i Изобретение относится к текстиль- нэму отделочному оборудованию, а , к устройствам для экономного нанесения отделочных растворов на твкстильное полотно при помощи гравированного вала.
Цель изобретения - улучшение качества обработки полотна путем устранения кольцеобразной неравномерности р|аспределения раствора в гравюре.
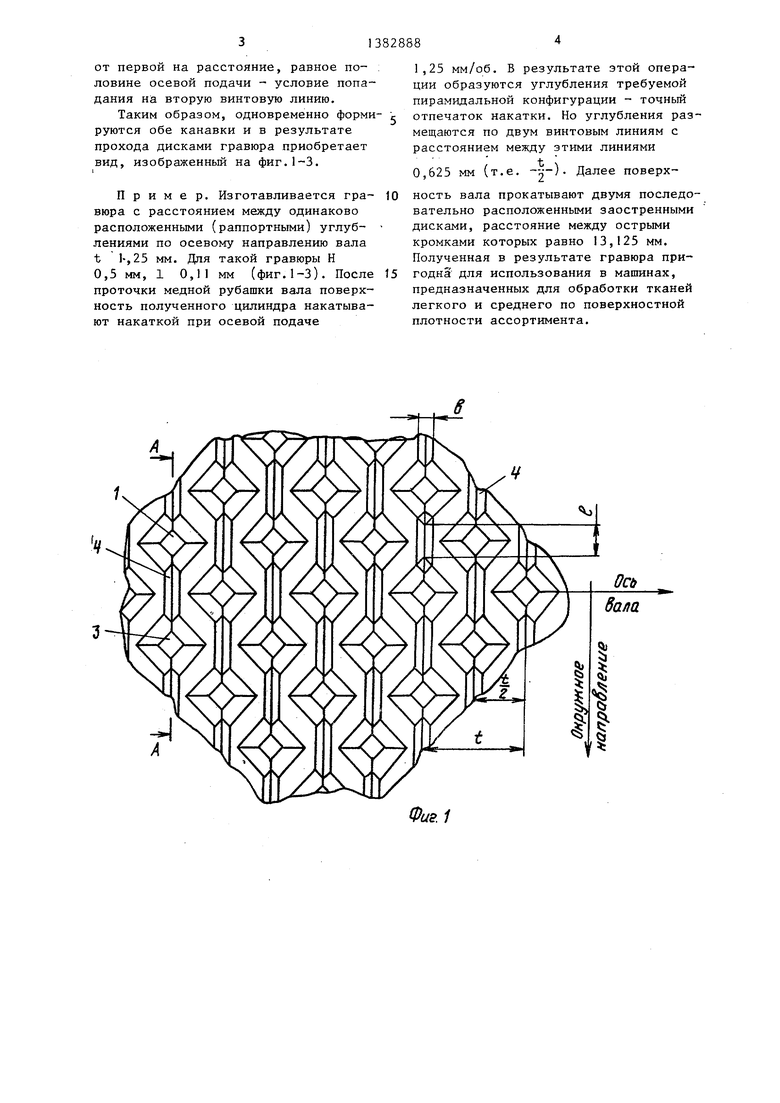
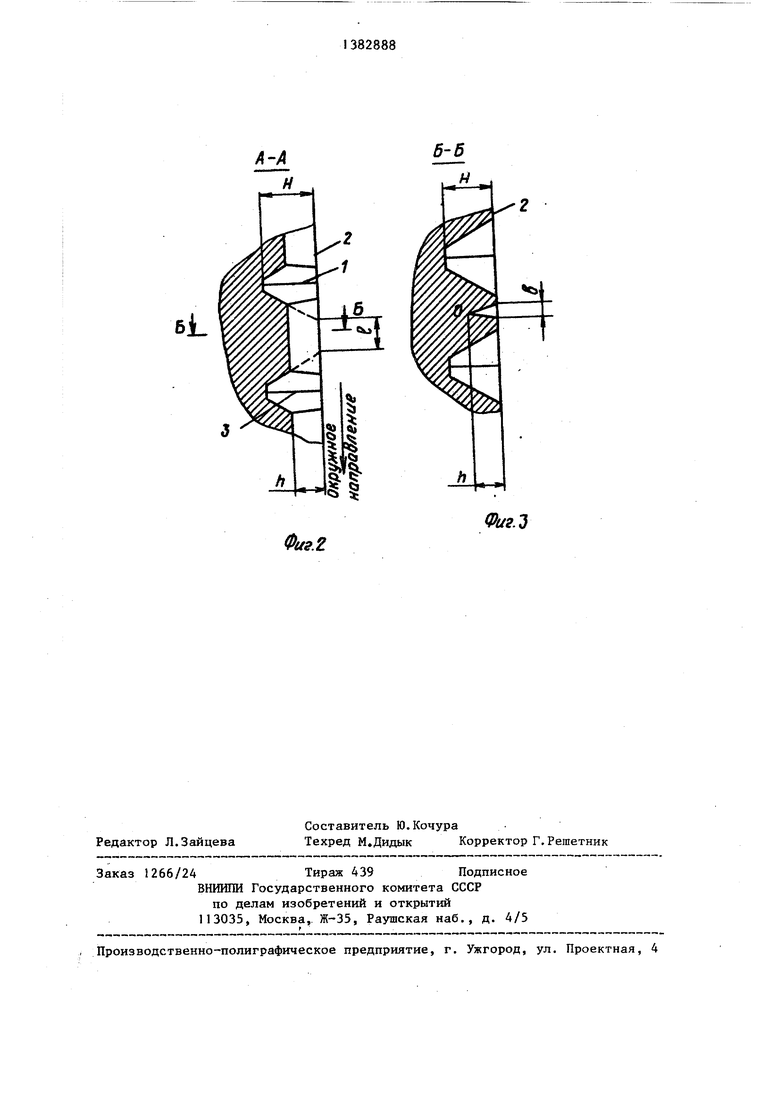
На фиг.1 изображена гравюра, вид на поверхность вала по нормали к оси вала; на фиг.2 - разрез на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Устройство содержит пару валов ( яе показано), один из которых имеет эластичнбе покрытие и является раклей, а другой имеет гравюру (|)иг.1-3), выполненную в виде пира- мвдальных углублений 1 на поверхности 2 вала.
Соседние в окружном направлении (кг. и 2) углубления I и 3 гравюры соединены друг с другом канавкой 4, п|роходя1цей через диагонали прямо-. У|гольников-оснований пирамид этих у лублений 1 и 3. Ширина Ъ канавки 41 на поверхности 2 вала составляет 01,5-0,8 длины канавки 1 (расстояния между углублениями 1 и 3 до прореза- ния канавки 4). Канавка 4 имеет форму к|пина, т.е. сужается от поверхности 2; вала вглубь. Глубина h канавки 4 составляет 0,5-0,8 глубины Н пирами- дуальных углублений 1 .
Нанесение обрабатывающего раствора каобрабатываемьй материал с помощью гравюры осуществляется следующим образом .
Двигаясь в жидкости, гравюра вала воспринимает эту жидкость как свои- ни углублениями 1 и канавками 4, так И поверхностью 2, Для подготовки к встрече с обрабатываемым полотном ткани гравюра раклируется, т.е. удаляется лищняя жидкость, оставляя лищь необходимое ее количество. Предлагаемая гравюра раклируется валом с эластичным покрытием (мягкая резина). Кал оказывает давление на гравюру перпендикулярно плоскости изображения (фиг.1) и катится по гравюре в окружном направлении. При этом резина ракельного вала вдавливается в углубле- ния 1, но давления там создать не может, так как жидкость из углубления 1 )зытекает в соседние углубления Зто канавке 4. Глубина h канавки 4 выбрана таковой , что резина ракельного вала ее не перекрывает Этому же способствует то, что канавка 4 клиновая, и резина ракельного вала, не способная принять остроугольную форму, никак не может заполнить собой канавку в районе ее острия О (фиг.