Изобретение относится к переработке пластмасс в изделия и может быть использовано при разработке и изготовлении форм для получения изделий с боковыми поднутрениями из полимерных материалов методом литья под давлением.
Известна литьевая форма для изготовления полимерных изделий с боковыми поднутрениями, т. е. поднутрениями, ось которых перпендикулярна оси разъема формы. В данной форме оформление боковых поднутрений обеспечивается специальными -подвижными знаками, которые выводятся из отформованного изделия с помощью отдельного привода 1.
Недостатком данной формы является сложность конструкции из-за наличия отдельных приводов, обеспечивающих поперечное перемещение оформляющих знаков.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является форма, содержащая неподвижную полуформу с матрицей и подвижную полуформу, включающую промежуточную плиту с закрепленным на ней пуансоном, плиту выталкивающей системы и связанные с ней знаки, оформляющие поднутрения 2.
Недостатком известной формы также является сложность конструкции из-за наличия отдельных механизмов для перемещения боковых знаков, оформляющих поднутрения в изделии.
Цель изобретения - упрощение конструкции формы..
Поставленная цель достигается тем, что в литьевой форме для изготовления полимерных изделий, содержащей неподвижную полуформу с матрицей и подвижную полуформу, включающую промежуточную плиту с закрепленным на ней пуансоном, плиту выталкивающей системы и связанные с ней знаки, оформляющие поднутрения, хвостовики знаков, оформляющих поднутрения, выполнены Г-образной формы, а в плите выталкивающей системы выполнены пазы, в которых с зазором установлены хвостовики знаков с возможностью поворота, причем на обращенных к пуансону и промежуточной плите поверхностях знаков выполнены наклонные участки, а на пуансоне и промежуточной плите выполнены имеющие тот же угол наклона, что и наклонные участки знаков, скосы для воздействия на знаки.
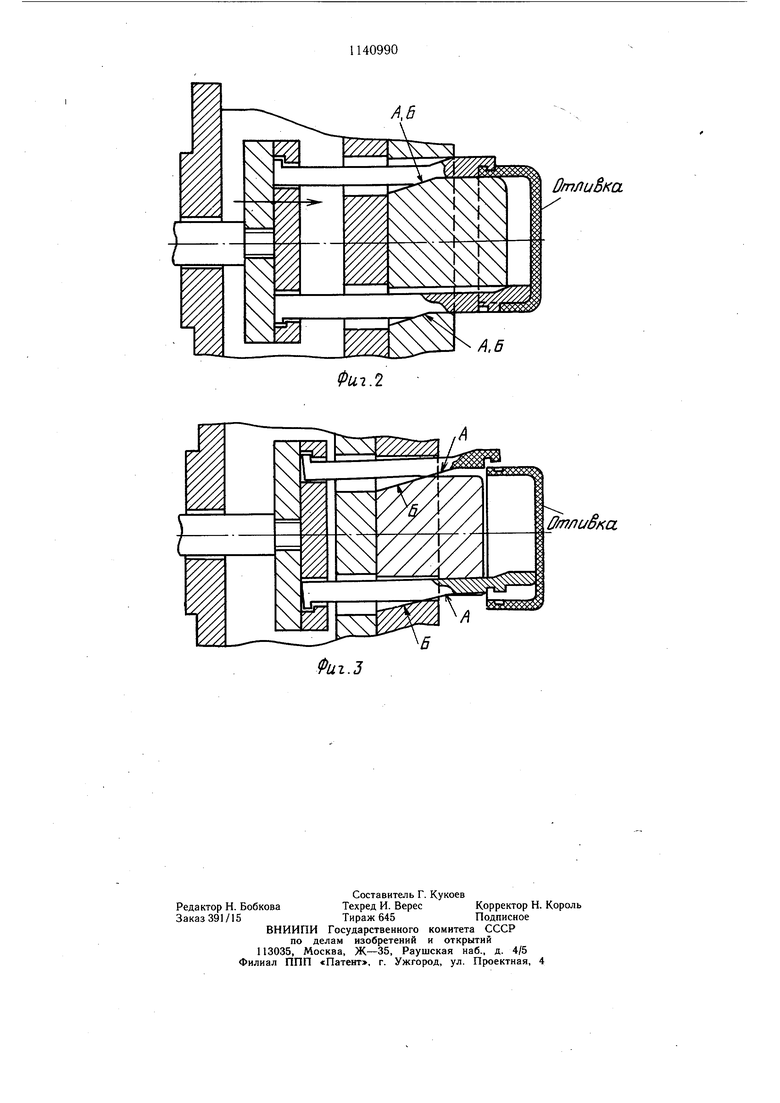
На фиг. 1 изображена сомкнутая форма, продольный разрез; на фиг. 2 - то же, в момент размыкания перед началом поворота знаков; на фиг. 3 - то же, после освобождения (сброса) отливок.
