:о х
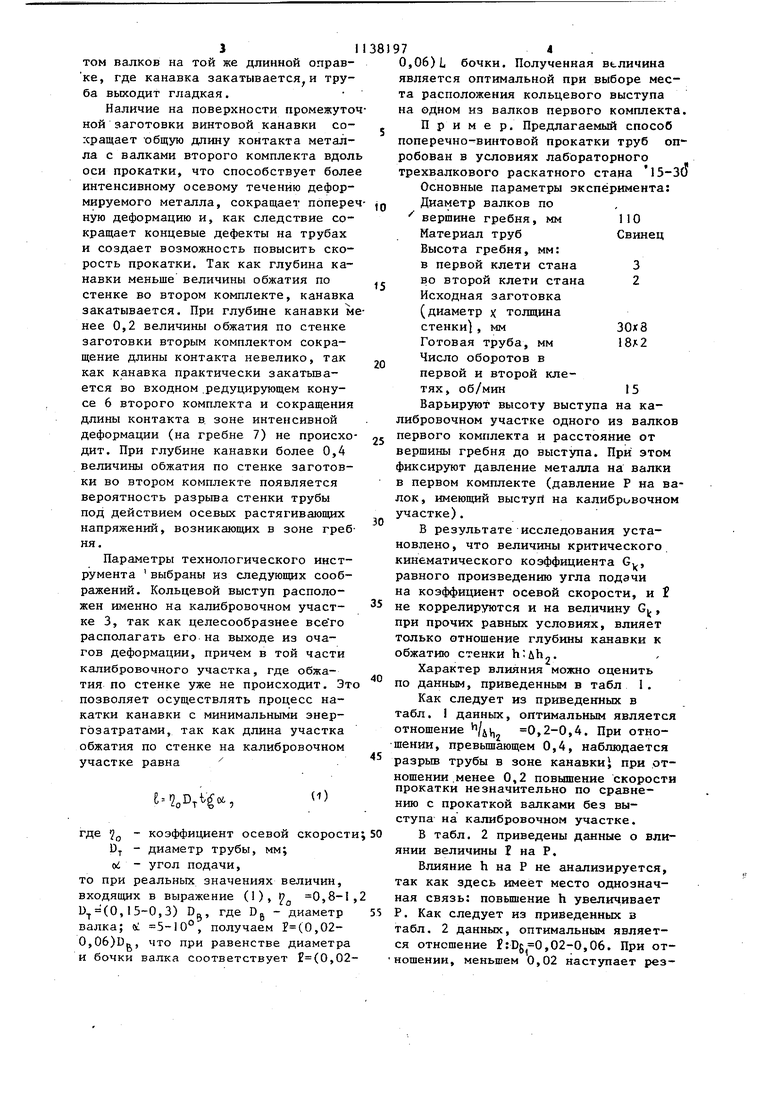
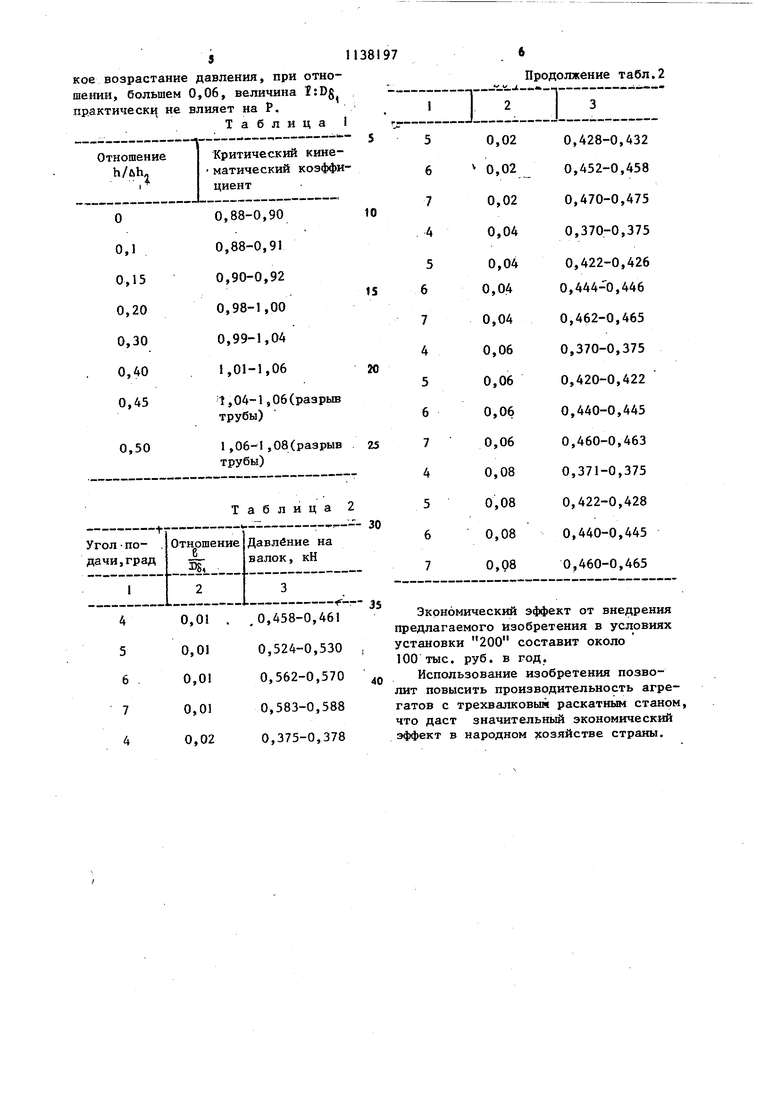
со kj 1 Изобретение относится к обработк металлов давлением, а именно к технологическому инструменту для производства бесшовных труб винтовой прокаткой. Известен технслогический инструмент для винтовой .раскатки труб на элонгаторе, включающий комплект вал ков, все валки которого имеют одина ковую калибровку, а именно: каждый валок составлен из направляющего конуса, конуса захвата, вьтуклого гребня, осуществляющего основную деформацию по стенке заготовки, цилиндрического раскатного участка, конуса осаживания и калибрующего цилиндрического участка ij Недостаток данного технологичесKord инструмента состоит в том, что при определенных параметрах прокатки (угол подачи, отношение ди аметрэ к толщине стенки трубы и т.д он не предотвращает появления не обратимых концевых дефектов (раструбов) на трубах. Это, в конечном счете, ограничивает производительность агрегата. Известен технологический инструмент для винтовой прокатки труб, со держащий оправку, расположенные вокруг нее три валка, каждый из которых составлен из входного конуса, гребня, калибровочного участка и вы ходного конуса, причем на одном из валков выполнен кольцевой выступ шириной 0,01-0,03 длины бочки валка с поперечным сечением в виде сег мента окружности, радиус которой равен 0,1-0,4 высоты гребня, расположенный на входном конусе на расстоянии 0,05-0,25 длины бочки валка от основания гребня. Использование такого технологического инструмента позволяет снизить поперечную деформацию, сократить концевые дефекты 2 . Недостаток указанного валка состоит в том, что при его использовании наличие выступа на входном конусе ухудшает условия захвата труб. Этот недостаток особенно ощутим при использовании инструмента в системе двух станов, так как в первом ст не прокатывают довольно толстостенные гильзы с отношением диаметра к толщине стенки порядка 5-6,5. Наиболее близким по технической сущности к предлагаемому является технологический мнструмент для по72перечно-винтовой прокатки, включающий два последовательно установленных трехвалковых комплекта косо расположенных гребневых валков и длинную оправку З . Известный инструмент позволяет повысить точность труб и снизить разностенность, но производительность процесса при этом низка. Цель изобретения - повышение производительности процесса раскатки труб. Поставленная цель достигается тем, что в технологическом инструменте, содержащем два последовательно установленных трехвалковых комплекта косо расположенных гребневых валков и длинную оправку, на одном из валков первого комплекта за гребнем на расстоянии, составляющем 0,020,06 длины бочки, выполнен кольцевой сегментньш выступ высотой, равной 0,15-0,30 высоты гребня. Образование первым комплектом валков на поверхности заготовки винтовой канавки позволяет сократить суммарную длину контакта металла с валком во втором, что при прочих равных условиях в соответствии с законом наименьшего сопротивления снижает величину поперечной деформации и, как следствие, сокращает концевые дефекты на готовых трубах и создает резерв повьт1ения скорости прокатки. На фиг. 1 представлен предлагаемьй инструмент, общий вид, разрез; на фиг. 2 - узел 1 на фиг. 1. Инструмент содержит первый трехвалковый комплект, состоящий из трех косо установленных валков, каждьй из которых имеет входной конус 1, гребень.2, калибровочный участок 3с кольцевым сегментным выступом 4на одном валке и выходной конус 5, и второй трехвалковьй комплект, валки- которого имеют входной редуцирующий конус 6, гребень 7, калибруюпщй конус 8 и выходной конус 9, и оправку 10. Входящая в первый комплект заготовка деформируется на оправке 10 валками и превращается в промежуточную заготовку с геликоидальной канавкой на внешней поверхности. От кольцевого сегментного выступа 4 на одном из валков глубина канавки составляет 0,2-0,4 величины обжатия по стенке заготовки вторым комплек3том валков на той же длинной оправке, где канавка закатывается, и труба выходит гладкая. Наличие на поверхности промежуто ной заготовки винтовой канавки согфащает -общую длину контакта металла с валками второго комплекта вдол оси прокатки, что способствует боле интенсивному осевому течению деформируемого металла, сокращает попере ную деформацию и, как следствие сокращает концевые дефекты на трубах и создает возможность повысить скорость прокатки. Так как глубина канавки меньше величины обжатия по стенке во втором комплекте, канавка закатывается. При глубине канавки м нее 0,2 величины обжатия по стенке заготовки вторым комплектом сокращение длины контакта невелико, так как канавка практически закатьшается во входном .редуцирующем конусе 6 второго комплекта и сокращения длины контакта в. зоне интенсивной деформации (на гребне 7) не происхо дит. При глубине канавки более 0,4 величины обжатия по стенке заготовки во втором комплекте появляется вероятность разрыва стенки трубы под действием осевых растягиваюпцгх напряжений, возникающих в зоне греб ня. Параметры технологического инструмента выбраны из следующих соображений. Кольцевой выступ расположен именно на калибровочном участке 3, так как целесообразнее всего располагать его на выходе из очагов деформации, причем в той части калибровочного участка, где обжатия по стенке уже не происходит. Эт позволяет осуществлять проц,есс накатки канавки с минимальными энергозатратами, так как длина участка обжатия по стенке на калибровочном участке равна где 7о коэффициент осевой скорост D - диаметр трубы, мм; oi - угол подачи, то при реальных значениях величин, входяощх в выражение (), 0,8-1 D(0,15-0,3) Dg, где Dg - диаметр валка; «d 5-10°, получаем (0,020,06)Dg, что при равенстве диаметра и бочки валка соответствует (0,02 7Л 0,06)L бочки. Полученная вtличинa является оптимальной при выборе места расположения кольцевого выступа на