/
со
00
со СП
а
Изобретение относится к технологии оп- ического приборостроения и предназначено для центрировки линз.
Цель изобретения - повышение точности центрирования линз и расширение диапа- аона радиусов поверхностей центрируемых
ДИНЗ.
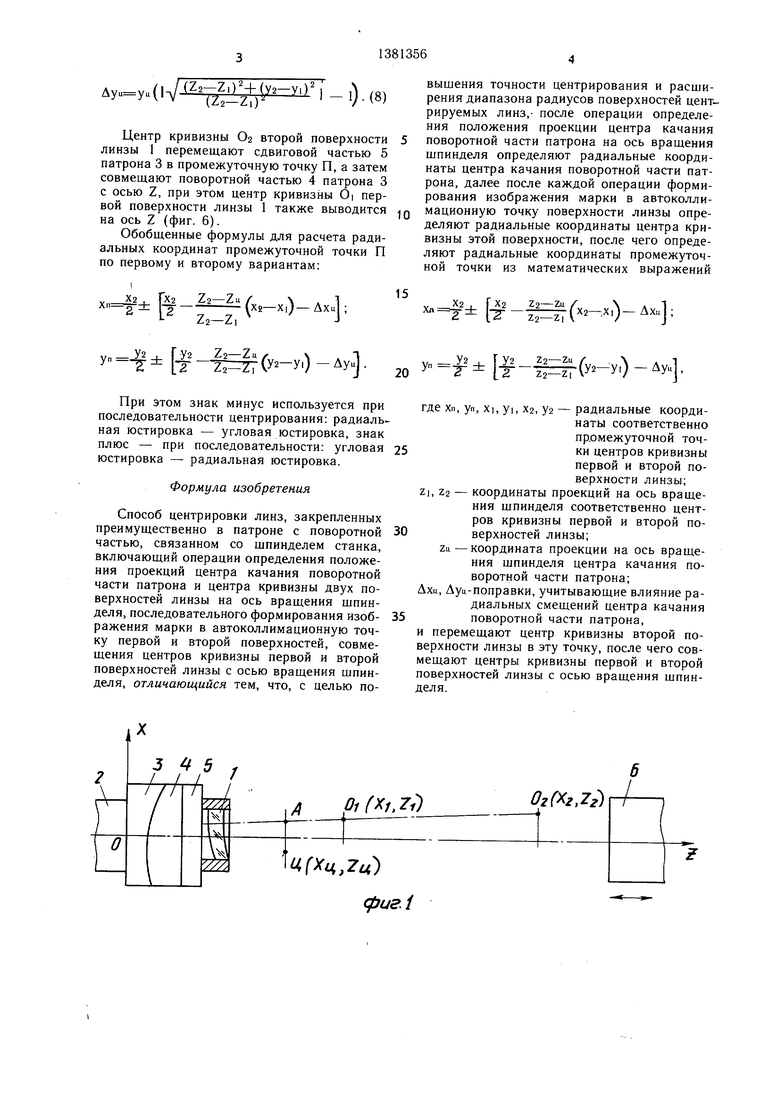
На фиг. 1 изображена схема определе- Йия радиальной координаты центра кривизны поверхностей линзы по первому варианту; па фиг. 2 - схема установки центра кри- изны в промежуточную точку по первому I арианту; на фиг. 3 - схема установки центров кривизны поверхностей линзы на с сь Z по первому варианту; на фиг. 4 - схема определения входных пространственных юординат центра качания поворотной части патрона и центров кривизны линзы по второму варианту; на фиг. 5 - схема определе- ь ия координат промежуточной точки из усло- Еия перемещения оси линзы в точку, для которой выполняется условие касания проек- иий оси линзы, по второму варианту; на фиг. 6 - схема выведения центров кри- Еизны поверхностей линзы на ось Z по вто- I ому варианту.
Способ центрирования заключается в с ледуюшем.