З). Ширина Ъ канавки выбрана такой, чтобы не произошло соединения между собой пирамидальных углублений, соседних в осевом направлении (фиг.З), что неминуемо вызовет подтеки жидкости по осевому направлению.
Таким образом, в процессе валкового раклирования гидравлическое давление в гравюре не получает резких перепадов и после ракельного вала выбросов жидкости из гравюры не происходит. Поэтому не имеет место и кольцеобразная неравномерность распределения в гравюре.
Конкретные параметры ширины b и глубины h канавки 4 проверены экспериментально при конкретных значениях рабочих параметров машины.
Для получения гравюры необходимо выполнить операции. После прохода поверхности вала накаткой поверхность вала прокатывают заостренным диском с той же осевой подачей. Поверхность вала одновременно прокатывают вторым диском, отстоящим от первого в осевом направлении на величину, кратную нечетному числу половин осевой подачи. Качение острого диска по поверхности вала, накатанного накаткой, вызывает появление на поверхности продавленной клинообразной канавки без загиба перегородок между углублениями 1 (фиг.1). Если Диск совместить с диагональю основания одного из углублений 1 и начать вращать вал с прилсатым к нему диском, сдвигая диск в осевом направлении с той же подачей, с которой производилось накатывание пирамидальных углублений, , диск продавит канавку через все диагонали оснований углублений, расположенных на одной из двух параллельных винтовый линий. Чтобы одновременно сформировать канавку и на второй параллельной винтовой линии поверхность вала одновременно прокатывают вторым диском, отстоящим от первого в осевом направлении на величину . . кратную нечетному числу половин осевой подачи, при этом второй диск бу-; дет формировать канавку, отдаленную
от первой на расстояние, равное по- ловине осевой подачи - условие попадания на вторую винтовую линию.
