со оо со
Изобретение относится к оптической дефектоскопии и может быть использовано во многих отраслях народного хозяйства при контроле качества про- зрачных материалов.
Цель изобретения - повышение точности контроля и уменьшение габаритов сканирующего механизма.
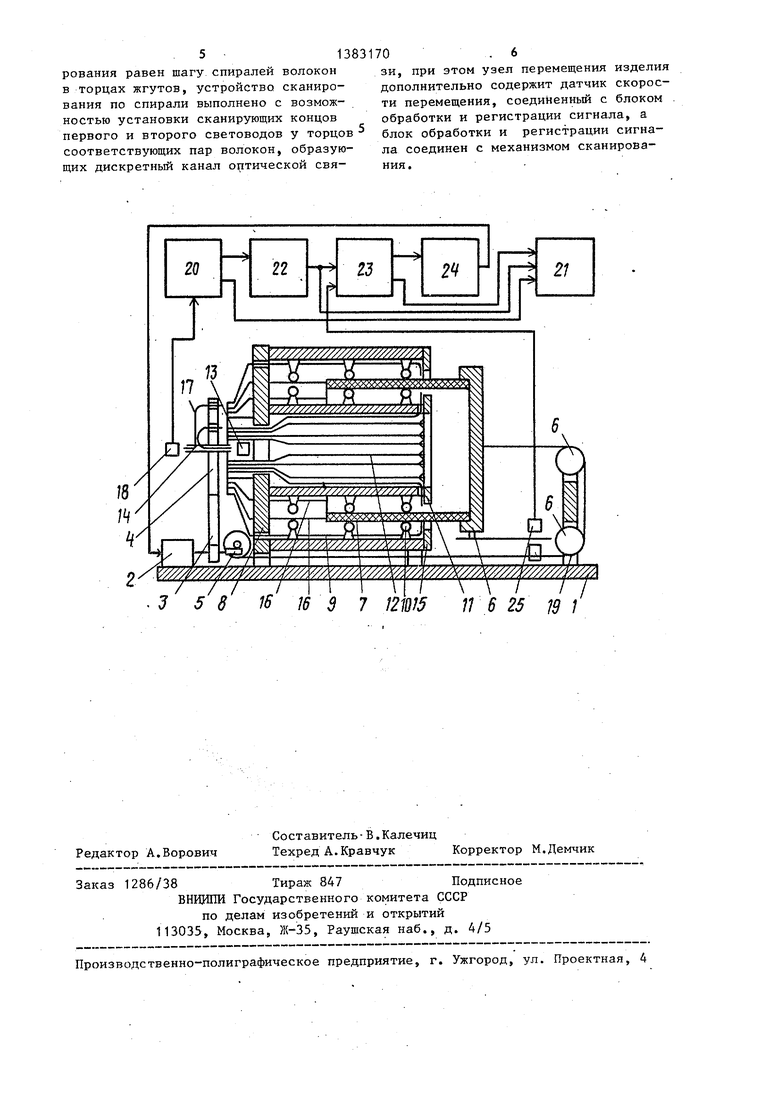
На чертеже изображено устройство для обнаружения дефектов в прозрачных изделиях, общий вид.
Устройство состоит из основания 1, на котором закреплены электродвигатель 2 с передачей 3, передающей вращение на устройство 4 сканирования, и передачей 5, передающей вращение на узел 6 поДачи контролируемого изделия 7. Узел 6 подачи включает в себя приемный барабан, трос, два ролика и механизм захвата контролируемого изделия 1, Кроме того, на основании 1 расположена стойка 8 с закрепленными на ней направляющими 9, на которых находятся ролики 10. На направляющих 9 расположены внутрен-. НИИ держатель 11 второй системы 12 оптических волокон, передающих излучение; от излучателя 13 через световод 1 /t механизма сканирования на кон- тролируемое изделие 7, и внешний держатель 15 первой системы 16 оптиче-с- ких волокон, передающий излучение, прошедшее через контролируемое изделие 7, на, световод 17 механизма сканирования и далее на фотоприемник 18. На основании 1 закреплена также с возможностью перемещения стойка 19 узла 6 подачи контролируемого изделия В состав устройства входит, блок обработки и регистрации сигнала, который включает в себя фотоприемник 18, уси- литель 20, видеомагнитофон 21, формирователь 22 строчных импульсов, формирователь 23 кадровых импульсов, синхронизатор 24 и фотопрнемник 25. Фотоприемник 18, принимающий излучение со световода 17, соединен с входом усилителя 20, первый выход которого соединен с первым входом видео- магнитофона 21, а второй - с входом формирователя 22 строк, выход которого соединен с вторым входом видеомагнитофона 21 и с одним входом формирователя 23 кадров, второй вход «0торого соединен с фотоприемником 25 датчика скорости подачи контролируемого изделия 7. Первый выход формирователя 23 кадров соединен с третьим
входом видеомагнитофона 21, а второй выход формирователя 23 кадров соединен с входом синхронизатора 24, выход которого соединен с -электродвигателем 2.
Устройство для обнаружения дефектов в прозрачных изделиях работает следующим образом.
Контролируемое изделие 7 (например, труба из стеклопластика) заводится по роликам 10 между внутренним 11 и наружным 15 держателями. Стойка 19 ставится в положение, исключающее провисание троса узла 6 подачи. При включении устройства происходит синхронное сканирование торцов жгутов оптических систем 12 и 16 волокон гго соответствующим спиралям световодами 14 и 17 и подача контролируемого изделия 7 относительно держателей 11 и 15. При этом световой поток от излучателя 13 поступает на осевой торец световода 14 и выходит из его сканирующего торца, освещая поочередно по спирали торец системы 12 оптических волокон, вторые концы которых распределены равномерно по внутреннему держателю 11. Таким образом, излучение направляется поочередно по точкам линии окружности на внутреннюю поверхность контролируемого изделия 7. Пройдя через стенку контролируемого изделия 7, излучение попадает на соответствующие торцы волокон, закрепленные в наружном держателе 15 оптической системы волокон 16, вторые концы которых уложены по спирали кон- центрично первой. Затем излучение попадает на сканирующий торец световода 17, перемещающийся по спирали синхронно со световодом 14, и выходит из его осевого торца, попадая на фотоприемник 18. Сигнал с фотоприемника поступает на вход усилителя 20, с выхода которого поступает на видеомагнитофон 21. С второго выхода усилителя сигнал поступает на формирователь 22 строчньпс импульсов, где формируются прямоугольные импульсы, подсчитывается в соответствии с количеством волокон в держателях 11 и 15 и формируется строчный импульс развертки, который поступает на вход строчной синхронизации видеомагнитофона 21 и на формирователь 23 кадров, на второй вход которого поступает сигнал с фотоприемника 25 датчика скорости подачи контролируемого изделил. Формирователь 23 кадров сравнивает количество строк в кадре с размером кадра и вырабатывает кадровый импульс для записи на видеомагнитофон 21 .
Кроме того, с второго выхода формирователя 23 кадров сигнал поступает на синхронизатор 24, который управляет скоростью вращения двигателя 2, а следовательно, и скоростью подачи контролируемого изделия. Таким образом, на видеомагнитофон 21 записывается информация о пропускании контролируемым изделием 7 прямого светового потока, развернутого в строку по окружности контролируемого изделия и с выбранным количеством строк в кадре. Эту запис1з затем просматривают на видеоконтрольном устройстве и судят о дефектности среды.
Предлагаемое устройство позволяет исключить влияние засветки от рассеянного излучения, получить наименьшее пятно рассеяния, дает возножность контроля труб большого диаметра, что в свою очередь, позволяет упростить конструкцию, снизить металлоемкость устройства, снизить размеры сканирующего механизма, увеличить точность синхронизации сканирования, повысить контрастность, а следовательно, точность определения границ дефектов при высокой производительности контроля.
Влияние рассеянного излучения оценивается отношением импульсов с фотоприемника при двустороннем и одностороннем сканировании одного образца труб из стеклопластика с зало
женным дефектом (расслоение с рас
крытием мм). При этом отношение амплитуд импульсов равняется 0,7, а контрастность границ дефекта на видеоконтрольном устройстве увеличивается на 2 градации. одних концов волокон в держателях упрощает конструкцию устройства, так как позволяет проводить контроль крупногабаритных труб с покадровой записью. Сканирование торцов по спирали позво
ляет уменьшить размеры сканирующего механизма. Например, при контроле трубы диаметром 0,6 м и сканировании торца жгута по окружности диаметр этой окружности необходимо брать 0,6 м, а при сканировании торца жгута по спирали с межвитковым шагом 1 мм и количеством витков равным 3, длина окружности цилиндра диаметром 0,6 м
0
5 o
5
0
0
5
укладьгоается в спираль с наибольшим диаметром около 0,2 м.
