Известны самооткрывающиеся многорезцовые голозки для нарезания резьб на токарных -станках с использованием ходового винта, состоящие из последовательно расположенных резцедержателей, осуществляющих черновое и ч-истовое нарезание за один проход головки. Однако эти головки не обеспечивают достаточной производительности и требуют применения сложного оборудованрш.
Предлагаемая самооткрывающаяся резьбовая головка при своей конструктивной простоте позволяет осуществлять высокопроизводительное нарезание длинных крупных резьб на токарных станках, для чего она выполнена в виде многорезцовых резцедержателей, состоящих из двух диаметрально помещенных относительно изделия на суппорте станка частей, автоматически раздвижных в поперечном направлении.
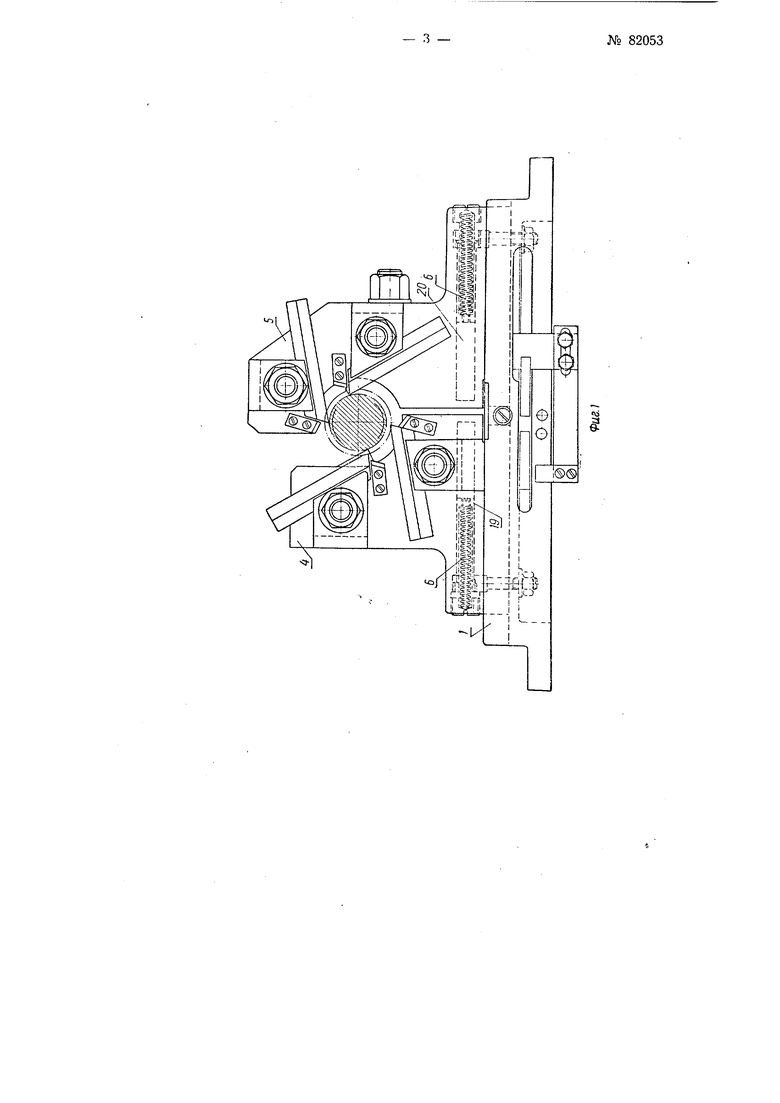
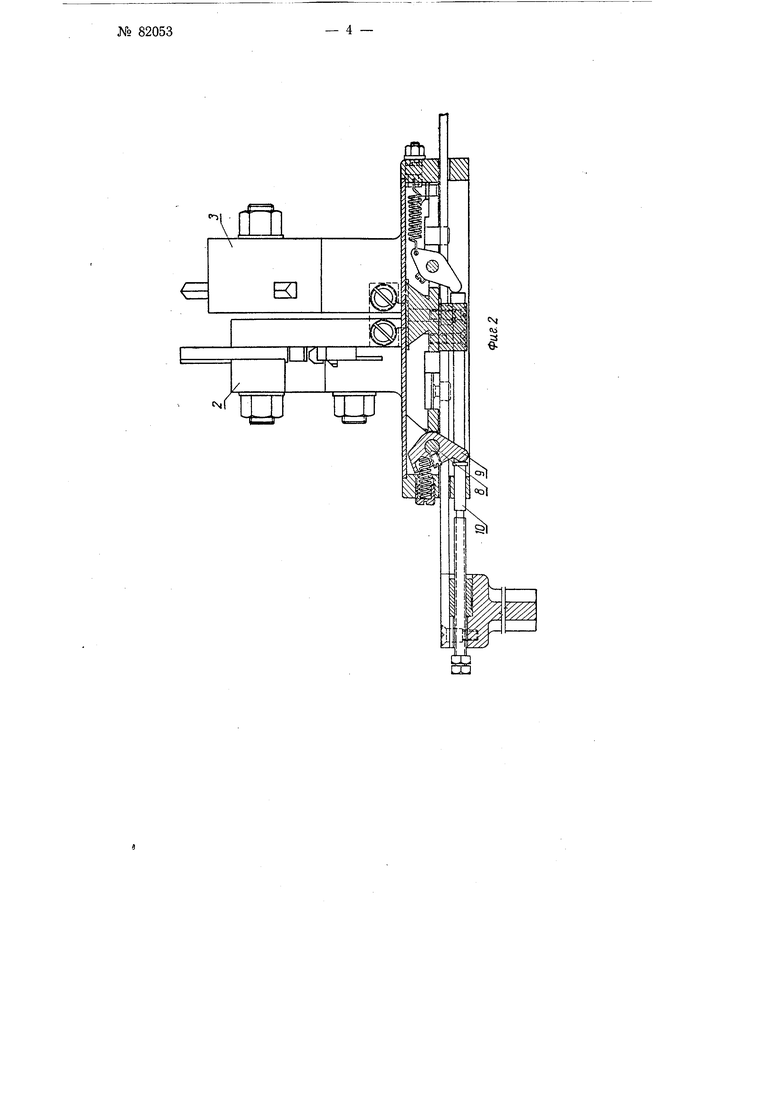
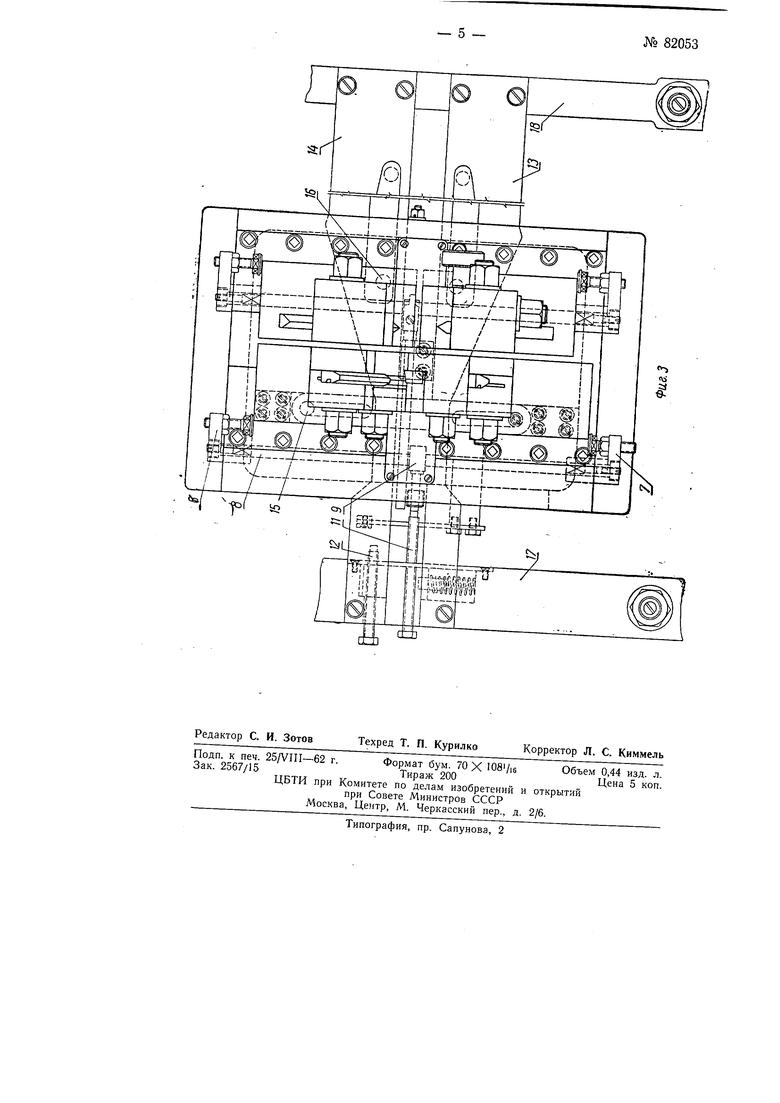
На фиг. 1 изображена самооткрывающаяся резьбонарезная головка со стороны щпинделя станка; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид в плане.
