганг 32.
Рамки с трубами (грулсеные рамки) с рольганга снимаются щаговым перекладчиком 33 и по две щтуки в горизонтальные плоскости устанавливаются на полки в подъемник-накоцитель 34.
Шаговыми движениями подъемник-накопитель 34 набирает пакет груженых рамок. Пакет груженых рамок по команде концевого выключателя 11, сблокированного с концевым выключателем (условно не показан) подъемника-накопителя 34, снимается вагонеткой 71, подаваемой в подъемник-накопитель 34 толкателем электропередаточной тележки 8, и перемещается на ее поворотный круг. Поворотный крзт поворачивает на 180° вагонетку 71. После набора на подъемнике-накопителе 34 второго пакета груженых рамок толкатель повторяет операции по СЪРМУ пакета труб из подъемника-накопителя 34. По окончании загрузки вагонетки электропередаточная тележка 8 автоматически перемешается на позицию многошагового толкателя 6 и по команде концевого выключателя 12 останавливается.
Многошаговый толкатель 6 последним увеличенным по дл.ине щагом заталкивает на электропередаточную тележку 8 порожнюю вагонетку, которая выталкивает груженую вагонетку 71 оператором тележки 14 с ПУТИ 72, заталкивается на тележку 14 и транспортируется к сушилу. Оператор тележки 14 осуществляет управление открыванием дверей сушил и заталкиванием тележки в сущила 15.
Разгрузка пакета рамок с сушильной вагонетки, подаваемой толкателем 6, и загрузка их в магазин 35 автомата-укладчика 3 осуществляются автоматически автоматом-разгрузчиком 4 пакета рамок, работающим синхронно с механизмом участка формования. Сушильная вагонетка 73 с пакетом ПОРОЖНИХ рамок 74 толкателями 5 через круги 7 подается на многощаговый толкатель 6, который перемещает вагонетку под автомат-разгрузчик
4 на таг до упора пакета рамок 74 в основание 46 рольганга 38 и останавливает- вагонетку по команде концевого выключателя 9 при нажатии на него пакета рамок 74. Таким образом, первая стопа 75 рамок оказывается над приводными роликами 45 подъемного рольганга 38. По команде того же концевого выключателя 9 привод 47 эксцентриком 48 поднимает рольганг 38, который снимает
стопу 75 с вагонетки 73, одновременно дается
команда на привод 41 сталкивателя 37 рамок.
Цепь 40 сталкивателя перемещает каретку
42, которая упором 44 передвигает стопу 75
рамок по рольгангу 38 в снижатель 39 до упора.
Каретка 42 сталкивателя 37 возвращается в исходное положение, а привод 47. повопачнвая эксцентрики 48, опускает консольный рольганг 38 в нижнее исходное положение, поеле чего многощаговый толкатель 6 перемещает вагонетку 73 до упора второй стопы 75 рамок в основание 46 рольганга 38.
Многошаговый толкатель делает необходимое количество шагов до тех пор, пока последняя стопа рамок не будет снята с вагонетки 73.
После того как. стопы рамок будут сняты с вагонетки, концевой выключатель (датчик наличия пакета рамок) 9 фиксирует отсутствне пакета рамок на вагонетке 73 и дает команду на последттий увеличенный по шаг толкателя 6. Стопа 75 рамок, поступившая на полки снижателя 39, по мере расхода рамок из магазина 35 снижается и устанавливается на рамки, нахо.цящиеся в магазине 35. Уровень расхода памок из магазина контролируется датчиком (условно не показан), включенным в схему управления транспортером 36 выдачи рамок. Снижатель 39 является промежуточной емкостью запаса порожних рамок. Управление работой механизмов на участке формования осуществляется с пУльта 13 оператором. Вагонетки с высущеннымтт трубами после
выхода из СУЩИЛ 15 заталкиваются на электропередаточную тележку, управляемую оператором, и доставляются к толкателю 17. Последний подает вагонетку на поперечный подапятель 49 рвтомата-разгрузчика 18. Поперечпый подаватель перемещает вагонетку на толкате.пь автомата-разгрузчика.
Толкатель 76 автомата-разгрузчика 18 подает вагонетку 77, гпуженную высушенными трубками, на шаг в подъемник 50. Последний
КОРОТКИМ шагом вверх снимает с одной стороны вагонетки рамки с трубами 78 своими полками, и вагонетка 77 толкателем 76 отводится назад в исходное положение. Шаговыми движениями вверх подъемник 50
Устанавливает рамки с трубами на уровень подвижного стола 51 автомата-разгрузчика 18 IT полкой 79. нажимая на концевой выключатель 64, дает команду на включение привода 52 пакетировщика 19. Привод 52 поворачивает рычажной вал 53 и шарнирные
кривошипы. 60. При повороте шарнирных кривошипов на первые 180° шарнирные тяги 61 перемеш,ают подвижный стол 51 автоматаразгрузчика 18 на шаг вперед. При этом стол 51 сталкивает по полкам 79 рамки 80, причем трубы 81, упираясь в упор 63, сходят на подвижный стол 51, а рамки перемешаются на неподвижные шины 55, которые в момент сталкивания на них рамок 80 находятся выше уровня полок порожней вагонетки 82.
