Для закроя деталей резиновой, в частности клеевой обуви, известно применение вырубных прессов-полуавтоматов, имеющих на верхней плите пресса штанцевый нож и на нижней плите - подложку. Однако использование известных прессов-полуавтоматов, вследствие их громоздкости, практически невозможно на механизированных поточных линиях, приспособленных для однослойного закроя.
Предлагаемый пресс-полуавтомат для закроя совмещенных резинотекстильных и текстильных деталей резиновой обуви в отличие от известных позволяет производить однослойный закрой деталей, например, резиновой обуви, на механизированных поточных линиях и улучшает качество закроя. В этих целях подложка выполнена в виде шарообразно перемещаемой бесконечной полихлорвиниловой ленты, проходящей нижней ветвью через окно стола, установленного на нижней плите прессаполуавтомата; щтанцевый нож выполнен сменным, многосекционным и в каждой секции снабжен индивидуальным выталкивателем.
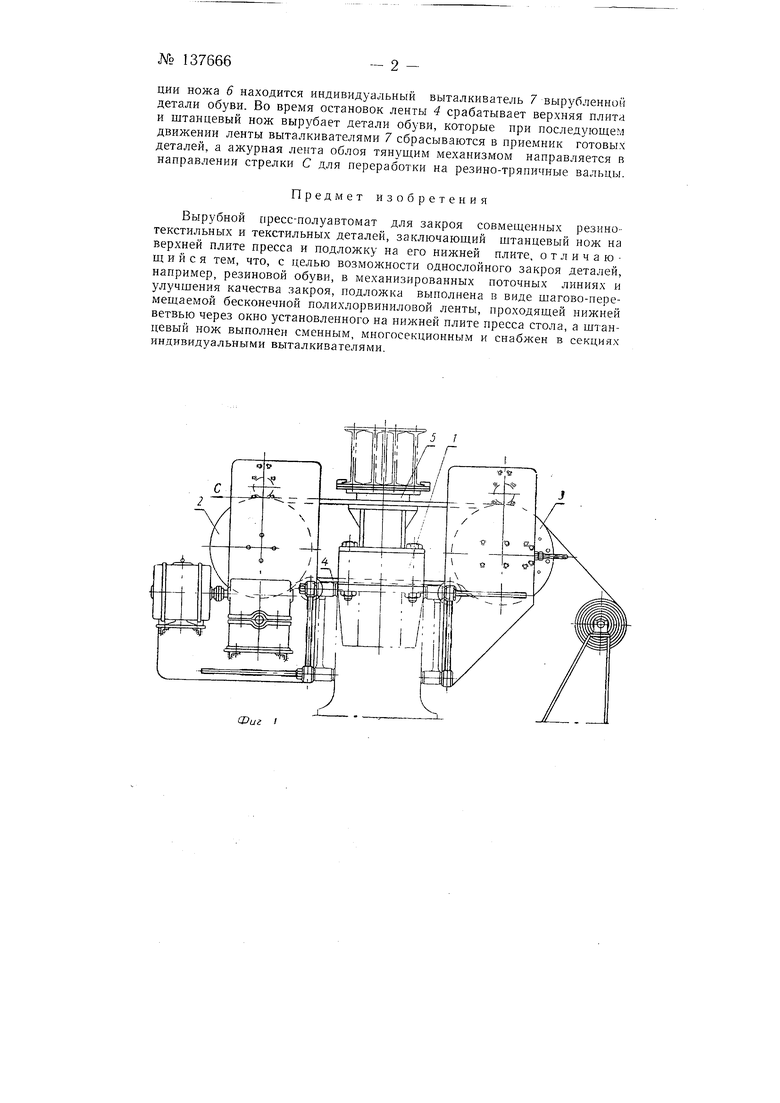
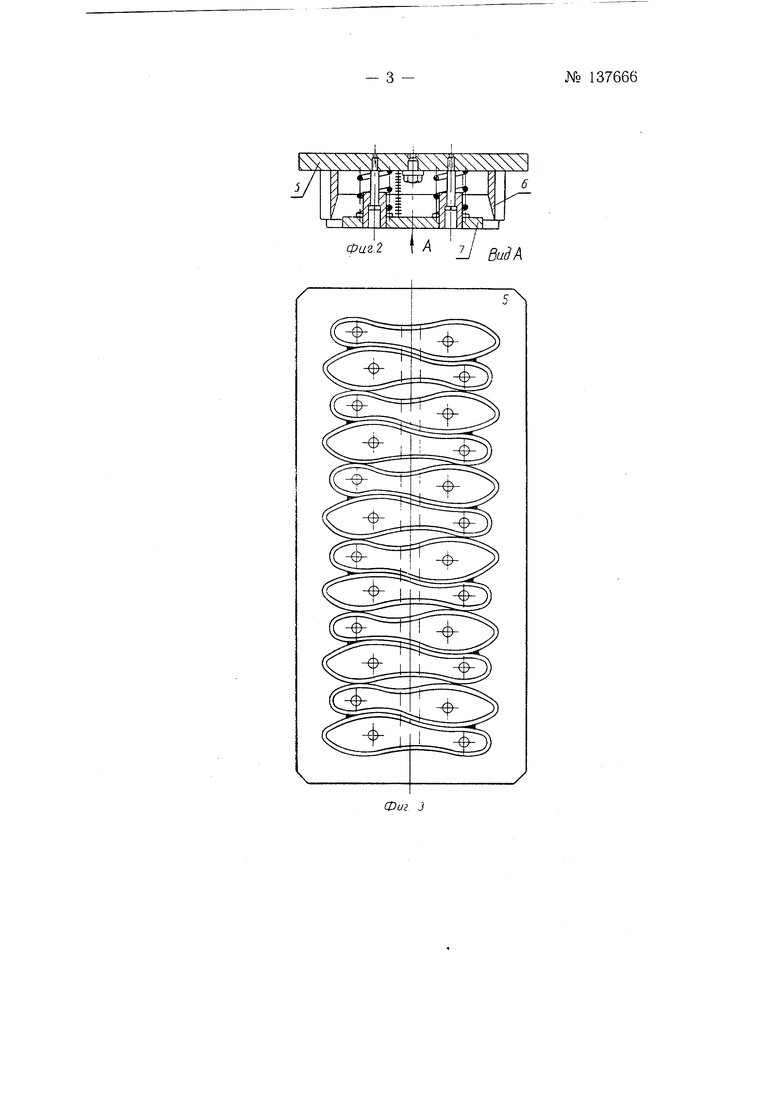
На фиг. 1 схематически изображен пресс-полуавтомат; на фиг. 2 - штанцепый нож, в поперечном разрезе; па фиг. 3 - штанцевый нож, вид по стрелке Л на фиг. 2.
С двух противоположных сторон стола 1, установленного на нижней плите пресса-полуавтомата, расположены ведущий барабан 2 и ведомый барабан 5, на которых натянута щагообразно перемещаемая бесконечная полихлорвиниловая лента 4. Нилшяя ветвь ленты 4 проходит через окно стола 1, что облегчает смену ленты. Лента 4 (являющаяся одновременно и прокладочным материалом при вырубке деталей обуви), имеет шагообразное движение от эксцентрикового механизма, смонтированного на ведущем барабане 2. К верхней плите 5 пресса-полуавтомата прикреплен щтанцевый сменный многосекционный нож 6; в каждой секции ножа 6 находится индивидуальный