При горячем накатывании зубьев цилиндрических и конических колес известными способами имеет место образование окалины, которая может закатываться. Это усложняет дальнейшую механическую обработку зубьев и создает неравномерную структуру их поверхностного слоя, что снижает прочность зубьев.
Предлагаемый способ зашиты от окисления в процессе горячего накатывания шестерен устраняет возможное окалинообразование при нагреве заготовки и при накатывании зубьев и позволяет получать высококачественные шестерни.
Осуществление предлагаемого способа достигается применением двух устройств для подвода заш;итного газа в зону нагрева заготовки и в зону накатки зубьев.
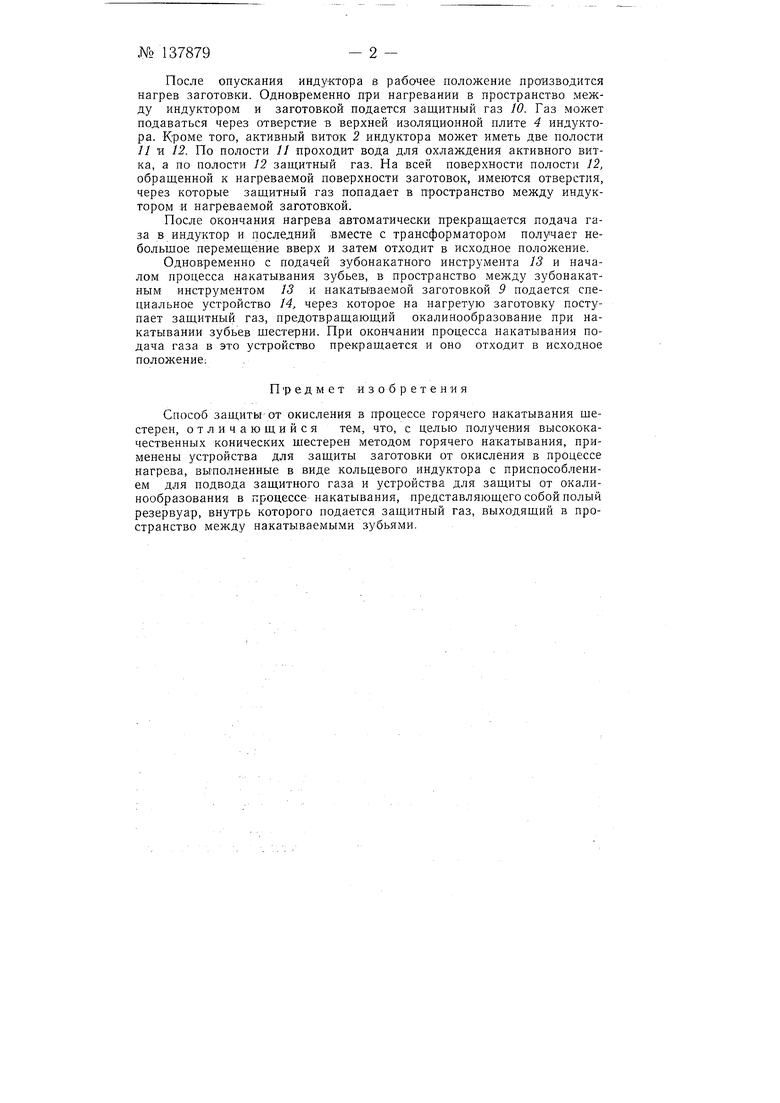
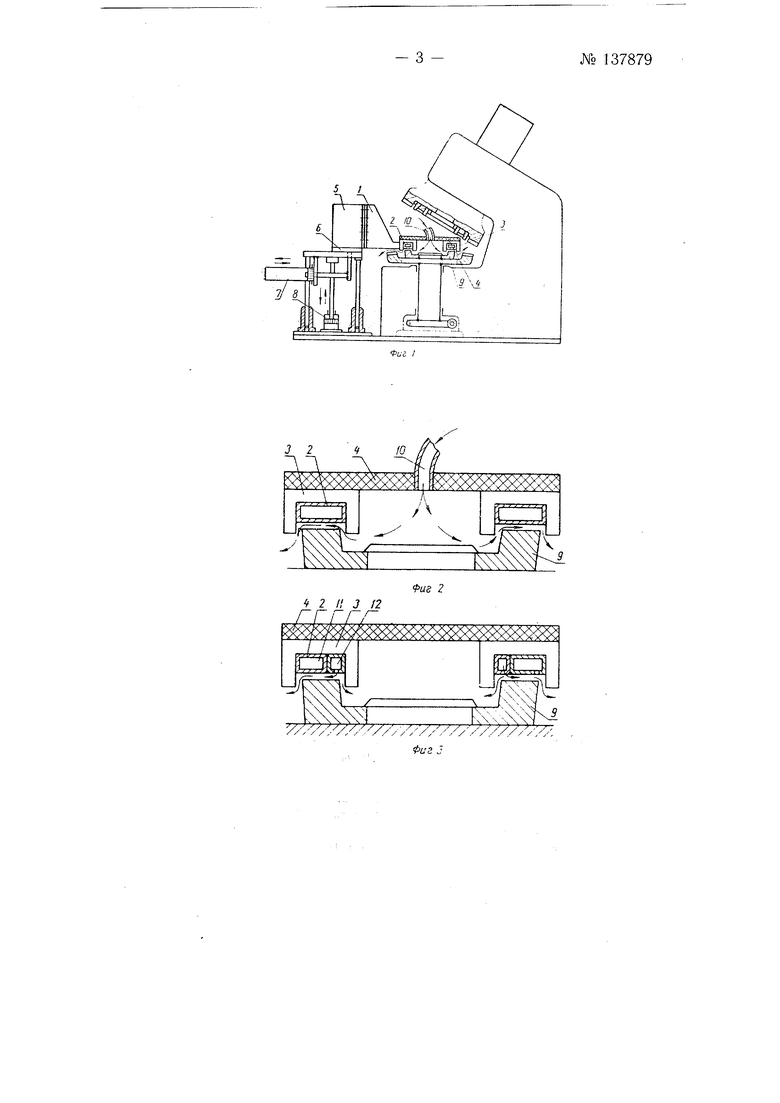
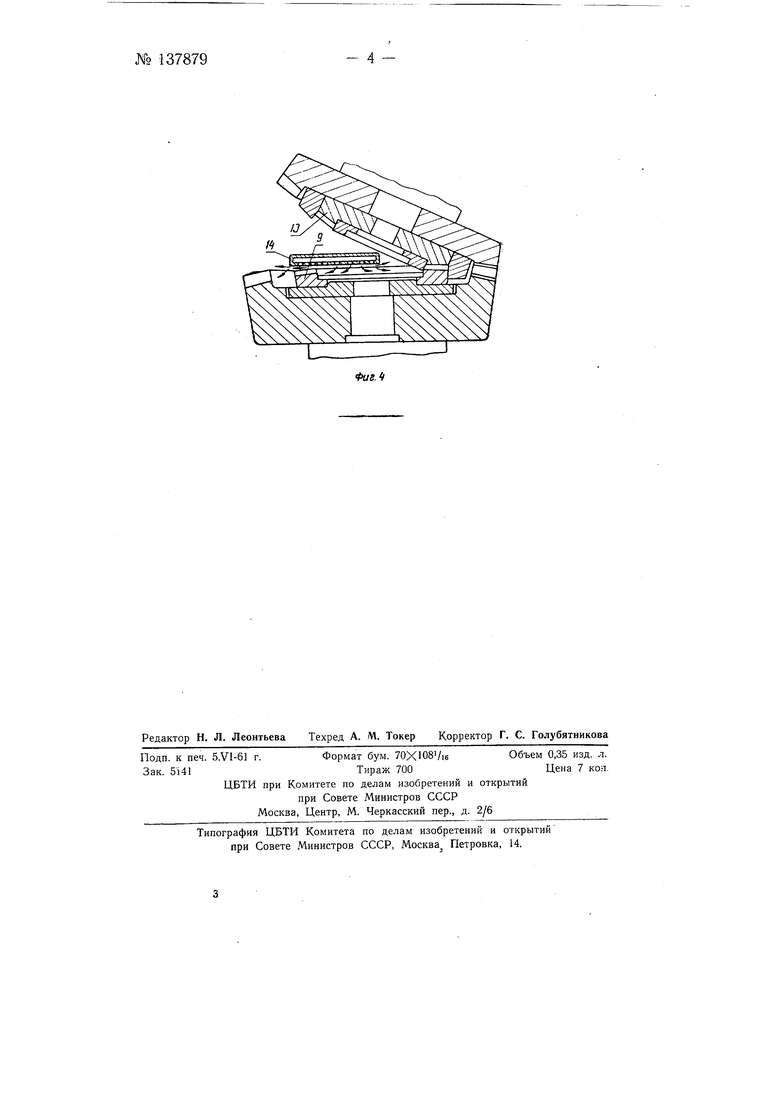
