Известны зубонакатные ста,ны для горячей накатки конических колес, содержащие пару зубчатых конических колес, устройство для зажима заготовки, индуктор нагрева, -привод, устройство для снятия накатанного копического колеса, шарнир для углового поворота одного синхронизируюш.его колеса с накатываемой деталью и гидроцилиндр подачи.
Однако такие станы не позволяют получать точные изделия из-за того, что у них угловой новорот одного синхронизируюш,его колеса относительно другого используется как для установки прИ накатке зубьев колес с различными углами начальных конусов, так и для подачи Инструмента в нроцессе «акатки. Угловая подача создает точечный -по .длине зуба контакт И неправильное профильное зацепление синхронизирующих колес. Кроме того, ось поворота в известных стайках находится не в зоне распорных усилий, а за наружными тордами зубьев синхронизирующих конических колес, создавая тем самым дополнительный изгибающий момент, отражающийся на точности изделия.
Предлагаемый стан позволяет повысить точность изготовления конических колес, имеющих различные углы начальных конусов. Он отличается тем, что шарнир поворота корпуса инструмента расположен в зоне распорных усилий накатывания, с.Мещен с осей инструмента и изделия и совмещен с осью щтока гидроцилиндра подачи.
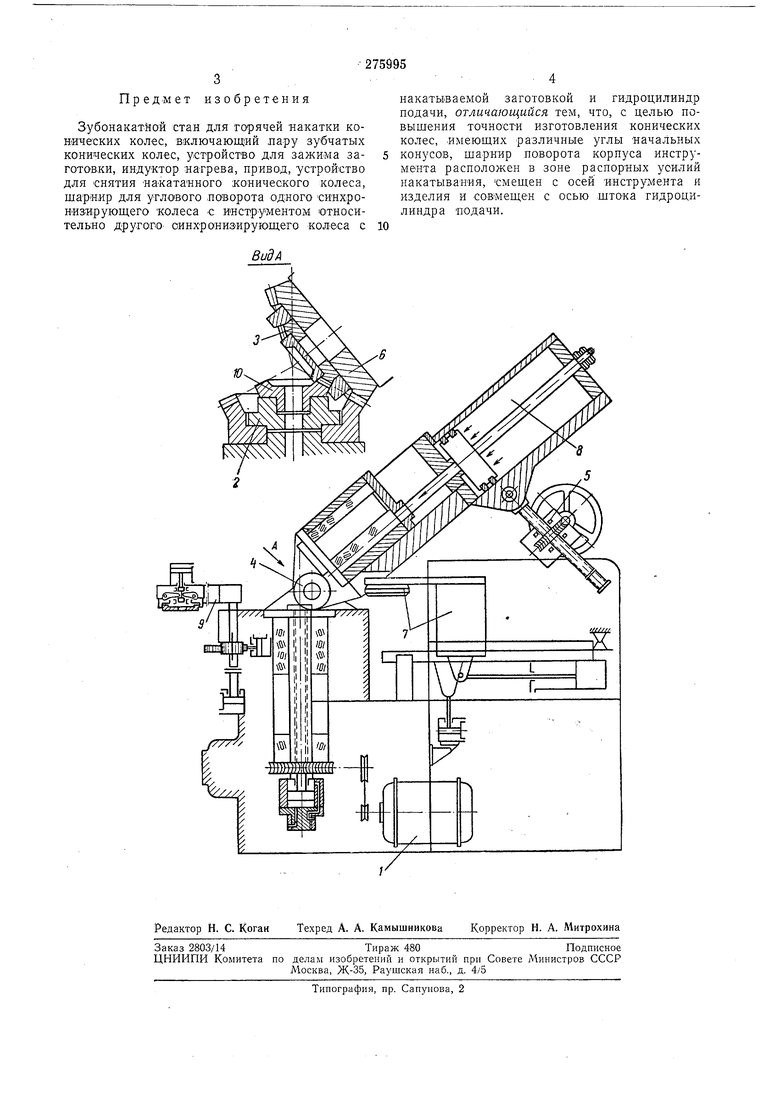
Схема стана приведена на чертеже.
Зубонакатной стан состоит из привода /, шпинделя 2 заготовки, шпинделя 3 инструмента, шарнирного соединения 4, механизма подъема 5, синхронизатора 6, индуктора ТВЧ 7, гидроцилиндра подачи 8 и механической руки 9.
Заготовку 10 устанавливают на зажимное устройство (шпиндель) 2, когда она начинает вращаться, высокочастотный индуктор 7 накрывает ее и нагревает до заданной температуры. Затем он возвращается в «сходное положение, а верхняя шестерня синхронизатора 6 под воздействием гидроцилиндра подачи 8 входит в зацепление с нижней шестерней, и инструмент, зажатый в шпинделе 3, накатывает зубья на заготовке. После этого верхняя шестерня синхронизатора с закрепленнь1м на ней инструментом отходит в исходное положение. Механическая рука 9 снимает накатанную шестерню и отводит ее на позицию разгрузки.
Если надо накатать шестерню другого параметра, шпиндель инструмента благодаря шарнирному соединению поворачивается относительно оси заготовки при помощи механизма подъема 5 на нулсный угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для горячей накатки конических зубчатых колес | 1977 |
|
SU753521A1 |
| Устройство для накатки зубчатых колес | 1989 |
|
SU1609522A1 |
| Устройство для горячей накатки зубчатых колес | 1955 |
|
SU116884A1 |
| Стан для накатывания зубчатых профилей | 1985 |
|
SU1683851A1 |
| Устройство для накатки профилей | 1981 |
|
SU963655A1 |
| СПОСОБ НАКАТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1965 |
|
SU225134A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU184803A1 |
| Стан-полуавтомат для горячей накатки зубчатых колес | 1978 |
|
SU786126A1 |
| Устройство для накатки внутренних зубчатых профилей | 1988 |
|
SU1710175A1 |