выталкиватель 7 вырубленной детали обуви. Во время остановок ленты 4 срабатывает верхняя плита и штанцевый нож детали обуви, которые ири последующем движении ленты выталкивателями 7 сбрасываются в приемник готовых деталей, а ажурная лента облоя тянущим механизмом направляется в направлении стрелки С для переработки на резино-тряпичные вальцы.
Предмет изобретения
Вырубной пресс-полуавтомат для закроя совмещенных резинотекстильных и текстильных деталей, заключающий щтанцевый нож на верхней плите пресса и подложку на его нижней плите, отличающийся тем, что, с целью возможности однослойного закроя деталей, например, резиновой обуви, в механизированных поточных линиях и улучщения качества закроя, подложка выполнена в виде щагово-перемешаемой бесконечной полихлорвиниловой ленты, проходящей нижней ветвью через окно установленного на нижней плите пресса стола, а щтанцевый нож выполнен сменным, многосекционным и снабжен в секциях индивидуальными выталкивателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для механической выемки тонких профилированных деталей, например галошных передов, из каландрованного резинового полотна | 1959 |
|
SU132792A1 |
| Машина для автоматической промазки клеем подошвенной части каркаса обуви | 1960 |
|
SU135786A1 |
| Каландр для изготовления деталей резиновой обуви | 1956 |
|
SU111387A1 |
| Гидравлический пресс для вырубки деталей обуви из ленты | 1975 |
|
SU558046A1 |
| Штамп для раскроя листовых материалов | 1940 |
|
SU61012A1 |
| Автоматический пресс револьверного типа для изготовления сплошных и многопустотных грунтоблоков | 1957 |
|
SU114824A1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2042512C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |
| Электрогидравлический пресс для раскроя материалов | 1971 |
|
SU483432A1 |
Фиг I trtt Т5 1 Г
