(Л
со
00
о со 

Изобретение относится к обработке материалов резанием и может быть использовано в различных отрасля.х промышленности, в частности во фрезерных и шпало- оправочных станках для деревообработки. Цель изобретения - повышение надежности фрезы в работе. В основу предлагаемой фасонной фрезы положен принцип создания необходимого угла скрещивания лезвия плоского ножа с осью вращения фрезы путем поворота лезвий ножей в плоскостях, параллельных оси вращения фрезы. Фреза содержит корпус 2, ножедержатели 7 с плоскими ножами 8 и детали крепежа 6, при этом корпус выполнен Т-образной формы с пара.ч- лельными направляющими плоскостями, на каждой из которых выполнен концентрично дугообразный паз 4, в котором размещены детали кренежа ножедержателей. Ножедержатели установлены на направляющих плоскостях корпуса, а прямолинейные лезвия ножей расположены параллельно направляющим плоскостям. 4 ил.
фие.1
Изобретение относится к обработке материалов резанием и может быть испо.чьзо- нано в различных отраслях нромьинленности например н фрезерных и гипалооправочных станках длн деревообработки.
,е. 1ЬК) изобретения яв.чяется повышение надежности в работе.
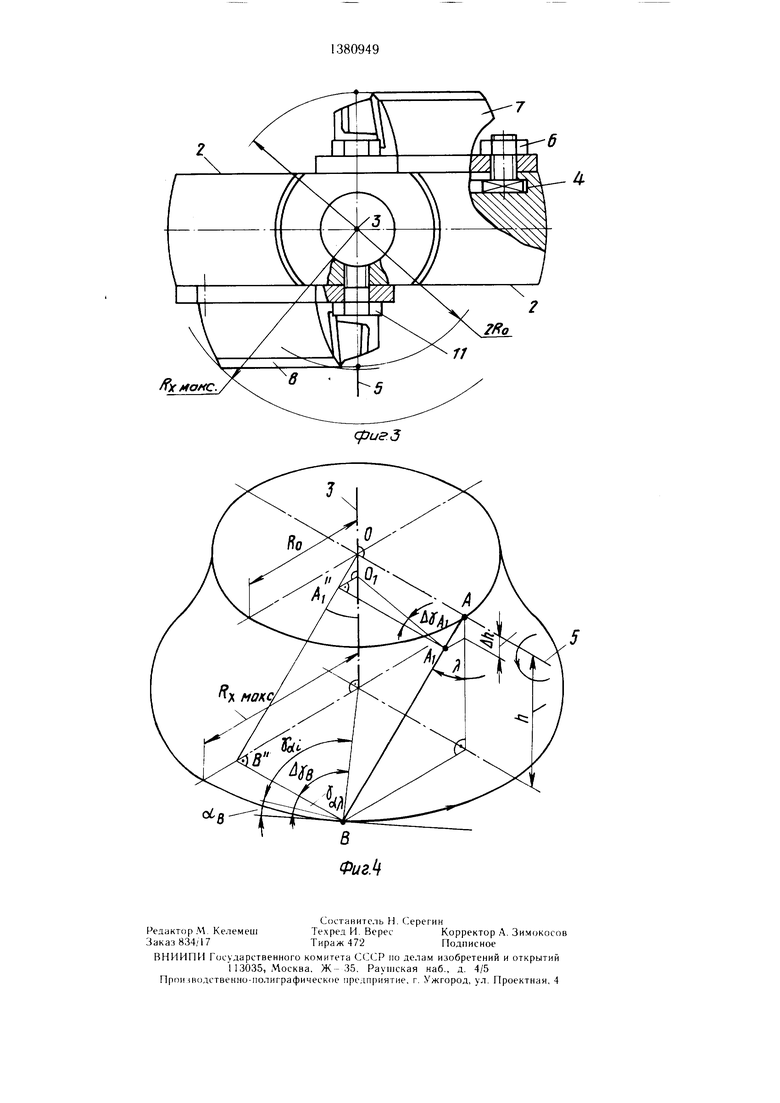
На фиг. 1 изображена фасонная фреза, вид снереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фасонная фреза, вид сверху; на фиг. 4 поверхность вран1ения .чезвий нлоских ножей (АВ - лезвие ножа; 3 ось вращения фрезы; 5 - ось поворота ножей; Л высота фрезы; радиус горла фрезы).