При дальнейшем повороте кривошипов 60 на 180° стол 51 с трубами 81 возврашается на исходную позицию передачи труб на садчик 23.
Одновременно с движением стола 51 вперед рычажной вал 53 рычагами 62 при повороте поднимает шарнирные шины 54 выше уровня неподвижных шин 55, снимает с них рамки 80 (при запуске пакетировщика в работу, когда на неподвижных шинах нет рамок и порожней вагонетки, шины совершают холостой ход) и устанавливает на полки вагонеткн.
При повороте рычажного вала 53 звездочка 58 поворачивает ось 59 синхронно с рычагами 62 и фиксирует шины 54 строго в горизонтальном положении во время их движения вокруг вала 53.
Последующие рамки 80 укладываются шинами 54 на предыдущие рамки, образуя стопу 75 на порожней вагонетке 82. Количество рамок в стопе задается счетчиком. По завершении укладки одной стопы рамок вагонетка 82 толкателем 20 перемещается на шаг укладки стоп.
После разгрззки из подъемника 50 рамок с изделиями толкатель 76 делает второй длинный шаг и подает вагонетку 77 с оставшимися на ней гружеными рамками (вторая сторона вагонетки) в подъемник 50. Подъемник коротким ходом вверх снимает оставшиеся рамки с трубами с вагонетки. Порожняя вагонетка из подъемника 50 забирается многошаговым толкателем 20, который устанавливает вагонетку под загрузку пакета порожних рамок. При перемещении порожней вагонетки из подъемника 50 многошаговый толкатель 20 выталкивает одновременно загруженную пакетом рамок вагонетку на пзти возврата вагонеток к автомату-укладчику сырца на участок формования, а порожняя вагонетка дает сигнал датчику 65 наличия вагонеток на работу пакетировщика рамок.
Загрузка обжиговой вагонетки осуществляется следующим образом.
С подвижного стола 51 трубы 81 снимаются сталкивателем н передаются транспортерами на комплектовочный стол 66 садчика 23. Со стола 66 карта труб берется захватной головкой, установленной на тележке 68, которая, перемещаясь по порталу 67, устанавливает трубы на печную вагонетку (условно не показана) с поворотом на 90° одной карты относительно другой. Загруженная трубами печная вагонетка толкателем 26 выталкивается на промел уточный путь, с которого электропередаточная тележка 27 забирает ее и доставляет к печи 28. Порожняя печпая вагонетка доставляется электропередаточной тележкой 27 к толкателю 25. Толкатель 25 заталкивает ее на поперечный подаватель 24, где она находится до тех пор, пока первая печная вагонетка находится под загрузкой трубами. Разгрузка печных вагонеток осуществляется механизмами, не относящимися к данной поточной линии.
В зависимости от требуемой производительности могут быть установлены два разгрузчика труб и два пакетировщика, работающие
челночным способом, которые могут осуществить садку труб попеременно на одну вагонетку. Транспортные связи при этом случае монтажа разгрузчиков не меняются.
Формула изобретения
1. Поточная линия преимущественно для изготовления керамических труб, включающая установленные последовательно по ходу технологического процесса формовочный пресс, резательное устройство, автомат-укладчик труб на рамки и сушильные вагонетки, сушила, механизм пере.мещенИЯ ва-гонеток в сушилах-, автомат-разгрузчик труб с сушильных вагонеток
и рамок, обжиговые печи, в которых установлены обжиговые вагонетки с механизмами их перемещения, и систему управления, отличающаяся тем, что, с целью повышения производительности, поточная линия снабл ена установленным после автомата-погрузчика труб с сушильных вагонеток и рамок дополнительным автоматом-укладчиком пакета рамок на сушильные вагонетки и автоматом-разгрузчиком пакета рамок с сушильных вагонеток, установленным перед автоматом-укладчиком труб на рамки, и сушильные вагонетки. 2. Линия по п. 1, отличающаяся тем, что, с целью обеспечения непрерывной работы автомата-разгрузчика пакета рамок, он снабжен датчиком наличия стопы пакета, электрически связанным с системой управления, а автомат-укладчик пакета рамок снабжен датчиком наличия вагонеток, электрически связанным с системой управления.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 315617, кл. В 28В 15/00, 1969.
2.Авторское свидетельство СССР № 436039, кл. В 28В 3/00, 1972.
5
О
42 tfO
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1979 |
|
SU814763A2 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
| Разгружатель | 1979 |
|
SU789275A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |