Изобретение может быть использовано в области машиностроения.
Известно полуавтоматическое резьбонарезное устройство, приводимое от электродвигателя через шпиндель, взаимодействующий с микропереключателем.
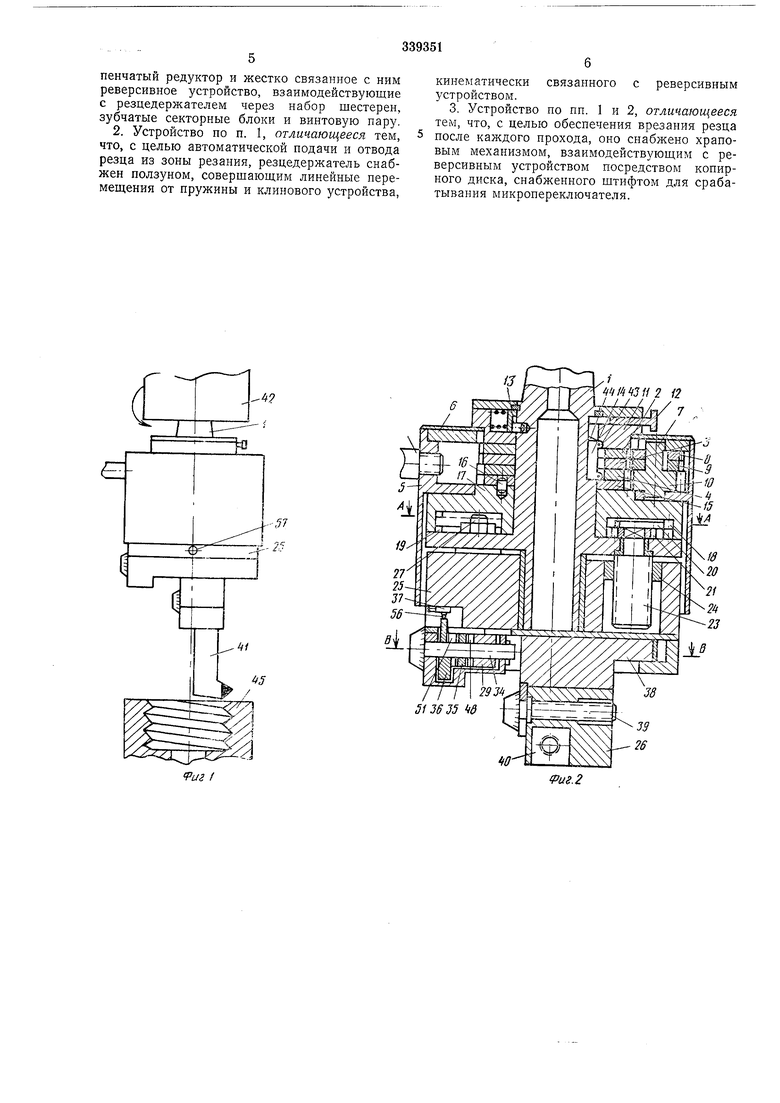
Цель изобретения - нарезание резьбы рездом. Для этого описываемое устройство выполнено в виде зала с несупдим резцедержатель фланцем, на котором смонтированы многоступенчатый редуктор и жестко св заннрр с ним реверсивное устройство, взаимодейетэующ,ие с резцедержателем через набор шестерен, зубчатые секторные блоки и винтоByifo пару.
Для автоматической подачи и отвода резца из goHbi резания резцедержатель может быть енэбжен прлзуном, совершающим линейные перемешения от пружины и клинового устройства, кинематически связанного с реверсивным устройством.
Для обеспечения врезания резца после каждого прохода устройство целесообразно снабжать храповым механизмом, взаимодействующим с реверсивным устройством посредством копирного диска, снабженного штифтом для срабатывания микропереключателя.