В поперечных направляющих плиты /, помещенной на суппорте токарно-винторезного станка, установлены два резцедержателя 2 и 3, один ИЗ которых предназначен для чернового, а другой для чистового нарезания резьбы.
Каждый резцедержатель состоит из двух отдельных частей 4 и 5, несущих на себе по два симметрично размещенных по окружности тангенциальных резьбовых резца. Обе части каждого резцедержателя могут симметрично передвигаться по направляющим в поперечном направлении в противоположные стороны и находятся под воздействием спиральных пружин 6, предназначенных для их быстрого раздвижения носле окончания прохода. В рабочем сдвинутом положении обе части резцедержателя удерживаются посредством откидных упоров 7, закрепленных на валике 8. На этом же валике закреплен подпружиненный кулачок 9. При воздействии на кулачок (через шток /0), укрепленный на станине валик 8 повернется, откинув тем самым упоры 7,
№ 82053 2 -
Механизмы раздвижения частей, как чернового, так и чистового резцедержателя, выполнены совершенно аналогично, за исключением того, что срабатывают эти механизмы от разных упоров: первый от упора 11, а второй от упора 12.
Обратное передвижение раздвижных частей резцедержателей в исходное рабочее положение осуществляется посредством неподвижных копирных линеек 13 и 14, воздействующих при обратном движении суппорта с головкой на пальцы 15 и 16, закрепленные в раздвижных частях резцедержателей. При обратном ходе частей резцедержателей происходит сжатие пружин 6. Копирные линейки и упоры 11 и 12 жестко связаны со станиной посредством поперечных планок 17 и 18.
Для исключения резких ударов при быстром отходе подвижных половинок резцедержателей, пружины 5 взаимодействуют с плунжерами 19, которые опираются на воздушные подушки, создаваемые в замкнутых каналах 20 при давлении пружин на плунжеры.
Работа самооткрывающейся резьбонарезной головки происходит в следующем порядке.
Когда суппорт устанавливается в крайнем, противоположном относительно передней бабки станка положении, части 4 и 5 резцедержателей занимают исходное рабочее положение, соответствующее заданному диаметру нарезаемой резьбы. Положение частей резцедержателей фиксируется упррами 7.
При продольном перемещении суппорта вместе с головкой по направлению от задней бабки к передней, относительно укрепленного в центрах изделия, происходит полное нарезание резьбы. Перемещение суппорта, как обычно при нарезании резьбы, осуществляется в соответствии с заданным шагом резьбы при помощи ходового винта станка.
При окончании нарезания упоры // и 12 последовательно воздействуют на механизмы чернового и чистового-резцедержателей головки, раздвижные части 4 и 5 которых быстро отходят от изделия. При возвращении суппорта в исходное положение раздвижные части резцедержателей занимают снова рабочее положение.
Предмет изобретения
1.Самооткрываюи1,аяся многорезцовая головка для нарезания резьб на токарных станках с использованием ходового винта, состоящая из последовательно расположенных самостоятельных резцедержателей, осуществляющих черновое и чистовое нарезание за один проход головки, отличающаяся тем, что каждый резцедержатель выполнен из двух диаметрально помещенных относительно изделия автоматически раздвижных в поперечном направлении частей.
2.Форма выполнения самооткрывающейся многорезцовой головки по п. 1, отличающаяся тем, что, с целью быстрого раздвижения частей резцедержателей без резких ударов, применены спиральные пружины, опирающиеся на воздущные подушки.
)
tNl

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1979 |
|
SU841780A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1980 |
|
SU952489A1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |