(21)39625АА/25-27
(22)03.10.85
(46)07.03.88. Бкш. К 9
(72)С.К.Сысоев
(53)621.923.77 (088.8)
(56)Авторское свидетельство СССР № 173633, кл. В 24 С 3/16, 1963.
(54)СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ СКВОЗНЫХ ОТВЕРСТИЙ ДЕТАЛЕЙ
(57)Изобретение относится к упрочняюще-чистовой обработке поверхностей деталей пластическим деформированием и может быть использовано для обработки деталей в труднодоступных местах. Цель изобретения -.расширение технологических возможностей. Равномерно перемешивают смесителем в полутвердом труднотекучем пластическом материале деформирующие элементы, например шарики или дробь. Заправляют эту смесь в камеру с герметизированной от внешней сферы деталью. Сжимают ее под давлением 10-24 МПа и перепрессовывают через обрабатываемые полости в прямом и обратном направлениях. При этом обеспечивается прижатие деформирующих элементов к поверхности детали, деформирование гребешков микронеровностей и поверхностного слоя. Смесь состоит из каучука СКТ с фторопластом-4.- С возрастанием давления смеси в детали от 10 МПа шероховатость изменяется до 0,2 мкм. 1 з.п. ф-лы, 1 ил.
с
(
(Л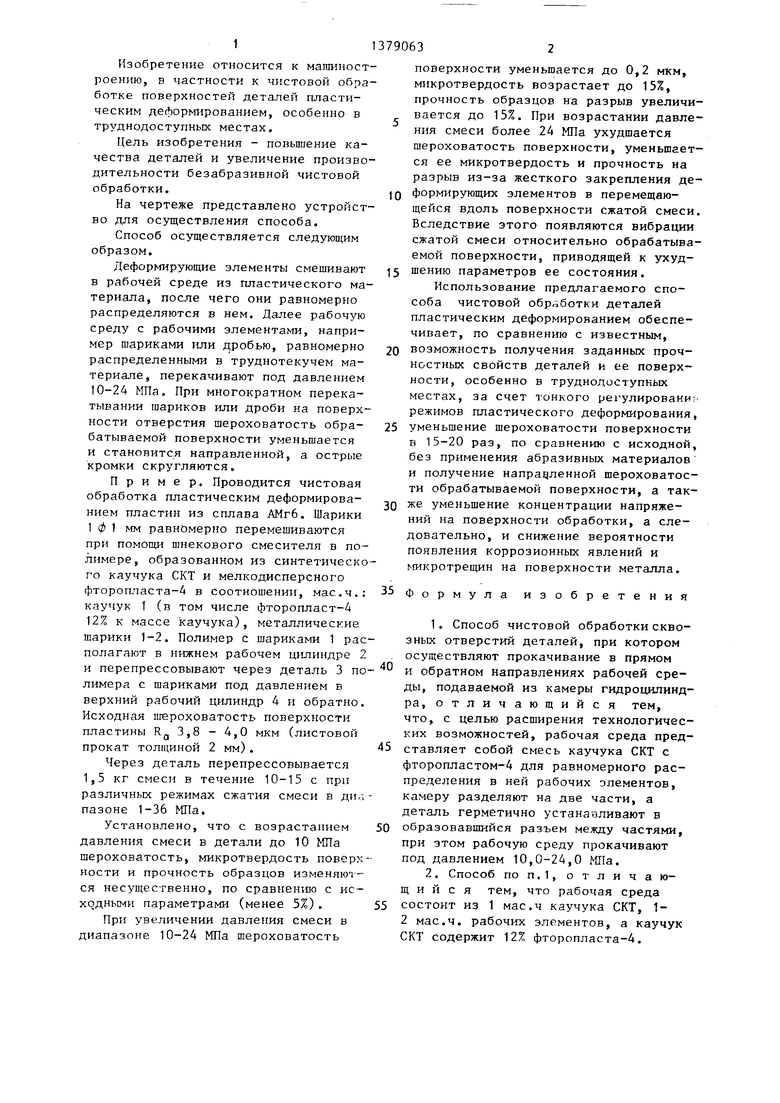
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочно-упрочняющей обработки внутренних поверхностей | 2023 |
|
RU2820469C1 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
| ЭЛЕКТРОГОЛОВКА ДЛЯ УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2420392C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ | 2011 |
|
RU2465968C2 |
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433904C2 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433905C2 |
со
со
о а со
Изобретение относится к машиностроению, в частности к чистовой обработке поверхностей деталей пластическим деформированием, особенно в труднодоступных местах.