На фиг. 1 дан обший вид установки для осушествления предлагаемого способа; на фиг. 2, 3 и 4 - схемы подвода защитного газа.
Для подвода защитного газа в процессе нагрева применен высокочастотный индуктор / с активным витком 2, выполненный в виде кольцевой трубки, соединенной с выводами вторичной обмотки высокочастотного понизительного трансформатора. Индуктор имеет магнитопровод 3, поверх которого крепится плита 4 из изоляционного материалаИндуктор вместе с трансформатором 5 помещается на каретке 6, перемещающейся возвратно-поступательно от цилиндра 7, а также имеющей движение вверх и вниз от цилиндра 8. Заготовка 9 крепится на шпинделе станка.
После включения станка индуктор / вместе с трансформатором 5 перемещается на каретке 6, устанавливается соосно с нагреваемой заготовкой и опускается вниз.
№137879-2После опускания индуктора в рабочее положение производится нагрев заготовки. Одновременно при нагревании в пространство между индуктором и заготовкой подается защитный газ 10. Газ может подаваться через отверстие в верхней изоляционной плите 4 индуктора. Кроме того, активный виток 2 индуктора может иметь две полости // и 12. По полости // проходит вода для охлаждения активного витка, а по полости 12 защитный газ. На всей поверхности полости 12, обращенной к нагреваемой поверхности заготовок, имеются отверстия, через которые защитный газ попадает в пространство между индуктором ;и нагреваемой заготовкой.
После окончания нагрева автоматически прекращается подача газа в индуктор и последний -вместе с трансформатором получает небольшое перемещение вверх и затем отходит в исходное положение.