На фиг. 1 изображено предлагаемое устройство, общий вид, на фиг. 2 - то же, продр ьный рдзрез; на фиг. 3 -то же, разрезы А-А и Е-Б; на фиг. 4 - то же, разрезы В-В и Г-Г; на фиг. 5 то же, разрез Д-Д; на фиг. 6 - механизм автоматики. Описываемое устройство содержит нескрлько отдельн1 1х механизмов и узлов, кинематически связанных между собой. Мнргоетупенчат1 1Й редуктор, предназначенньш для измерения щага нарезаемьщ резьб, смрнтиррван на валу / и сострит из трех щестеррн 2-4,
установленного на осях в кожухе 5 ц го крышке 6 щестеренчатого 7 с жестко посаженньщи на негр щестернями , корпуса переключателя // с 12 и подпружиненнь.ш фцксаторрм 13, скользящей
щпонки 14 и ведомой шестерни 15, жестко связанной, например, штифтом 16 с сектррным блоком 17. Последний вхрдит в реверсивное устройство, включающее два механизма: реверсивный и винтовой пары.
Реверсивный механизм содержит зубчатые секторы 18 и 19 и шестерни 20-22. Шестерня 21 жестко связана с винтом 23, который составляет винтовую пару с гайкой 24, жестко соединенной с фланцем (корпусом) 25. На
фланце (корпусе) 25 смонтированы механизм автоматики и регулируемый резцедерщатель 26.
Механизм автоматики состоит из нарраР ляющей втулки 27, штока 28, коромысла 29,
ков 82 и 55, валика 34, храповой муфты 35, копирного диска 36, микропереключателя 57 и ползуна 38. На ползуне жестко укреплен резцедержатель 26 с регулировочным винтом 39. В гнезде 40 крепится резец 41.
Устройство работает следующим образом.
Хвостовиком вала / устройство крепится в шпинделе 42 станка. При включении шпинделя вместе с ним врашаются вал / и шпонка 14, передающая нижней бородкой 43 вращение шестерне 4. Последняя, в свою очередь, передает вращение шестерне 10, находящейся одновременно в зацеплении и с шестерней 15, вращающей блок 17. Если шестерня 4 имеет сорок зубьев, а шестерня 15 - сорок один, то за один оборот устройства шестерня 15 поворачивается относительно шестерни 4 на один зуб (независимо от количества зубьев шестерни 10). Шестерни 2 и 5, входящие в зацепление с шестернями 8 и 9 при этом поворачиваются вхолостую.
Переключение на другие передаточные отношения (для изменения шага нарезаемой резьбы) осуществляется поворотом корпуса переключателя 11. При проворачивании последнего верхняя бородка 43 щпонки 14 перемещается в необходимом направлении по винтовому пазу 44. Установка на требуемое положение фиксируется подпружиненной защелкой 12, жестко соединенной с фиксатором 13. Далее вращательный момент и необходимая угловая скорость передаются реверсивному устройству, превращающему равномерно-вращательное движение шестерни 15 в равномерное возвратно-поступательное и вращательное движение фланца (корпуса) 25, на котором жестко укреплен исполнительный режущий инструмент. При работающем устройстве блок 17 вращается относительно шестерен 20 и 22, периодически входящих в зацепление с секторами 18 и 19, которые расположены с таким расчетом, что при выходе из зацепления сектора 19 и шестерни 22 в зацепление начинают входить зубья шестерни 20 и сектора 18. При такой композиции за один оборот блока 17 шестерни 20 и 22 совершают по равному количеству оборотов в одну и другую стороны. Шестерня 21, входящая в зацепление с шестерней 22, также реверсирует вместе с винтом 23, который вынуждает совершать возвратно-поступательное движение гайку 24 вместе с фланцем (корпусом) 25, несущим на себе механизм автоматики с резцедержателем.
Механизм автоматики работает следующим образом.
На фиг. 1 и 2 устройство изображено в статическом состоянии перед началом врезания резца 41 в деталь 45. Клин 30 находится в распоре между роликами 32 и 55 (см. фиг. 4 и 56). Ползун 5S и резец 41 отведены до отказа вправо. При включении щпинделя фланец (корпус) 25 начинает опускаться вниз. Резец 41 при этом движении снимает очередную стружку с резьбовой поверхности
детали 45. Перед реверсом шток 28 буртиком 46 проворачивает коромысло 29, и клин 30 выходит из межроликового пространства (см. фиг. 46 и 5а). Под воздействием пружины 47 ползун 55 отходит влево, и резец 41 выходит из резьбы. После этого начинается реверс (под реверсом подразумевается начало вращения винта 23 в обратном направлении и, следовательно, возвращение в исходное положение резца). Возвращение резца происходит все время в одном направлении и при его движении вниз и при его движении вверх. Как только шток 28 буртиком 48 доходит до упора с плоскостью гайки 49, он останавливается, но фланец (корпус) 25 все еще двигается вверх, увлекая за собой коромысло 29. Бородка 31 коромысла упирается в буртик 48 щтока 28, проворачивает коромысло 29 и клин 30, и, войдя в межроликовое пространство, снова «возведет резец.
На валике 34 между коромыслом 29 и копирным диском 36 свободно сидит муфта 35, которая с одной стороны кулачками 50 входит в зацепление с коромыслом 29, а с другой
храповыми зубьями 51 - в зацепление с такими же зубьями диска 36.
Храповая муфта прижимается к копирному диску пружиной 52 и соверщает колебательные движения вместе с коромыслом 29. После каждого прохода резца диск 36 поворачивается на какой-то угол ф и выдвигает посредством вилки 55 и роликов 32 и 33 ползун 38 вправо на определенную расчетную величину. По окончании полного оборота копирного диска, а следовательно, и нарезания резьбы вся система вместе с ползуном 5S под воздействием пружины 47 будет «сброшена в исходное положение. С площадки 54
начинается процесс выдвижения ползуна 38 вправо, а на площадке 55 этот процесс заканчивается.
Для подачи сигнала на выключение станка после полного оборота диска 36 последний
снабжен штифтом 56, под воздействием которого срабатывает микропереключатель 37, дающий сигнал на выключение станка. Простейшим сигналом может быть загорание сигнальной лампочки 57, источник питания которой может помещаться в корпусе устройства. Выключение станка по окончании нарезки резьбы может осуществляться автоматически, используя фотоэлемент или вращающееся контактное устройство.
Предмет изобретения
1. Полуавтоматическое резьбонарезное устройство, приводимое от электродвигателя через щпиндель, взаимодействующий с микропереключателем, отличающееся тем, что, с целью нарезания резьбы резцом, оно выполнено в виде вала с несущим резцедержатель фланцем, на котором смонтированы многоступенчатый редуктор и жестко связанное с ним реверсивное устройство, взаимодействующие с резцедержателем через набор шестерен, зубчатые секторные блоки и винтовую нару. 2. Устройство по п. 1, отличающееся тем, что, с целью автоматической подачи и отвода резца из зоны резания, резцедержатель снабжен ползуном, совершающим линейные перемещения от пружины и клинового устройства.
кинематически связанного с реверсивным устройством.
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью обеспечения врезания резца после каждого прохода, оно снабжено храповым механизмом, взаимодействующим с реверсивным устройством посредством копирного диска, снабженного штифтом для срабатывания микропереключателя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического нарезания внутренней резьбы | 1972 |
|
SU477795A1 |
| Полуавтоматическое резьбонарезное устройство | 1976 |
|
SU595096A2 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2007 |
|
RU2353482C1 |
| Устройство для резки труб | 1986 |
|
SU1411104A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |



4
-.57
20
22
13
3
53 32 30 33 За
лл
J/
r-r
S32 33 38
риг 30
и-а
JJ
50 29
30