Цель изобретения - повышение качества деталей и увеличение производительности безабразивной чистовой обработки.
На чертеже представлено устройство для осуществления способа.
Способ осуществляется следующим образом.
Деформирующие элементы смешивают в рабочей среде из пластического материала, после чего они равномерно распределяются в нем. Далее рабочую среду с рабочими элементами, например шариками или дробью, равномерно распределенными в труднотекучем материале, перекачивают под давлением 10-24 МПа. При многократном перекатывании шариков или дроби на поверхности отверстия шероховатость обрабатываемой поверхности уменьшается и становится направленной, а острые кромки скругляются.
Пример. Проводится чистовая обработка пластическим деформированием пластин из сплава АМгб. Шарики 1 0 1 мм равномерно перемешиваются при помощи шнекового смесителя в полимере, образованном из синтетического каучука СКТ и мелкодисперсного фторопласта-4 в соотношении, мас.ч.; каучук 1 (в том числе фторопласт-4 12% к массе каучука), металлические шарики 1-2. Полимер с шариками 1 располагают в нижнем рабочем цилиндре 2 и перепрессовывают через деталь 3 полимера с шариками под давлением в верхний рабочий цилиндр 4 и обратно. Исходная шероховатость поверхности пластины Кд 3,8 - 4,0 мкм (листовой прокат толщиной 2 мм).
Через деталь перепрессовывается 1,5 кг смеси в течение 10-15 с при различных режимах сжатия смеси в дисл пазоне 1-36 МПа.
Установлено, что с возрастанием давления смеси в детали до 10 МПа шероховатость, микротвердость поверхности и прочность образцов изменяются несущественно, по сравнению с исходными параметрами (менее 5%).
При увеличении давления смеси в диапазоне 10-24 МПа шероховатость
3790632
поверхности уменьшается до 0,2 мкм, микротвердость возрастает до 15%, прочность образцов на разрыв увеличивается до 15%. При возрастании давления смеси более 24 МПа ухудшается шероховатость поверхности, уменьшается ее микротвердость и прочность на разрыв из-эа жесткого закрепления деjg формирующих элементов в перемещающейся вдоль поверхности сжатой смеси. Вследствие этого появляются вибрации сжатой смеси относительно обрабатываемой поверхности, приводящей к ухуд|5 шению параметров ее состояния.
Использование предлагаемого способа чистовой обработки деталей пластическим деформированием обеспечивает, по сравнению с известным,
20 возможность получения заданных прочностных свойств деталей и ее поверхности, особенно в труднодоступных местах, за счет тонкого регулирование- режимов пластического деформирования,
25 уменьшение шероховатости поверхности в 15-20 раз, по сравнению с исходной, без применения абразивных материалов и получение направленной шероховатости обрабатываемой поверхности, а так30 же уменьшение концентрации напряжений на поверхности обработки, а следовательно, и снижение вероятности появления коррозионных явлений и микротрещин на поверхности металла.
35 Формула изобретения
и обратном направлениях рабочей среды, подаваемой из камеры гидроцилиндра, отличающийся тем, что, с целью расширения технологических возможностей, рабочая среда пред45 ставляет собой смесь каучука СКТ с фторопластом-4 для равномерного распределения в ней рабочих элементов, камеру разделяют на две части, а деталь герметично устанаоливают в
50 образовавшийся разъем между частями, при зтом рабочую среду прокачивают под давлением 10,0-24,0 МПа.
55 состоит из 1 мас.ч каучука СКТ, 1- 2 мас.ч. рабочих элементов, а каучук СКТ содержит 12% фторопласта-4.