I По первому варианту линзу 1 устанав- л|ивают на шпиндель 2 при помощи пат- р|она 3 с поворотной частью 4 и сдвиговой ч|астью 5. Определяют координату Zu центра качания Ц поворотной части 4 патрона 3, координаты Zi и Z2 центров кривизны Oi и С)2 первой и второй поверхностей линзы 1. Определяют радиальные координаты хи и уи Центра качания Ц поворотной части 4 пат- ррна 3. Последовательно проецируют изобра- марки автоколлимационного микро- 6 в автоколлимационную точку первой и второй поверхностей линзы 1, после чего определяют радиальные координаты центра к|ривизны этой поверхности (фиг. 1) - для центра кривизны Oi первой поверхности лин- зЫ 1 - соответственно Х, yi, а для центра кривизны 02 второй поверхности линзы 1- , у2. Затем перемещают приводами поворотной части 4 патрона 3 центр кривизны Q2 второй поверхности линзы 1 в промежу- тфчную точку с координатами хп и уп (фиг. 2). При этом координаты промежуточной точки П рассчитывают с учетом исходного пространственного положения центра качания Ц поворотной части 4 патрона 3 и центров кривизны Oi и О2 поверхностей линзы 1 из условия выставления оптической оси линзы, проходящей через центры кривизны Oi и О2 параллельно оси Z:
|fzzf7(x2-x,)-Axu; (i;
у„ у2 -
Z2 - Zu Z2
-f (У2-У.) - Ayu, (2)
где Ахц и Ауц - поправки, учитывающие смещение центра качания Ц поворотной части 4 патрона 3 относительно оси Z, определяются из условия поворота точки А
пересечения оптической оси линзы с плоскостью качания поворотной части 4 патрона 3 в исходном положении относительно центра качания Ц поворотной части 4 патрона 3 в плоскости XZ по радиусу, равному I ха-хц I,
а в плоскости yZ - по радиусу, равному I уа-yul, где Ха и уа - радиальные координаты точки А, откуда
Дхц - (:
(Z2-Zu)(X2-Xl) 2-Z2-Z,
.)х
xoV-jl:i7 L,,.,.,- 1-1); (3)
(Z2-Zip+(X2-X,)
,12...)Х
X
Л/ - V Г7о-
(Z2-Zlll
(Z2-Zl)+ (Х2-Х,)
-).
(4)
Затем сдвиговой частью 5 патрона 3 совещают центр кривизны О2 второй поверхности линзы 1 с осью Z (фиг. 3), выводя
при этом на ось Z также центр кривизны О первой поверхности линзы 1.
По второму варианту центрирования инзы 1 (фиг. 4) определение исходных пространственных координат центра качания Ц поворотной части патрона 3 и центров
кривизны О| и О2 поверхностей линзы 1 осуществляют аналогично первому варианту 1 (фиг. 1).
После определения координат центра качания Ц и центров кривизны d и О2 поверхностей линзы 1 определяют координаты хп и УП промежуточной точки П из условия перемещения оси линзы 1 в точку В (фиг. 5), для которой выполняется условие касания проекций оси линзы 1 на плоскостях XZ и YZ, лежащих в этих плоскостях окружностей с координатами центров xuyu и yuzu и радиусами, соответственно равными Ixu 1 и lyu1, откуда
п (х2-Xl}-Дхц;
Z9Zl /
()
гдеДха х.( (
(5) (6)
-1);
(7)
ду.,.(,).,8,
Центр кривизны О2 второй поверхности линзы 1 перемещают сдвиговой частью 5 патрона 3 в промежуточную точку П, а затем совмещают поворотной частью 4 патрона 3 с осью Z, при этом центр кривизны Oi первой поверхности линзы 1 также выводится на ось Z (фиг. 6).
Обобщенные формулы для расчета радиальных координат промежуточной точки П по первому и второму вариантам:
вышения точности центрирования и расщи- рения диапазона радиусов поверхностей центрируемых линз,- после операции определения положения проекции центра качания поворотной части патрона на ось вращения шпинделя определяют радиальные координаты центра качания поворотной части патрона, далее после каждой операции формирования изображения марки в автоколлимационную точку поверхности линзы определяют радиальные координаты центра кривизны этой поверхности, после чего определяют радиальные координаты промежуточной точки из математических выражений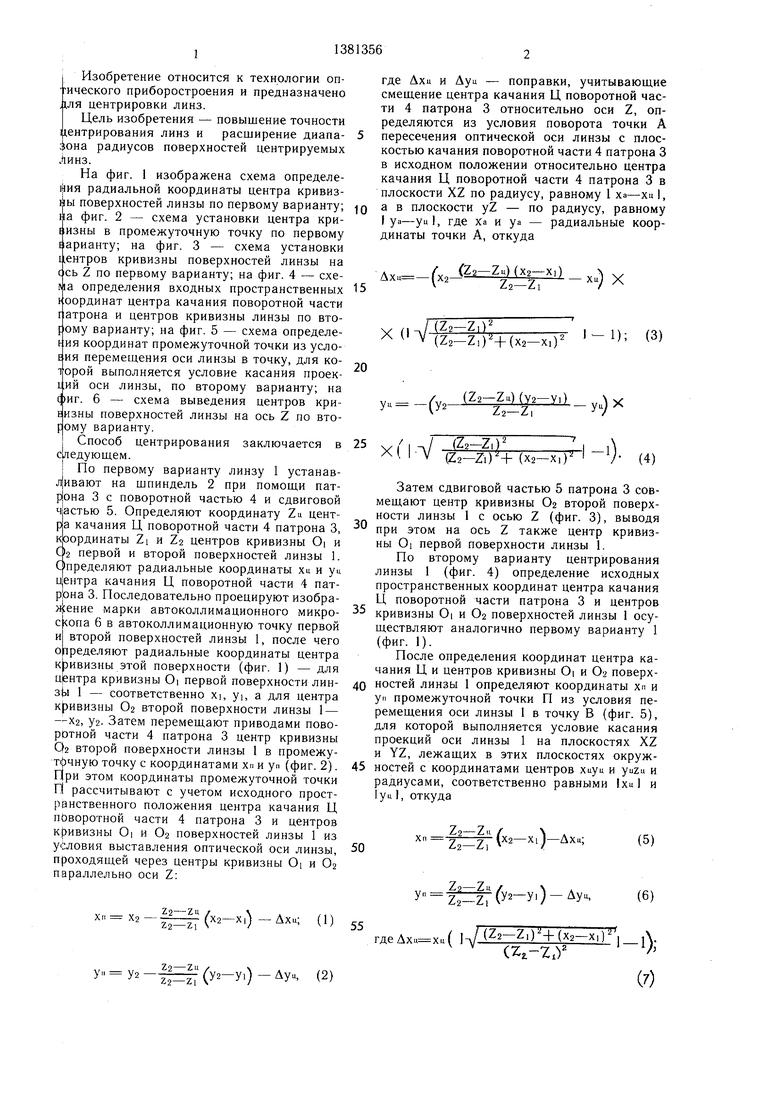
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| Устройство для центрирования линз | 1986 |
|
SU1455235A1 |
| Патрон для центрирования линз | 1983 |
|
SU1149201A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| Патрон для центрировки линз | 1985 |
|
SU1282042A1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
| Патрон для центрировки линз | 1985 |
|
SU1315922A1 |
| Устройство для центрировки линз | 1986 |
|
SU1365016A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ПАНКРАТИЧЕСКОЙ ОПТИЧЕСКОЙ СИСТЕМЫ | 2015 |
|
RU2593639C1 |
Изобретение относится к технологии оптического приборостроения и позволяет повысить точность центрирования и расширить диапазон радиусов поверхностей центрируемых линз. После установки линзы 1 на шпиндель 2 с помощью патрона 3 определяют координаты проекций центра качания поворотной части 4 патрона 3 на ось вращения шпинделя, центров кривизны обеих поверхностей линзы 1 и радиальные координаты центра качания поворотной части 4. Изображение марки- автоколлимационного микроскопа 6 последовательно проецируют в автоколлимационную точку первой и второй поверхностей линзы 1 с последующим определением радиальных координат центра кривизны этих поверхностей. Приводами поворотной части 4 перемещают центр кривизны второй поверхности линзы 1 в промежуточную точку, координаты которой рассчитаны из условия выставления оптической оси линзы 1, проходящей через центры кривизны параллельно оси Z. Сдвиговой частью 5 патрона 3 совмещают центры кривизны поверхностей линзы 1 с осью вращения шпинделя. 6 ил. i (Л
f:
ГХ2
b
Ъч-г
Z2-Z,
(х2-Х|)-Дхи ;
(y-y )-H- 20 v # b f-iS7()-H
при этом знак минус используется при последовательности центрирования: радиальная юстировка - угловая юстировка, знак плюс - при последовательности: угловая юстировка - радиальная юстировка.
Формула изобретения
Способ центрировки линз, закрепленных преимущественно в патроне с поворотной частью, связанном со щпинделем станка, включающий операции определения положения проекций центра качания поворотной части патрона и центра кривизны двух поверхностей линзы на ось вращения щпин- деля, последовательного формирования изоб- ражения марки в автоколлимационную точку первой и второй поверхностей, совмещения центров кривизны первой и второй поверхностей линзы с осью вращения щпин- деля, отличающийся тем, что, с целью по15
Хп
f
± - -1Й7С---)-Н
где Хп, УП, Х, У, Х2, у2 - радиальные координаты соответственно промежуточной точки центров кривизны первой и второй поверхности линзы;
Zi, Z2 - координаты проекций на ось вращения щпинделя соответственно центров кривизны первой и второй поверхностей линзы;
zu-координата проекции на ось вращения щпинделя центра качания поворотной части патрона; Ахц, Дуц-поправки, учитывающие влияние радиальных смещений центра качания поворотной части патрона, и перемещают центр кривизны второй поверхности линзы в эту точку, после чего совмещают центры кривизны первой и второй поверхностей линзы с осью вращения шпинделя.
| Устройство для автоматической центрировки линз | 1982 |
|
SU1027561A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Частотный измерительный преобразователь | 1981 |
|
SU972263A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