одном из валков первого комплекта. Пример. Предлагаемый способ поперечно-винтовой прокатки труб опробован в условиях лабораторного трехвалкового раскатного стана 15-30 Основные параметры эксперимента: Диаметр валков по вершине гребня, мм 110 Материал трубСвинец Высота гребня, мм: в первой клети стана 3 во второй клети стана 2 Исходная заготовка (диаметр х толщина стенки), мм30x8 Готовая труба, мм 18л2 Число оборотов в первой и второй клетях, об/мин15 Варьируют высоту выступа на калибровочном участке одного из валков первого комплекта и расстояние от вершины гребня до выступа. При этом фиксируют давление металла на валки в первом комплекте (давление Р на валок, имеющий выстуй на калибровочном участке). В результате исследования установлено , что величины критического кинематического коэффициента G, равного произведению угла подачи на коэффициент осевой скорости, и f не коррелируются и на величину G, при прочих равных условиях, влияет только отношение глубины канавки к обжатию стенки hluh. Характер влияния можно оценить по данным, приведенным в табл 1. Как следует из приведенных в табл. I данных, оптимальным является отношение i/j, 0,2-0,4. При отношении, превьш1ающем 0,4, наблюдается разрыв трубы в зоне канавкиi при отношении .менее 0,2 повышение скорости прокатки незначительно по сравнению с прокаткой валками без выступа на калибровочном участке. В табл. 2 приведены данные о влиянии величины I на Р. Влияние h на Р не анализируется, так как здесь имеет место однозначная связь: повьш1ение h увеличивает Р. Как следует из приведенных з табл. 2 данных, оптимальным является отношение P:Dg 0,02-0,06. При отношении, меньшем 0,02 наступает резкое возрастание давления, при отноПродолжение табл.2
f J J
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для винтовой раскатки труб | 1977 |
|
SU596304A1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Валок трехвалкового раскатного стана | 1989 |
|
SU1736651A1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Валок для винтовой прокатки труб на трехвалковом стане | 1978 |
|
SU749471A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| Валок трехвалкового раскатного стана | 1982 |
|
SU1047557A1 |
ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ, содержащий два последовательно установленных трехвалковых комплекта косо расположенных гребневых валков и длинную оправку, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности процесса раскатки труб, на одном из валков первого комплекта за гребнем на расстоянии, составляющем 0,02-0,06 длины бочки, вьшолнен кольцевой сегментный выступ высотой 0,15-0,30 высоты гребня.
1(0.02-0.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка труб | |||
| М., Металлургиздат, 1962, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ ПРОДУКТОВ УПЛОТНЕНИЯ ФОРМАЛЬДЕГИДА С ФЕНОЛАМИ И ДРУГИМИ ВЕЩЕСТВАМИ | 1925 |
|
SU512A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
