1
Изобретение относится к области станкостроения и предназначено для нарезания внутренних, глухих, упорных, коротких резьб нормальной и повышенной степеней точности, включая резьбы средних и больших диаметров в труднообрабатываемых стальных материалах и кориусных деталях на станках с программным управлением, в том числе станках типа «Обрабатываюш.ий центр.
Известны резьбонарезные головки, в корпусе которых, имеющем хвостовик для закрепления в шпинделе станка с программным управлением, расположен резцедержатель, ползун которого связан с гайкой копирного устройства.
Однако такие резьбонарезные головки не позволяют производить автоматическую настройку на глубину врезания и настройку необходимого числа проходов от программного устройства станка, что снижает производительность труда.
Предлагаемая резьбонарезная головка отличается от известных тем, что с целью повышения производительности труда путем автоматизации процессов настройки и обработки она снабжена штангой, связанной с ползуном резцедержателя, выполненной поворотной и подвижной вдоль оси от программного устройства станка.
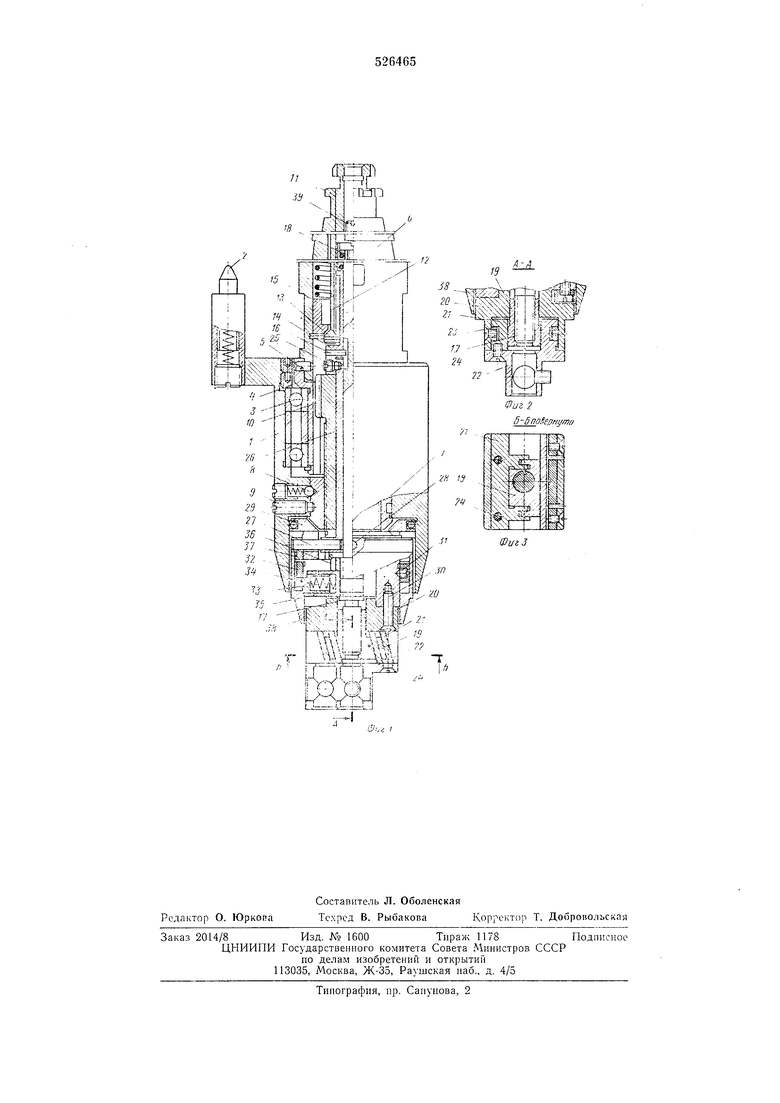
На фиг. 1 изображена предлагаемая головка, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3-разрез по Б-Б на фиг. 1.
Резьбонарезная головка содержит корпус 1 с фиксатором 2. Внутри корпуса 1 на шарикоподшипниках 3 смонтирована направляющая втулка 4, соединенная штифтом 5 с хвостовиком 6, имеющим наружный конус для соедпнени я со шпинделем станка. В корпусе 1 установлена гайка 7 копирного устройства, которая удерживается от поворота фиксатором 8, а от осевого перемещения - винтом 9. В гайку 7 копирного устройства ввернут резьбовой копир 10, противоположный конец которого выполнен в виде шлицевого валика, который своими шлицами соединен с направляющей втулкой 4. Внутри хвостовика 6 размещена управляемая от программного устройства станка (не показано) штанга 11, внутренняя часть которой заканчивается цангой 12, а наружная - шестигранником. Штанга 11 имеет возможность перемещаться вдоль оси головки и вращаться в обоих направлениях. Цанга 12 соединена штифтом 13 с втулкой 14.