Одновременно с подачей зубонакатного инструмента 13 и началом процесса накатывания зубьев, в пространство между зубонакатным инструментом 13 и накатываемой заготовкой 9 подается специальное устройство 14, через которое на нагретую заготовку поступает защитный газ, предотвращающий окалинообразование при накатывании зубьев щестерни. При окончании процесса накатывания подача газа Б это устройст)во прекращается и оно отходит в исходное положение:
Предмет изобретения
Способ защиты от окисления в процессе горячего накатывания щестерен, отличающийся тем, что, с целью получения высококачественных конических щестерен методом горячего накатывания, применены устройства для защиты заготовки от окисления в процессе нагрева, выполненные в виде кольцевого индуктора с приспособлением для подвода защитного газа и устройства для защиты от окалинообразования в процессе накатывания, представляющего собой полый резервуар, внутрь которого подается защитный газ, выходящий в пространство между накатываемыми зубьями.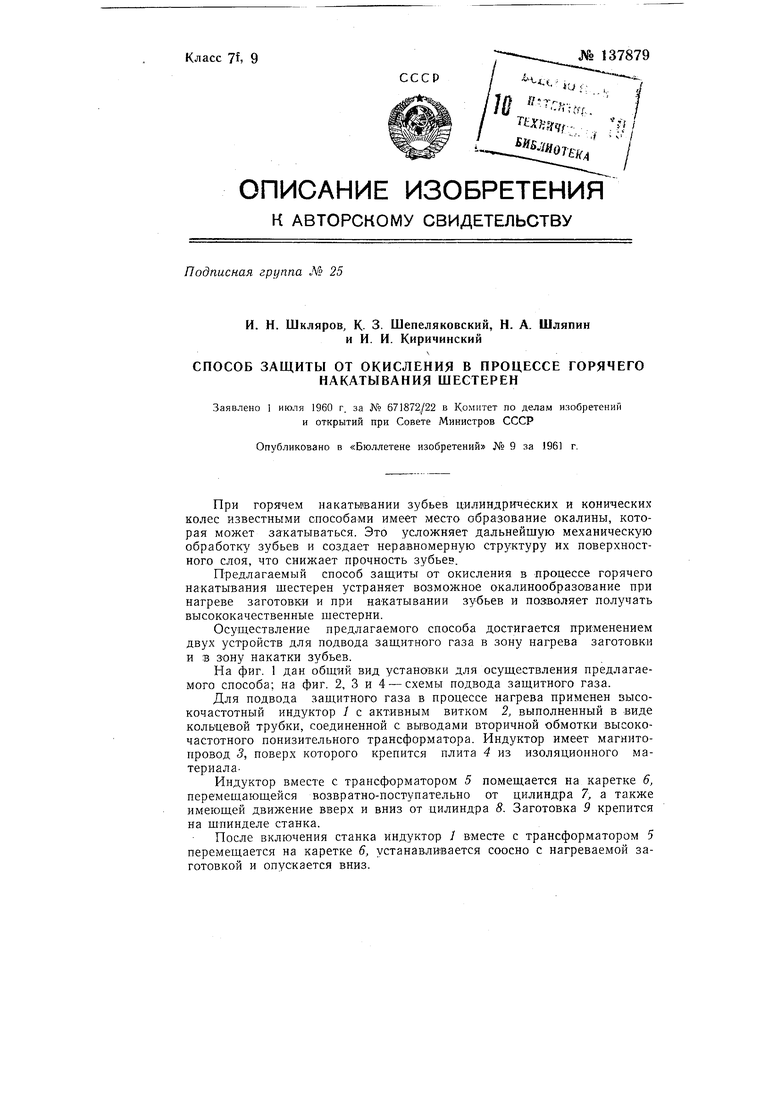
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для горячей и холодной накатки зубьев цилиндрических шестерен | 1956 |
|
SU118259A1 |
| Установка для индукционного нагрева и закалки шестерен в штампах | 1961 |
|
SU141880A1 |
| Стан для прокатки цилиндрических зубчатых колес | 1950 |
|
SU91178A1 |
| ЗУБОНАКАТНОЙ СТАН ДЛЯ ГОРЯЧЕЙ НАКАТКИ КОНИЧЕСКИХКОЛЕС | 1970 |
|
SU275995A1 |
| Способ формовки конических зубчатых колес | 1982 |
|
SU1276409A1 |
| Стенд для горячей накатки конических зубчатых колес | 1977 |
|
SU753521A1 |
| СПОСОБ ПРАВКИ СВАРНЫХ КОРПУСНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069117C1 |
| МАТЕРИАЛ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛИ, ОТ КОРРОЗИИ И/ИЛИ ОКАЛИНООБРАЗОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛЫ, МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ | 2006 |
|
RU2425853C2 |
| Способ резки | 1987 |
|
SU1442338A1 |
| СПОСОБ МОНТАЖНОЙ ПАЙКИ ТИТАНОВЫХ ТРУБОПРОВОДОВ | 1997 |
|
RU2119415C1 |
« 2 // J 12
ГГГГГ
