со
00
о
00 СО
Изобретение относится к обработке металлов давлением, в частности к холодной прокатке полосовой стали.
Целью изобретения является увели- чение производительности за счет по- вьпиения пластических свойств стали.
Способ состоит в том, что величину промежуточного обжатия принимают прямо пропорционально отношению предела текучести исходной заготовки к ее пределу прочности из соотношения :
S (0,42...0,АЗ).б г/(Гб 100%,
Приведенная математическая зависимость получена при обработке опытных данных и является эмпирической.
Способ осуществляют следующим образом.
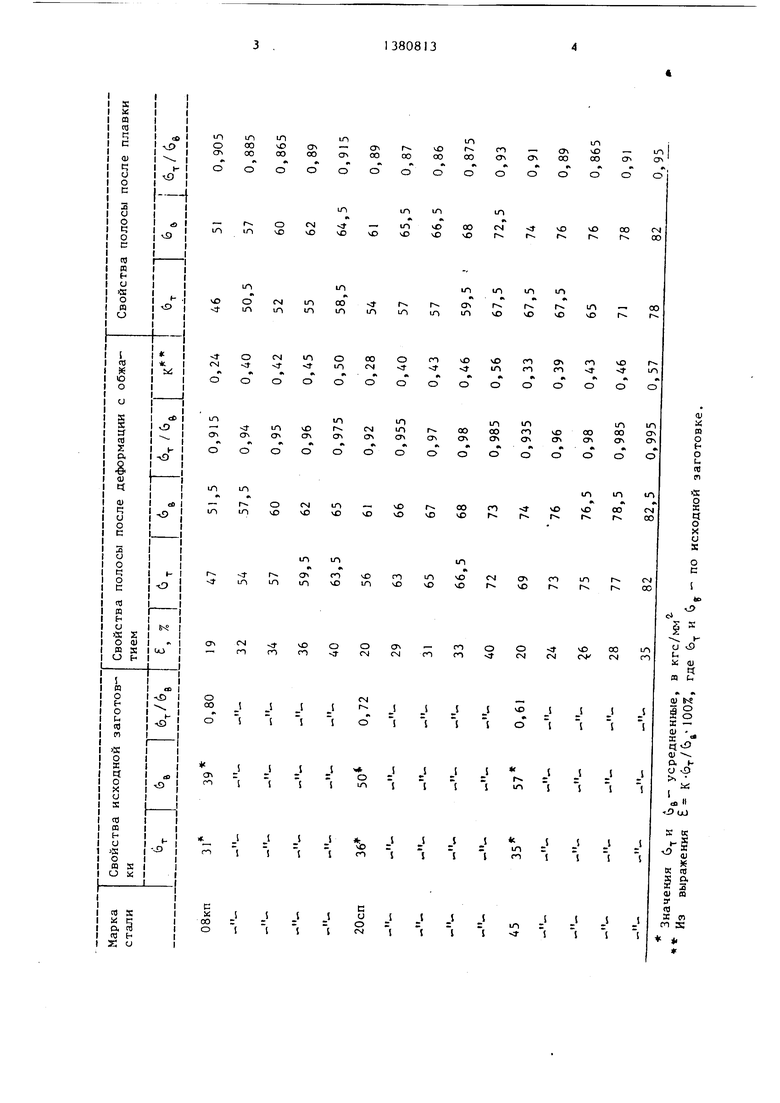
Полосовая сталь марок ОВкп, 20сп и 45 была прокатана с разными обжатиями на 5-клетевом стане 1200 холодной прокатки. Испытаниями на разрыв были определены величины dr и б(, для всех выбранных марок стали до прокатки и при каждой степени деформации. Затем все холоднокатанные полосы подвергали правке на листоправиль- ной машине, после которой также испы- тывали их па разрыв с определением величины ffi и ff j . В процессе прокатки производипи после каждой определенной степени обжатия, которые выбирали из соотношения Ь (0,42... ...0,43) бт/вб 100, правку методом изгиба с натяжением.
Результаты этих опытов представлены в таблице.
Из результатов опытов следует,
что наибольшее снижение величины От (максимальное 13% у ст. 45) после
правки с растяжением холоднокатанных полос наблюдается в тех случаях, ког да правка осуществляется после пред- варитеи1ьной деформации.
Как видно из таблицы, чем прочнее сталь, тем меньше величина 6 и больию влияние промежуточной правки на улучшение пластических свойств.
Таким образом, многократный знакопеременный изгиб (правка) холодно- катанной полосовой стали, производимой после определенной степени деформации в промежутке между двумя смежными пропусками полосы на многоклетевом стане, приводит к частичному снятию наклепа, т.е. к улучшению пластических свойств стали, в особенности, повьш енной прочности. Это позволяет повысить обжатия при холодной прокатке, что интенсифицирует предлагаемый процесс, расширяет технологические возможности существующих непрерывных станов и повышает производительность за счет использования подката большей толщины.
Формула изобретения
Способ непрерывной холодной прокатки .преимущественно полосовой углеродистой стали, включающий холодную прокатку и правку между проходами в процессе прокатки, отличающийся тем, что, с целью увеличения производительности за сче повышения пластических свойств стали правку проводят после каждой степени деформации t , равной
(0,42 - 0,43) Q,/6(, 100%,
где |5т - предел текучести металла; ,- предел прочности металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан непрерывной холодной прокатки | 1981 |
|
SU1026850A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННОЙ ПОЛОСЫ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2013 |
|
RU2529323C1 |
| СПОСОБ ДРЕССИРОВКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАРГАНЦОВИСТОЙ СТАЛИ | 2005 |
|
RU2288790C1 |
| Способ производства проката | 1988 |
|
SU1812231A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС | 1999 |
|
RU2152444C1 |
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2821001C1 |
Изобретение относится к обработ ке металлов давлением, в частности к холодной прокатке полосовой стали. Цель изобретения увеличение произ-- водительности за счет повышения пластических свойств стали. Способ заклкг- чается в том, что после определенной степени деформации, которую выбирают из соотношения (0,42...0,43) ( 100%, производят правку методом изгиба с натяжением. Такой способ позволяет улучшить пластические свойства стали и интенсифицировать способ холодной прокатки. I табл.
| Стан непрерывной холодной прокатки | 1981 |
|
SU1026850A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства металлической ленты | 1973 |
|
SU480457A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