Втулка 15 конической поверхностью подвил но соединена с цангой 12. Втулка 14 штифтом 16 соединена со стержнем 17, подпружиненным пружиной 18 и имеющим резьбовой конец. Па резьбовой конец стержня 17 навернута гайка
19, которая имеет наклонные Г-образные наиравляющие пазы и цилиндрический иоясок для направления но отверстию во ф чаице 20. В направляющих гайки 19 размещен нолзун 21 резцедержателя 22, который имеет возможность перемещаться перпендикулярно к оси резьбонарезной головки по нанравляющнм шпонкам 23, закренленным на фланце 20.
Ползун 21 прикреплен к резцедержателю 22 винтами 24. Винт 25 соединяет втулку 14 с в1улкой 26, в противоположпом конце которой установлены щтифты 27.
На резьбовом копире 10 закреплено штифтами 28 направляющее кольцо 29, к которому виптами 30 присоединен фланец 20 с резцедержателем 22. На направляющем кольце 29 закреплено винтом 31 кольцо 32. Фиксаторы 33 имеют скосы и подпружинены пружинами 34. Своими выступами фиксаторы 33 заходят за край кольца 32 ц удерживаются там под воздействием пружины 18. Фиксаторы 33 размещены внутри колодки 35, которая закреплена на стержне 17 гайкой 36. Колодка 35 размещается внутри паза, вынолненного в направляющем кольце 29. Направляющее кольцо 29 также имеет пазы, через которые свободно проходят щтифты 27, соединяющие втулку 26 с кольцом 37. Кольцо 37 ненодвнжно соединено с втулкой 38. Упор 39 неподвижно соединен со штангой 11.
Резьбонарезная головка работает следуюшпи образом.
При нарезании резьбы резьбонарезную головку устанавливают в шпиндель станка так, что фиксатор 2 входит в гнездо неподвижного корпуса станка и удерживает корпус 1 с закрепленной в нем гайкой 7 конирного устройства от вращения.
Резцедержатель 22 с резцом устанавливается в условно нулевое положение, т. е. на размер наружного диаметра нарезаемой резьбы.
Вращением штанги 11 от нрограммного устройства станка (на чертеже не показано) устанавливается глубина резания на врезание резца. В этом случае штанга 11 через щтифты 13 и 16 новорачивает стержень 17, который но своей резьбе перемещает гайку 19, а следовательно, и резцедержатель 22 с резцом в радиальном направлении. После этого включается вран1,ение шпинделя стан1са и одновременно счетчпк его оборотов. Пос«1е достижения установленной по программе заданной глубины нарезкн или числа ниток нарезаемой резьбы штанга 11, управляемая от программного
устройства станка, перемещается вдоль оси головки по направлеп по хвостовика 6. При этом цанга 12 под воздействием подпружиненной втулки 15 перемещает втулку 14, которая через винт 25 перемещает втулку 26, вместе с которой перемещаются штифты 27, кольцо 37 и втулка 38 в том же нанравлении, что и штанга 11. При этом втулка 38 своим внутренним конусом воздействует на фиксаторы 33
и «утанливает их внутрь колодки 35, тем самым освобождая стержень 17, который нод воздействием пружины 18 перемещается к упору 39 и в том же направлении, что и штанга П. Стержень 17, увлекая за собой гайку 19,
тем самым перемещает (выводит из нарезки) резцедержатель 22 с резцом. После этого вращение шнинделя станка реверсируется. При этом резьбовой копир 10, ввертываясь в гайку 7 копнрного устройства и перемещаясь вдоль
оси, воздействует на торец втулки 14 и перемещает ее, а следовательно, и стержень 17 вдоль оси головки до тех пор, пока торец стержня 17 не коснется торца упора 39 и не остановится. Это приводит к остановке фиксаторов 33, кольцо же 32 некоторое время перемещается вместе с копиром 10 в том же иаправлении, при этом, как только край кольца 32 заходит за выступы фиксаторов 33, последние срабатывают (выходят из колодки 35)
п фиксируют положение стержня 17, гайки 19 и резцедержателя 22 с резцом.
Таким способом производится автоматическая установка резцедержателя 22 с резцом па заданный размер или установка резца в
исходное положение.
После этого цикл резьбонарезания повторяется описанным способом до нарезания нолного профиля резьбы.
Формула изобретения
Резьбонарезная головка, в корпусе которой, имеюн 1,ем хвостовик для закрепления в шпинделе станка с программным управлением, расположен резцедержатель, нолзун которого связан с гайкой конирного устройства, отличающаяся тем, что, с целью повышения производительности путем автоматизации процессов настройки и обработки, она снабжена
штангой, связанной с ползуном резцедержателя, выполнепной с возможностью поворота и перемещения вдоль оси от программного устройства станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1968 |
|
SU212024A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Револьверная головка резьбонарезного станка | 1982 |
|
SU1049209A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Устройство для нарезания внутренних резьб | 1985 |
|
SU1340944A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |