СО
оо
О5
оо
(Г)
W
1в 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для фрезерования криволинейных деревянных заготовок | 1984 |
|
SU1197842A1 |
| Кондуктор для фрезерования криволинейных поверхностей щитовых заготовок | 1987 |
|
SU1435431A1 |
| Сервомеханизм | 1977 |
|
SU661154A2 |
| Станок для обработки блоков камня | 1977 |
|
SU740511A1 |
| Станок для обработки мебельных щитов по периметру | 1982 |
|
SU1147563A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| Однопильный станок | 1972 |
|
SU440250A1 |
| Станок для обработки деталей с криволинейными контурами | 1986 |
|
SU1391887A1 |
| ЛОБЗИКОВЫЙ СТАНОК | 1991 |
|
RU2038954C1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности и безопасности работы. Кондуктор включает верхний 1 и нижний 2 щиты с криволиA-f( нейными профильными кромками 3, которые шарнирно соединены петлей 6 между собой. Нижний шит 2 снабжен подпружиненным штоком 8 и переставными по плоскости щита упорами 13. Верхний щит 1 имеет отверстие 16, через которое проходит конец штока 8, и несущий эксцентрик 7. Этот щит снабжен также шарнирно прикрепленным к нему шаблоном 11 и втулкой (карандашни- цей) 12. Стопу обрабатываемых заготовок 18 укладывают на нижний щит 2, ориентируя ее при этом по расставленным определенным образом переставным упорам 13. Эксцентриком 7 прижимают стопу заготовок карандашом и ю шаблону намечают линию пропила. Затем шаблон 11 откидывают вверх и осуществляют выпиливание криволинейного профиля на ленточнопильном станке. 4 ил § СО
Фиг. 2
Изобретение относится к деревообрабатывающей промышленности, в частности к вспомогательным приспособлениям для выпиливания на ленточнопильном станке заготовок с криволинейным профилем.
Цель изобретения - повышение производительности и безопасности работы.
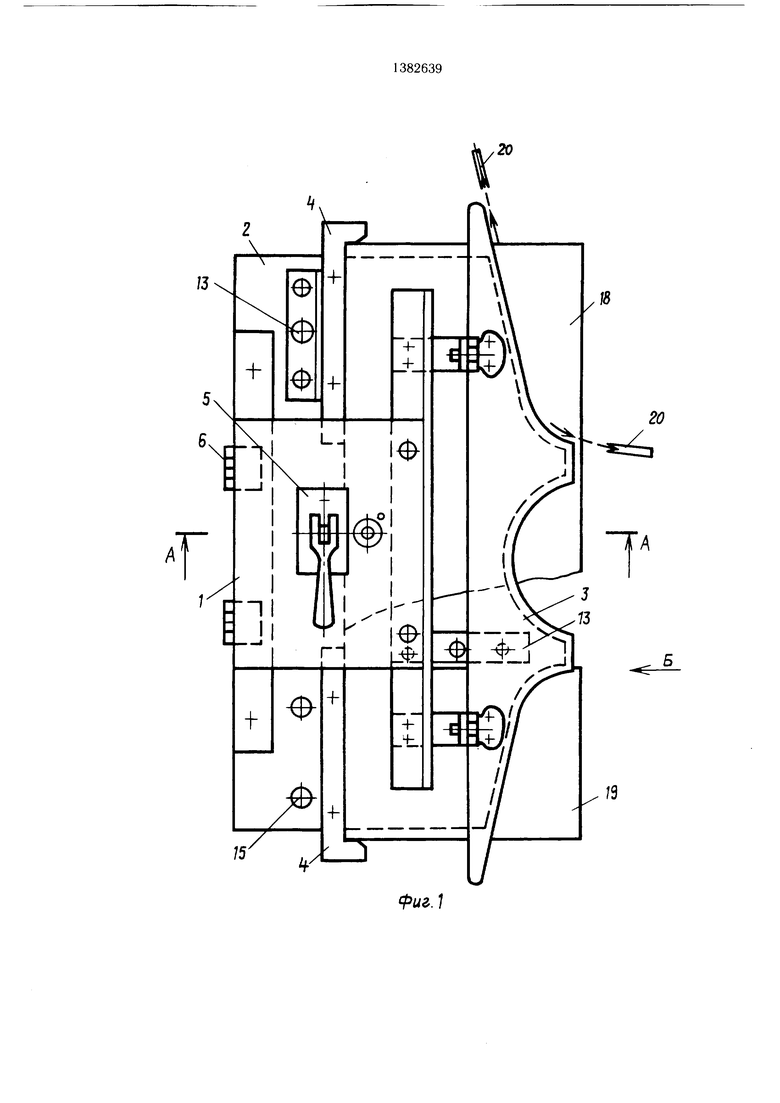
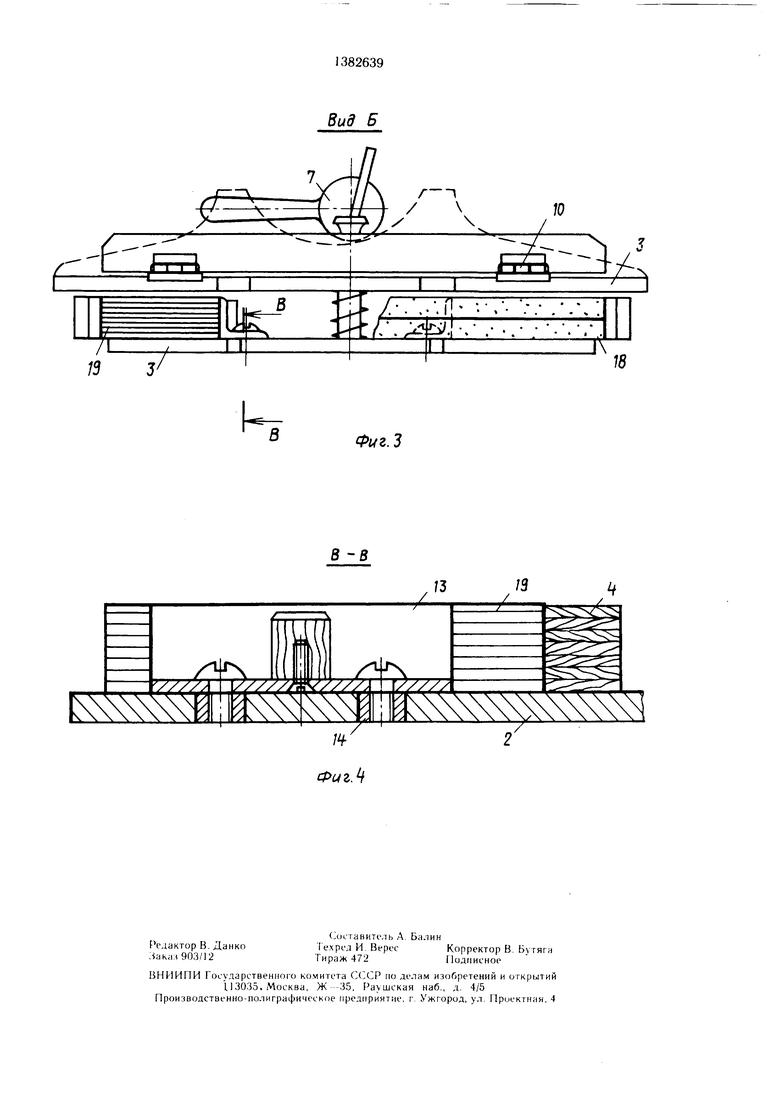
На фиг. 1 изображена схема кондуктора, вид сверху; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3.
Кондуктор для выпиливания заготовок с криволинейным профилем включает верхний 1 и нижний 2 щиты с криволинейными профильными кромками 3, упоры 4 и зажим 5, при этом верхний I и нижний 2 щиты шарнирно соединены петлями 6 и эксцентриком 7, который закреплен на оси подпружиненного штока 8, которым снабжен нижний щит 2. В плоскости верхнего щита 1 посредством кронштейна 9 и, петель 10 щар- нирно закреплен щаблон 11 и смонтирована карандашница, выполнення в виде втулки 12, при этом на плоскости нижнего щита 2 установлены переставные упоры 13, которые снабжены установочными штифтами 14 и размещены в соответствующих отверстиях 15, выполненных в щите 2. В верхнем щите 1 имеется отверстие 16, через которое пропущен подпружиненный шток 8. Позицией 17 обозначена опора, позициями 18 и 19 - обрабатываемые заготовки, .а позицией 20 - узел резания. Для обеспечения обработки желаемого типоразмера, например заготовок 18, переставные упоры 13, мешающие такой обработке, устанавливают в отверстиях 15, расположенных параллельно упорам 4. Кондуктор готов к работе.
Кондуктор работает следующи.м образом.
Обрабатываемые заготовки 18 укладывают на щите 2, базируя их по упорам 4. Посредством эксцентрика 7 и шарнирных петель 6 щиты 1 и 2 сжимаются, фиксируя заготовки 18 в устройстве, затем из втулки 12 извлекают карандаш, проводят криволинейный профиль по профилю шаблона 11 и возвращают карандащ во втулку 12. Во время укладки заготовок щаблон 11 откинут.
Посредством шарнирных петель 10 и кронштейна 9 откидывают шаблон II и осуществляют выпиливание криволинейных профилей заготовок 18 на ленточнопильном станке, при этом ведут обработку вначале одного профиля, затем кондуктор переворачивают на столе ленточнопильного станка и осуществляют выпиливание следующего про- филя заготовок 18, после чего обработанные детали освобождают эксцентриком 7 и цикл обработки повторяют.
Для обеспечения обработки заготовок 19 переставные упоры 13 штифтами 14 устанав0 ливают в отверстиях 15, располагая их перпендикулярно упорам 4 под углом 90°. Укладывают заготовки 19 на две стопы, базируя их посредством упоров 4 и переставных упоров 13 и цикл обработки выполняют в полном соответствии с обра5 боткой заготовок 18.
Устранение непосредственного контакта зубьев пилы с шаблоном для вычерчивания криволинейных профилей повышает безопасность работы, а наличие шарнирно сое- диненнйх щитов, связанных эксцентриком, сводит к минимуму затраты времени на зажим заготовок и сокращает время на вычерчивание криволинейных профилей последующих в стопе заготовок. Этому же способствует групповая обработка заготовок, раз5 ных по размеру, и шарнирно закрепленный шаблон с криволинейными профильными кромками.
Изобретение повышает производительность, безопасность и эффективность выпиливания заготовок с криволинейным профилем.
0
Формула изобретения
Кондуктор для выпиливания заготовок с криволинейным профилем, включающий нижний щит с криволинейной профильной
5 кромкой и подпружиненным щтоком, верхний щит с отверстием, через которое пропущен подпружиненный шток, упоры и зажим, отличающийся тем, что, с целью повышения производительности и безопасносд ти работы, верхний и нижний щиты щар- нирно соединены между собой, верхний щит снабжен щарнирно установленным шаблоном и втулкой, а нижний щит снабжен переставными упорами со штифтами, причем зажим выполнен эксцентриковым и размещен
5 на конце подпружиненного штока снаружи верхнего щита.
15
/
20
20
риг.1
Вид Б
в
Н ФцгМ
Фиг.З
/1/
| Печатников М | |||
| И | |||
| Пособие для рабочих станочников мебельного производства | |||
| М.: Гослесбумиздат, 1962, с | |||
| Насос | 1917 |
|
SU13A1 |
| Шаблон для фрезерования криволинейных деревянных заготовок | 1984 |
|
SU1197842A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
