Изобретение относится к нарезанию внутренних резьб резцом и может использовано на токарных станках.
Цель изобретения - повышение про- изводительности и точности нарезаемо резьбы за счет уменьшения изгибающих моментов от сил резания, действующих на суппорт и резьбонарезную оправку.
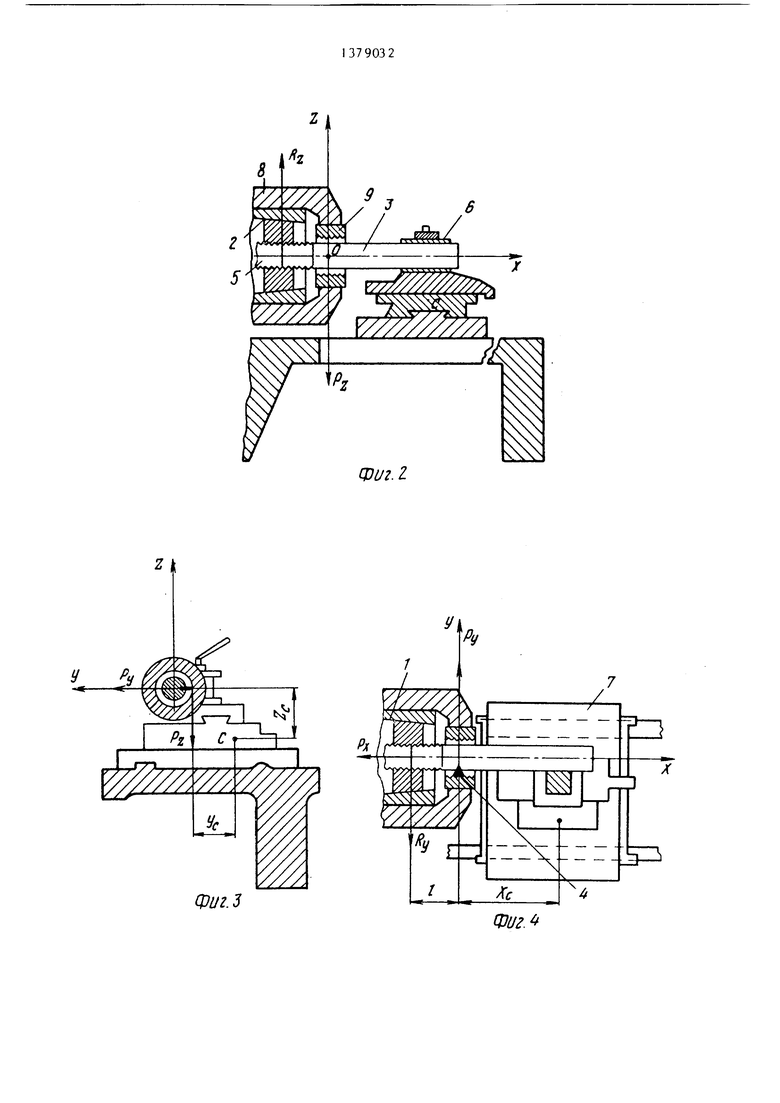
На фиг.1 изображено устройство дл нарезания резьбы; на фиг,2-4 - схемы сил, действующих на устройство в процессе резания.
Устройство состоит из шпинделя 1, в котором установлена жестко связан- ная с ним копирная гайка 2 с шагом резьбы, равным шагу нарезаемой резьбы, резьбонарезной оправки 3 с твердосплавной резьбовой гребенкой 4, передний конец 5 которой выполнен резь бовым. Оправка 3 закреплена в резцедержателе 6 суппорта 7, В патроне 8, закрепленном на шпинделе 1, установлена обрабатываемая деталь 9.
Ус1,ройство работает следующим об- разом.
Резьбонарезная оправка 3 выставляется соосно шпинделю 1. Включается вращение шпинделя 1 и согласованное осевое перемещение суппорта 7 с рез- цедержателем 6. При этом перемещение суппорта происходит таким образом, что за каждый оборот шпинделя он передвигается на величину
S, S -с,
где S, - шаг настройки устройства; S - шаг нарезаемой резьбы; с - величина заданного рассогласования между шагом нарезаемой резьбы и шагом на стройки устройства.
.,-
Вращающаяся заодно со шпинделем 1 гайка 2, встретившись с резьбовым концом 5, навинчивается на него,вызывая благодаря указанной разнице шагов упругое растяжение резьбонарезной оправки 3 на величину за каждый оборот шпинделя. Очевидно, что резьбовая оправка 3 приобретает в этом случае дополнительную жесткость как
за счет растяжения, так и за счет наличия второй опоры в виде гайки 2.
При этом изгибающие моменты от сил резания Мр , Мр, и Мрр , вызванные радиальными силами резания Р,, , тангеН1диальными Р и осевой Р значительно компенсируются за счет моментов
Мр, PV у - R у (х,);
М р R: (Хе-Ц) - P,Z,;
Мр,Р, R,z,+ R,y,,
где Ус и соответственно ордината и аппликата центра тяжести суппорта в выбранной системе координат4 Х(.- расстояние от линии действия силы Р, приложенной посредине резьбовой гребенки 4, до центра тяжести суппорта 7, т.е. абгщсса центра тяжести Е - расстояние от резьбовой гребенки 4 до гайки 2, взятое между точками, лежащими на середине их длины; R и R - peaкц ш опор по осям
Z и у.