Таким образом, одновременно форми руются обе канавки и в результате прохода дисками гравюра приобретает вид, изображенный на фиг.1-3.
1
Пример. Изготавливается гра- вюра с расстоянием между одинаково расположенными (раппортными) углублениями по осевому направлению вала t 1-,25 мм. Дпя такой гравюры Н 0,5 мм, 1 0,11 мм (фиг.1-3). После проточки медной рубашки вала поверхность полученного цилиндра накатывают накаткой при осевой подаче
1,25 мм/об. Б результате этой операции образуются углубления требуемой пирамидальной конфигурации - точный отпечаток накатки. Но углубления размещаются по двум винтовым линиям с расстоянием между этими линиями
0,625 мн (т.е. -2-). Далее поверхность вала прокатывают двумя последовательно расположенными заостренными дисками, расстояние между острыми кромками которых равно 13,125 мм. Полученная в результате гравюра пригодна для использования в машинах, предназначенных для обработки тканей легкого и среднего по поверхностной плотности ассортимента.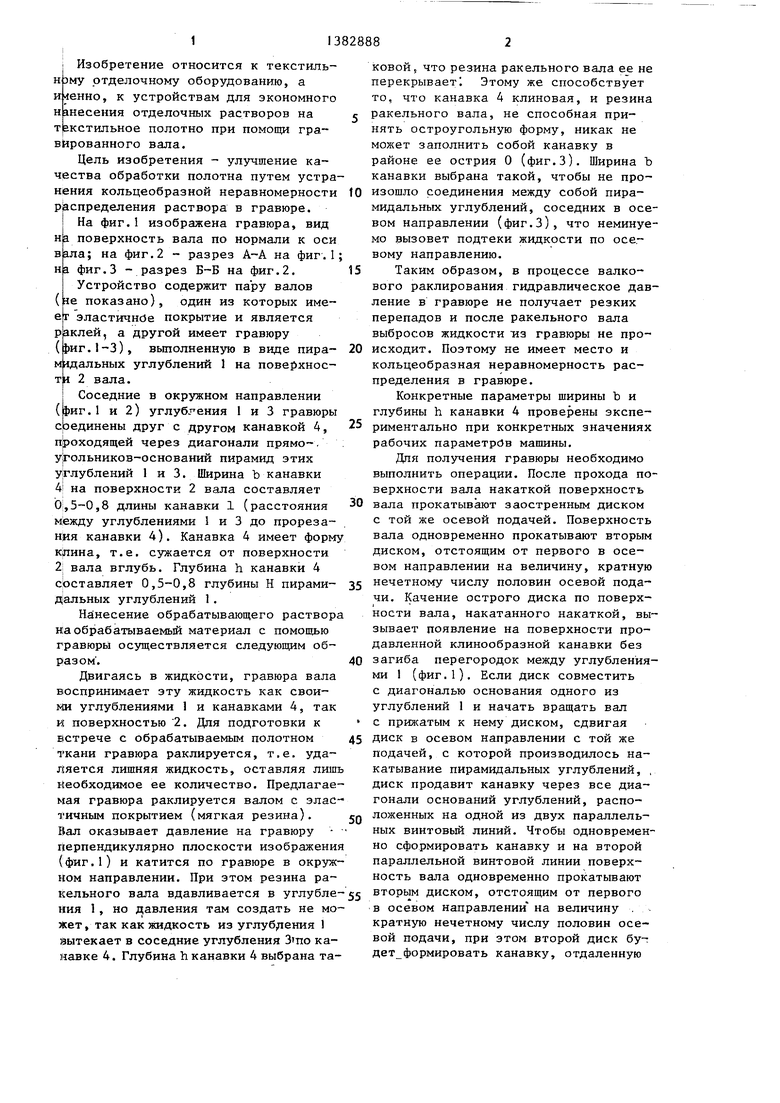
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| РЕГУЛИРУЕМАЯ ПО ДЛИНЕ ПАЛКА ДЛЯ ХОДЬБЫ И ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2010 |
|
RU2488328C2 |
| ОСЕВАЯ ОПОРА СКОЛЬЖЕНИЯ ЗАБОЙНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2201489C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Приспособление для накатывания гравюры на вал текстильной машины | 1985 |
|
SU1341048A1 |
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ-ОБКАТКИ ПРОВОЛОКИ | 1996 |
|
RU2092258C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
1
Фие.1
К-К
6L
Фиг.г
Фиг.:)
| Авторское свидетельство СССР № 1311301, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