Фасонная фреза содержит корпус 1, выполненный в виде Т-образного профиля; параллельные направляющие плоскости 2 корпуса, 1араллельные также и оси 3 вращения фрезы, концентричные дугообразные пазы 4, например Т-образного профиля с цептрамп на оси 5, перпендикулярной на- н)авляк)П1им плоскостям, разменленные в пазах детали крепежа 6 (болты, шайбы и гайки) ножедержателей 7 с плоскими прямолинейными ножами 8, прижимными планками 9 и винтами И), а также винты - оси 11, смонтированные в корпусе по оси 5 центров концент)ичных дугообразных пазов перпендикулярно направляющим плоскостям 2. Ножедержатели 7 установлены на направляющих плоскостях 2 с возможностью пово- )ота вокруг винтов I 1 для созда}|ия необходимого для обработки yr. ia л скрещивания лезвия ножа 8 с осью вращения фрезы 3. Ось 5 виптов 11 пересекает ось 3 вращения фрезы, а прямолинейные лезвия ножей 8 расноложены в ножедержателях 7 нарал- лельно паправляюпшм плоскостям 2 корпуса 1. Л,1я закрепления фрезы на приводном валу станка (не показан) корпус 1 имеет cKBO3iioe цилиндрическое отверстие вдоль оси вращения фрезы.
Фасонная фреза работает следующим образом.
Для получения требуемого фасонного п)офи:1Я на обрабатываемой заготовке но- жедержакчли 7 с ножами 8 устанавливают соответствующ,им углом скрещивания л с осью 3 вращения фрезы. Для этого открепляют гайки 6 и випты 1 1 и поворачивают пожедержате.ли 7 по направляющим плоскостям 2 корпуса на заранее рассчитанн1 1Й угол А. Загем гайки 6 и винты II затягивают.
Угол поворота л рассчитывают по формуле
h
радиус орла поверхности одно- полостпого гиперболоида врапхе- пия, мм;
радиус вращепия на расстоянии /i от плоского горла, мм;
h - теоретическая высота рабочей части фрезы, мм. Из прямоугольного треугольника
(02В)(02А )-Ч(А В)
где О2В 02А A B /i-tgX.
;п2п2
Следовательно, . Параметр
/г -Л/1 определяет толщину обрабатываемой заготовки, а параметр R;, - Ro - глубину обработки фасонного профиля по гиперболе. Преобразовав формулу (1), получают зависимость переменного радиуса вращения , отстоящего от плоскости горла фрезы на величину /i,.
/. + .,
h,
гдеП,- - отнощение расстояния /i, от
плоскости горла до выбранной точки резца
к значению радиуса горла .
Для получения необходимых кинематических переднего у/ и заднего а, углов резца передний угол у,, установки ножа в ноже- держателе определяют по с педующим за- виси.мостям;
Y,Vx + A7.()
«v.E
АО
(3)
(4)
где Y, кинематический передний угол для текущей точки резца, находящийся в нлоскости, нормальной к оси вращения фрезы, на расстоянии /i, от плоскости горла фрезы, град;
7;, - кинематический передний угол от влияния угла поворота ножа . (угла скрещивания лезвия ножа с осью вращения фрезы), град;
AY-кинематический нередний угол от
Л, в.тияния отношения - и угла поАО
ворота К, град;
YO - передний угол установки ножа
в ножедержателе, град. При согласно формуле (3) угол у,.0. Из прямоугольного треугольника OOjB
OR
и O2B ., а из
следует, что
прямоугольного треугольника следует что
ОаВ 55.Г Отсюда, сделав гфеобразования, получают зависимость угла AY от i. R и ю формуле (4)
Для максимального значения угла поворота, ножей, например равного и пе- реднем угле установки ножей в ножедержа- теле . в соответствии с заисимостями (2), (3) и (4) получают следующие значения кинематических углов процесса резания.
ДЛ
При ,2 кинематический передний угол
АО
составляет ,2-l и YAI
АО
11°20 (фиг. 3), а при |- 0,9, tgAYp
К-с
. 0,9 и у„„ахс 42.
Кине.матически задний угол определяется положением задней грани резца под углом . где р - угол заострения резца. Например, при , а , угол . Тогда кинематический угол YIH соответствии с (2), (3) и (4) равен
,.j +AY.
При
,99 и 7ия 44°40 .
При ,2
YQ 57°, а задний угол а,90 -Y«t 33°.
При 0,9
у„ 44°40 + 42° 86°40 , а задний угол
Ч°9П
О вмин
Таким образом, зависимости (1)-(4) в каждом конкретном случае фасонной обработки заготовок позволяют выбирать наиболее рациональные угловые параметры плоских резцов фрезы.
Формула изобретения
Фасонная фреза, включающая ножедер- жатели с ножами и деталями фепежа, от- чающаяся тем, что, с целью повыщения надежности в работе, она снабжена корпусом Т-образной формы с параллельными направляющими плоскостями, имеющими концентрические дугообразные пазы, в которых размещены детали крепежа, фиксирующие но- жедержатели, при этом лезвия ножей ноже- держателей параллельны направляющим плоскостям корпуса.
ш
дзиг.г
oL
ригЗ
| Ножевая головка | 1974 |
|
SU488706A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