Величина усилия растяжения резьбонарезной оправки 3 выбирается из расчета, чтобы оно не превышало допустимого осевого усилия по условию эксплуатации устройства (станка) и точности нарезаемой резьбы.
Формула изобретения
Устройство для нарезания резьбы, содержащее шпиндель с патроном, предназначенным для закрепления детали, и кинематически связанный с ним суппорт с резцедержателем, несупщм резьбонарезную оправку с резьбовьм резцом, отличающееся тем, что, с целью повышения производительности и точности нарезаемой резьбы, устройство -снабжено копирной гайкой, установленной в шпинделе, при этом на конце резьбонарезной оправки перед резьбовым резцом выполнена резьба, предназначенная для взаимодействия с копирной гайкой.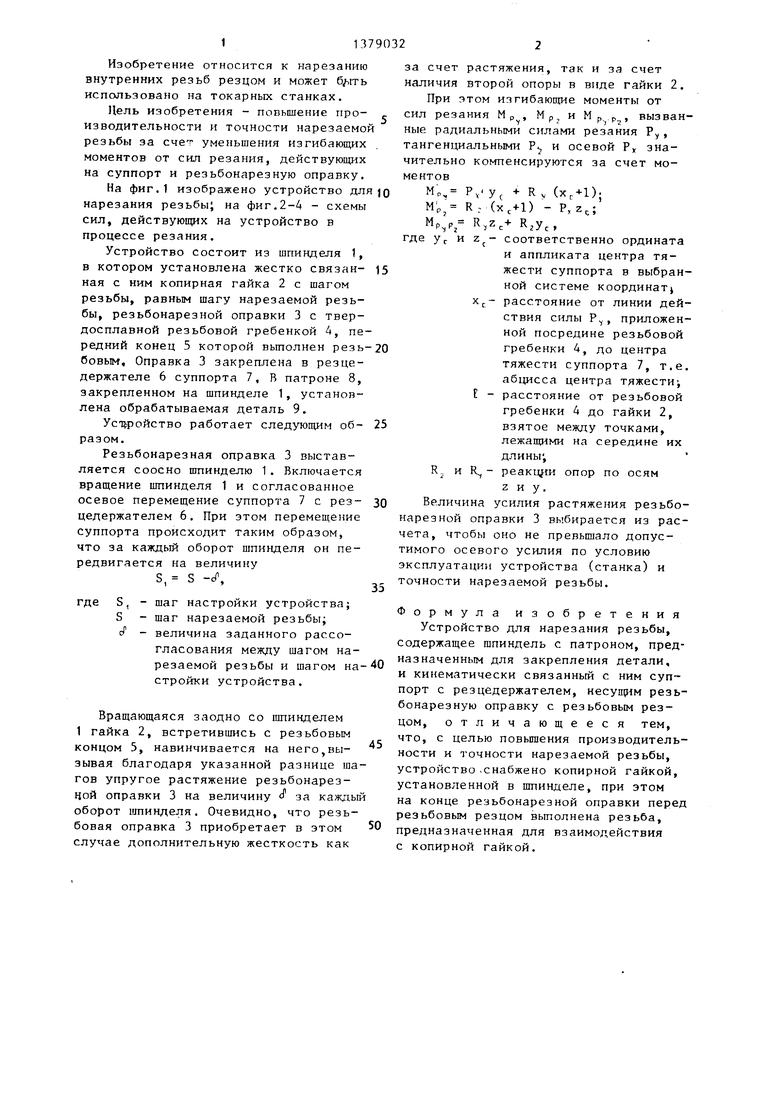
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство для нарезания резьбы на токарно-револьверных станках | 1978 |
|
SU679345A1 |
| Самооткрывающаяся многорезцовая головка для нарезания резьб на токарных станках | 1947 |
|
SU82053A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
Изобретение относится к области нарезания внутренних резьб и может 6 быть использовано при обработке на токарных станках. Цель изобретения - повышение производительности и точности за счет уменьшения изгибающих моментов от сил резания, действующих на суппорт и резьбонарезную оправку. Устройство состоит из шпинделя 1, в котором установлена жестко связанная с ним копирная гайка 2 с шагом резьбы, равным шагу нарезаемой резьбы -в детали 9, резьбонарезной оправки 3 с гребенкой 4, передний конец 5 которой выполнен резьбовым и предназначен для взаимодействия с гайкой 2. 4 ил. (Л оо со о со ГС
:
с
«
Фиг.З
Фиг..
« - .
:--v::ir:s i
Фиг.
| Семинский В.К | |||
| Повьпиение производительности труда при работе на токарных станках | |||
| М.: Машиностроение, 1955, с.38-39, фиг.27. |
