ИзС Гфртсние относится к литеГ1Ному пронзволстиу полимерных деталей ме- то/том литья пластических масс под давлением и может быть использовано для получения полых цилиндрических деталей с резьбой на поднутренных поверхностях,
Цель изобретения - улу цаение качества деталей и пов пиение надежности.
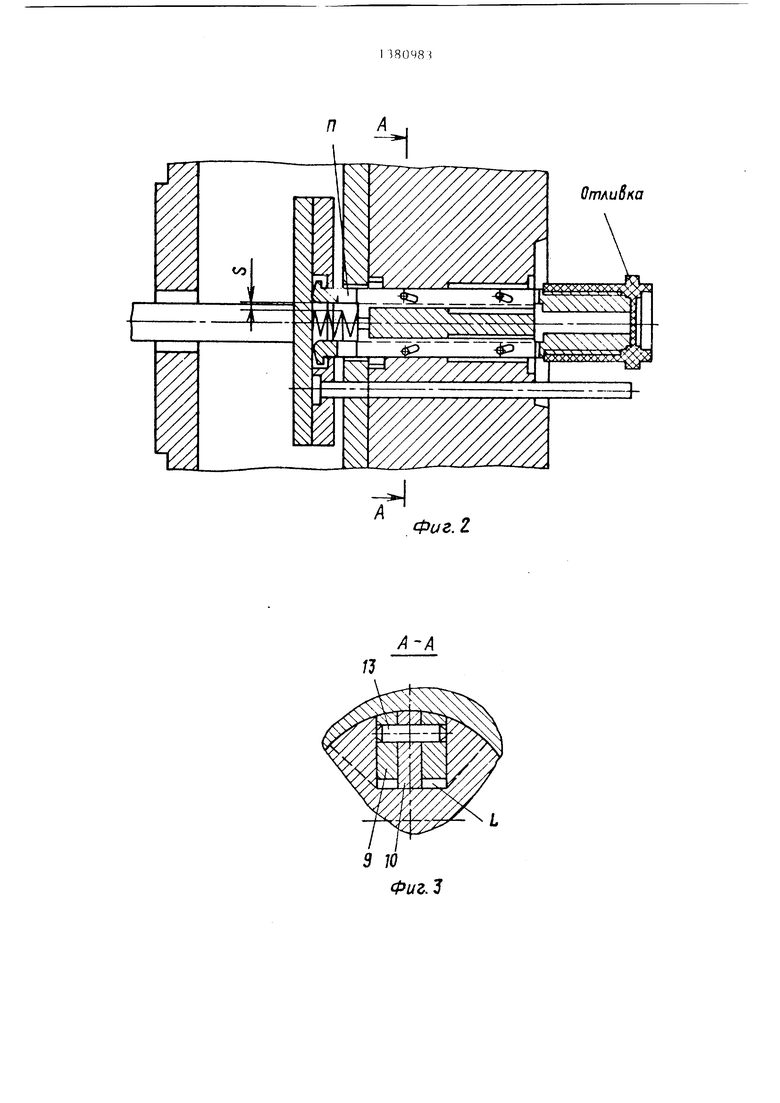
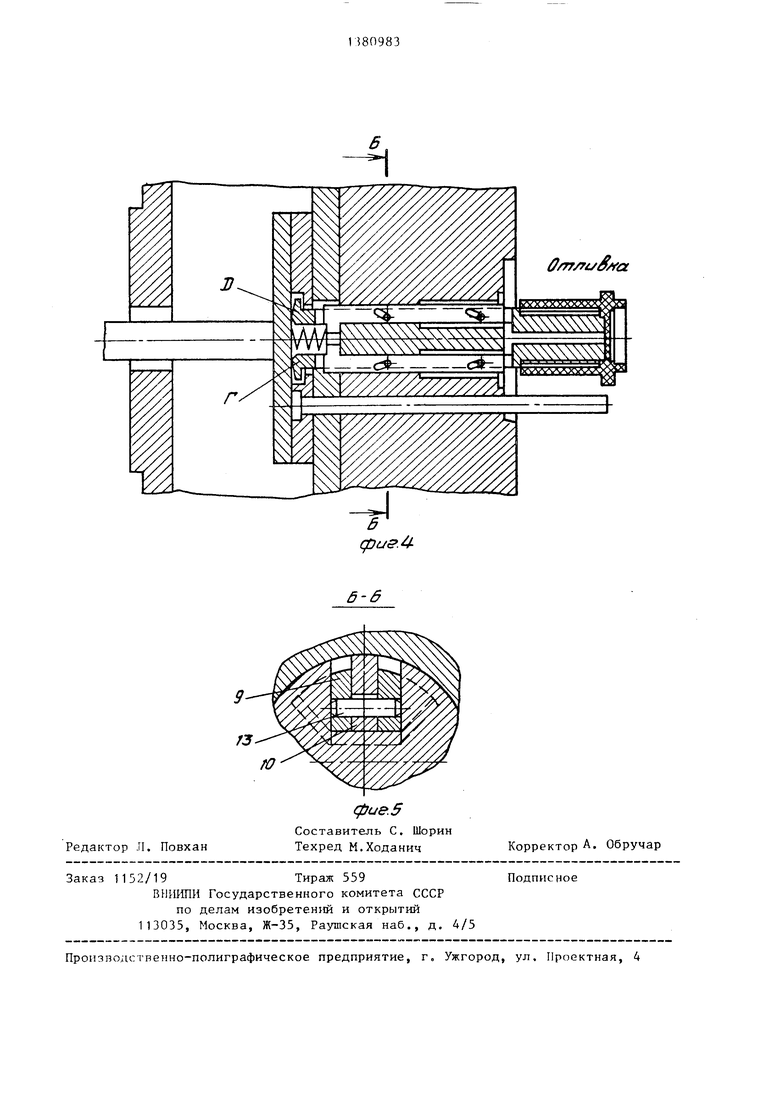
На фиг, 1 изображена литьевая форма, сомкнутое состояние перед заливкой, продольньш разрез; на фиг.2- то н(е, в момент размыкания; на фиг. 3 - разрез А-Л на фиг. 2; на фиг. А - то же, после освобождения отливки; на фиг. 5 - разрез Б-Б на фиг. 4.
торец пуансона 3. В этот момент за счет скольжения пальцев 13 в пазах 12 пластин 10 знаки 9 перемещаются в пазах L радиально к оси пуансона 3. В это время резьбообразующие части знаков 9 выходят из зацепления с отформованными поднутрениями отливки. После этого отливка сталкивается. При смыкании формы под деист- вием пружины 8 и колонок 7 знаки 9 возвращаются в исходное положение.
Технико-экономическая эффективность литьевой формы заключается в
улучшении качества деталей путем исключения возможности образования об- лоя на резьбе отливки и в повышении надежности формы в работе за счет уменьшения износа взаимодействуюпщх
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1988 |
|
SU1613349A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных полых изделий | 1985 |
|
SU1310235A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления полых длинномерных полимерных изделий | 1986 |
|
SU1391919A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