Литьевая форма для изготовления полимерных изделий содержит неподвижную полуформу с матрицей 1 и подвижную полуформу, включающую промежуточную плиту 2 с закрепленным на ней пуансоном 3, плиту 4 выталкивающей системы и связанные
с ней знаки 5, оформляющие поднутрения в изделии. Знаки 5 имеют Г-образные хвостовики 6, которые размещены в пазах 7 плиты 4 выталкивающей системы, и клиновые поверхности А и В, а на пуансоне 3 и промежуточной плите 2 соответствующие поверхностям А и В поверхности Б. Плита 4 выталкивающей системы жестко связана с плитой 8, которая имеет жестко связанный хвостовик 9, взаимодействующий с упором литьевой мащины. Форма также содержит
5 литниковую втулку 10. Угол наклона клиновых поверхностей А, Б, и В относительно оси разъема формь выбирается в пределах 10- 30° и изготавливается одинаковым на всех деталях конкретной формы.
Литьевая форма работает следующим об разом.
В сомкнутую форму через отверстие литниковой втулки 10 расплав полимерного материала впрыскивается в полость литьевой формы, образованную матрицей 1, пуансоном
5 3 и знаками 5. После выдержки под давлением и охлаждения полимерного материала получается изделие. При размыкании формы, на заданном расстоянии между неподвижной и подвижной полуформами, хвостовик взаимодействует с упором литьевой мащины и
0 останавливает выталкивающую систему с плитой 4 и знаками 5, а подвижная полуфор ма продолжает движение. При движении под вижной полуформы движутся пуансоны 3 и промежуточная плита 2. При этом наклонная поверхность А знаков 5 взаимодействует
с конической поверхностью Б пуансона 3 и промежуточной плиты 2. При этом изделие сталкивается с пуансона 3, а знаки 5 поворачиваются в пазах 7 плиты 4 выталкивающей системы. Перед окончанием размыкания формы знаки 5 поворачиваются в сторону от оси разъема настолько, что их формообразующие поверхности выводятся из отформованных поднутрений в изделии. После этого изделие сбрасывается из формы. При смыкании литьевой формы вся система выталкивания отводится в исходное положение. Обратный поворот знаков 5 осуществляется воздействием кромок пазов промежуточной плиты 2 и знаков 5 на клиновые поверхности В. После Смыкания литье0 вой формы цикл повторяется.
Предлагаемое выполнение литьевой формы позволит упростить ее конструкцию при изготовлении изделий из полимерных материалов с боковыми поднутрениями.
0ui.2
Л 6
ОтлиВка
/i.6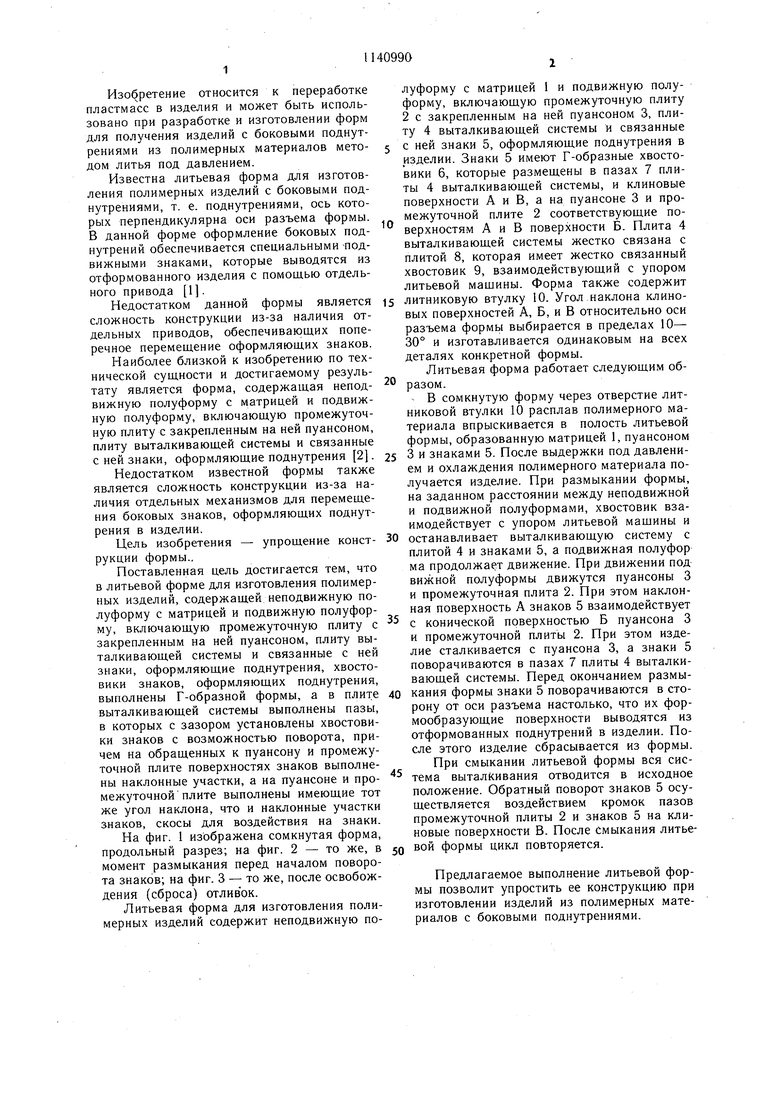
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1973 |
|
SU382516A1 |
| Литьевая форма для изготовления полимерных деталей с прерывистой резьбой | 1986 |
|
SU1380983A1 |
| Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение | 1989 |
|
SU1691113A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая неподвижную полуформу с матрицей и подвижную полуформу, включающую промежуточ ую плиту с закрепленным на ней пуансоном, плиту выталкивающей системы и связанные с ней знаки, оформляющие поднутрения, отличающаяся тем, что, с целью упрощения конструкции формы, хвостовики знаков, оформляющих поднутрения, выпо.тнены Г-образной формы, а в плите выталкивающей системы выполнены пазы, в которых с зазором установлены хвостовики знаков с возможностью поворота, причем на обращенных к пуансону и промежуточной плите поверхностях знаков выполнены наклонные участки, а на пуансоне и промежуточной плите выполнены имеющие тот же угол наклона, что и наклонные участки знаков, скосы для воздействия на знаки. А 2 В 5 1 (Л со 3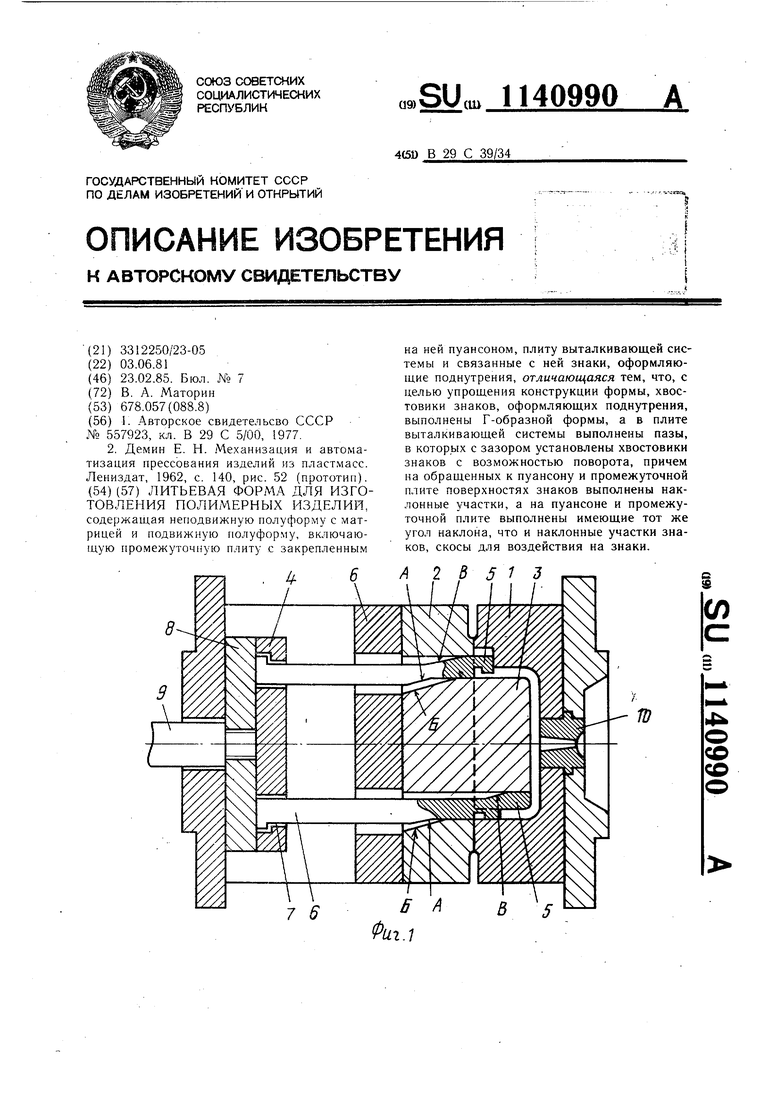
Отлибка,
иг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма | 1975 |
|
SU557923A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Демин Е | |||
| Н | |||
| Механизация и автоматизация прессования изделий из пластмасс | |||
| Лениздат, 1962, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