Изобретение относится к производству полимерньк изделий методом 5 9 7ff I литья под давлением. Цель - улучшение качества деталей и повьшение надежности в работе. Для этого форма снабжена связанными с соответствующими знаками пластинами 10, подпружиненными в направлении рабочего хода относительно плиты выталкивания и имеющими выступы 11 и наклонные пазы 12. Знаки 9 выполнены со сквозной продольной прорезью. Пластины установлены в прорезя знаков посредством пальцев, пропущенным через боковые пазы 12 и укрепленных в зна(Л со 00 о со 00 СлР л Фиг-/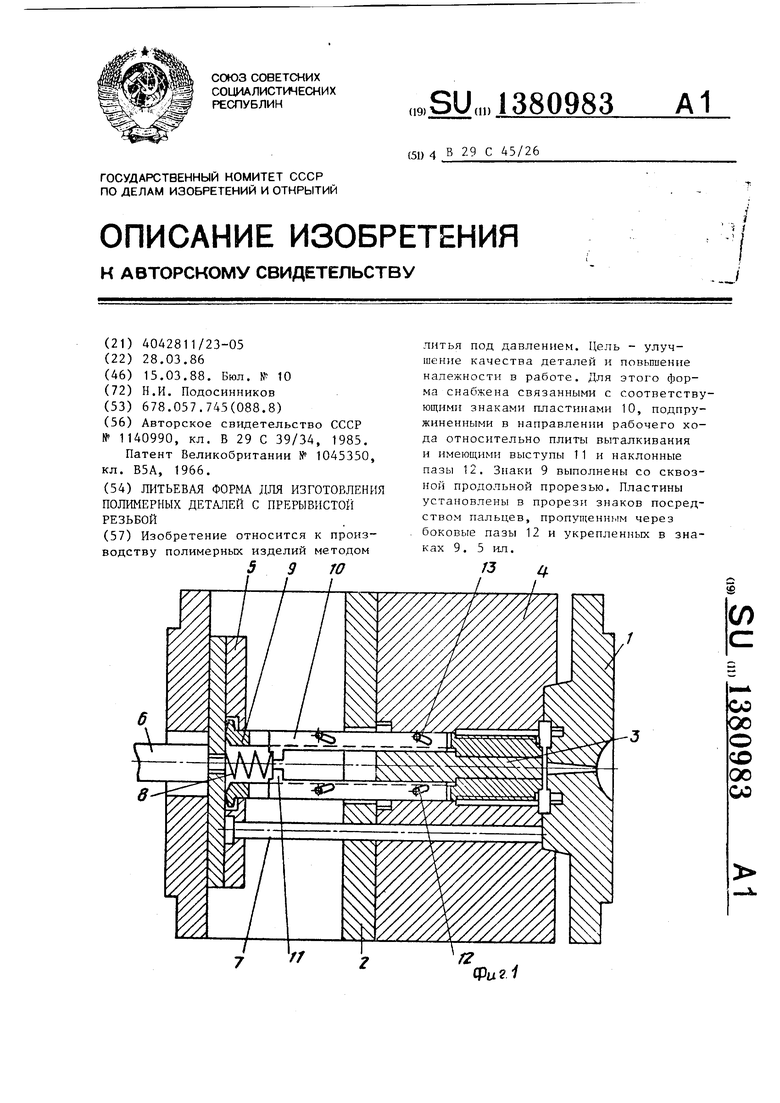
Предлагаемая литьевая форма содер- 2Q элементов формы и исключения вероятжит неподпижную полуформу 1, опорную плиту 2 с закрепленным в ней пуансоном 3 и полуформой 4, плиту 5 выталкивающей системы и связанные с ней приводной хвостовик 6, колонки 7 возврата, пружину 8, резьбовые знаки 9 с прорезями П, в которых размещены пластины 10 с выступами 11 и наклонными пазами 12 и проходящими через них пальцами 13. Хвостовики знаков 9 имеют выступы Г и расположены в пазах Д с зазором S. Знаки 9 с пластинами 10 размещены в радиальных пазах L, Выполненных в пуансоне 3.
Литьевая форма работает следующим образом.
После заполнения литьевой полости формы расплавом полимерной композиции форму раскрывают. При этом хвостовик 6, взаимодействуя с упором машины, приводит в движение плиту 5 с колонками 7, которая перемещает знаки 9, пру-жину Я и отливку в направлении рабочег о хода. Осевое перемещение произпопится до того момента, пока выступ(-1 И пластин 10 не упрутся в
25
30
35
40
45
ности заклинивания.
Формула изобретения
Литьевая форма для изготовления полимерных деталей с прерывистой резь бой , содержащая подвижную полуформу, промежуточную плиту и пуансон с размещенными в боковых прорезях знаками, установленными с возможностью осевого и радиального перемещений, хвостовики которых установлены в плите выталкивающей системы, отличающаяся тем, что, с целью улучшения качества деталей и повьпиения надежности работы, форма снабжена связанными с соответствующими знаками пластинами, подпружиненными в на- - правлении рабочего хода относительно плиты выталкивания и имеющими выступ и наклонные к оси боковые пазы, а знак выполнен со сквозной продольной прорезью, причем пластина установлена в прорези знака посредством пальцев, пропущенных через 6oKOR),ie пазы и укрепленных в знаке.
ности заклинивания.
Формула изобретения
Литьевая форма для изготовления полимерных деталей с прерывистой резьбой , содержащая подвижную полуформу, промежуточную плиту и пуансон с размещенными в боковых прорезях знаками, установленными с возможностью осевого и радиального перемещений, хвостовики которых установлены в плите выталкивающей системы, отличающаяся тем, что, с целью улучшения качества деталей и повьпиения надежности работы, форма снабжена связанными с соответствующими знаками пластинами, подпружиненными в на- правлении рабочего хода относительно плиты выталкивания и имеющими выступ и наклонные к оси боковые пазы, а знак выполнен со сквозной продольной прорезью, причем пластина установлена в прорези знака посредством пальцев, пропущенных через 6oKOR),ie пазы и укрепленных в знаке.
ОтлиВка
Фиг.2
ГО
0/7T/ri S/fa
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| Солесос | 1922 |
|
SU29A1 |
| Управляемый мультивибратор | 1982 |
|
SU1045350A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