Форм ула изобретения Устройство для обнаружения дефектов в прозрачных изделиях, содержащее излучатель, оптически связанньй через контролируемое прозрачное изделие и последовательно расположенные по ходу излучения первую систему оптических волокон, выходные торцы которых собраны в первьш жгут, и первый световод механизма сканирования с фотоприемником, соединенным с блоком обработки и регистрации сигнала, а также узел перемещения изделия, отличающееся тем, что, с целью повьше- ния точности контроля и уменьшения габаритов механизма сканирования, оно дополнительно содержит вторую систему оптических волокон, входные торцы которых собраны во второй жгут, -а выходные торцы расположены на внутреннем держателе, имеющем форму кольца,, коаксиального контролируемому изделию, или отрезка прямой, параллельной образующей контролируемого изделия, при этом входные торцы оптических волокон первой системы расположены на йнешнем держателе, имеющем форму, аналогичную форме внутреннего держателя, внешний и внутренний держатели установлены неподвижно в одной плоскости, перпендикулярной боковой поверхности контролируемого изделия, и с зазором относительно нее, опти- . ческие волокна на торцах первого и . второго жгутов образуют концентрические спирали с одинаковым шагом, лежащие в одной плоскости и имеющие по- следовательность расположения волокон, совпадающую с последовательностью расположения волокон на внешнем и внутреннем держателях соответственно, причем каждый выходной то- рец второй системы оптических волокон .оптически связан с соответствующим входным торцом первой системы оптических волокон через контролируемое прозрачное изделие, образуя дискретный канал оптической связи, кроме тог,о, механизм сканирования выполнен в виде устройства сканирования по спирали и дополнительно содержит второй световод, установленный между излучателем и торцом второго жгута второй системы оптических волокон, причем шаг спирали устройства сканирования равен шагу спиралей волокон в торцах жгутов, устройство сканирования по спирали выполнено с возмож- ностью установки сканирующих концов первого и второго световодов у торцов соответствующих пар волокон, образующих дискретный канал оптической связи, при этом узел перемещения изделия дополнительно содержит датчик скорости перемещения, соединенный с блоком обработки и регистрации сигнала, а блок обработки и регистрации сигнала соединен с механизмом сканирования.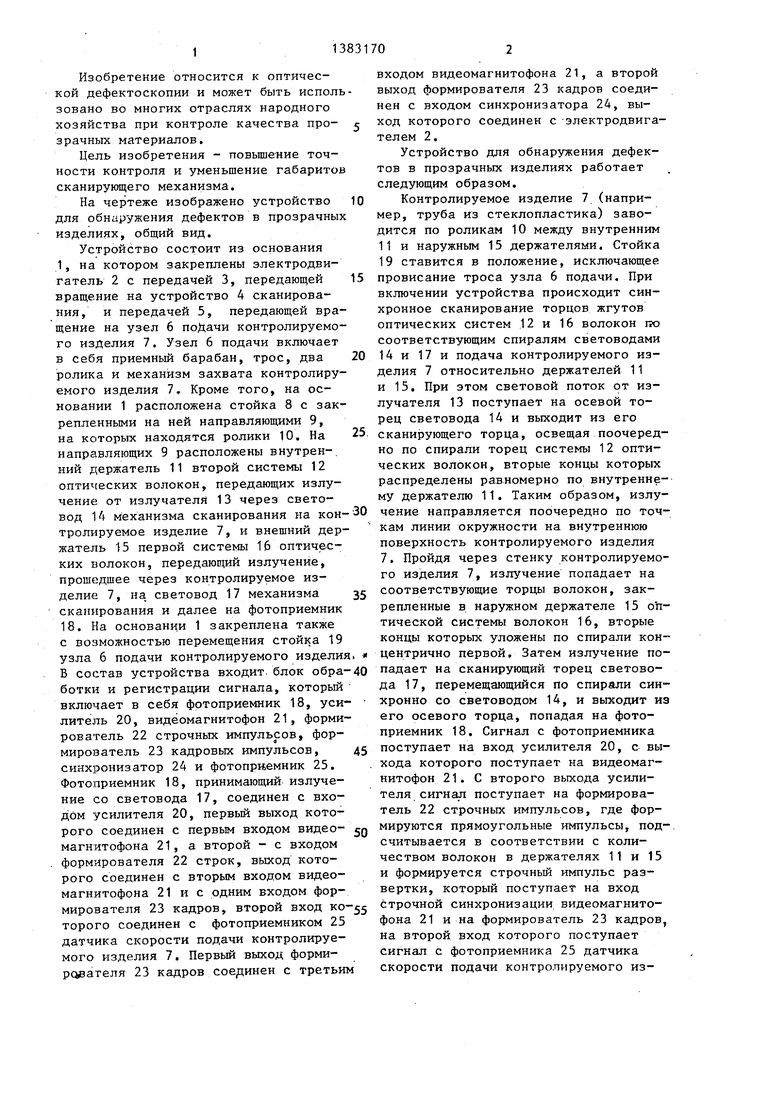
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ЛОКАЦИИ | 2013 |
|
RU2528109C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОРИЕНТАЦИИ ПОДВИЖНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092788C1 |
| Устройство для контроля дефектов поверхности тел вращения | 1982 |
|
SU1073645A1 |
| Устройство для сортирования корнеклубнеплодов | 1986 |
|
SU1634246A1 |
| Устройство для контроля качества текстильных и трикотажных полотен | 1986 |
|
SU1409902A1 |
| ШИРОКОПОЛОСНЫЙ СПЕКТРОЗОНАЛЬНЫЙ АНАЛИЗАТОР | 1992 |
|
RU2068175C1 |
| Устройство для контроля качества наружной резьбы | 1991 |
|
SU1803735A1 |
| Устройство для контроля дефектов плоских текстильных материалов | 1988 |
|
SU1599728A1 |
| Устройство для измерения диаметров деталей | 1986 |
|
SU1418565A1 |
| Система импульсной лазерной локации | 2017 |
|
RU2660390C1 |
Изобретение относится к оптической дефектоскопии и предназначено для неразрушающего контроля дефектов в материалах, прозрачных в оптическом диапазоне длин волн. Цель изобретения - повьшение точности контроля и уменьшение габаритов. Устройство отличается наличием двух систем оптических волокон, одни концы которых расположены -по окружностям против друг друга по обе стороны контролируемой среды, и синхронным сканированием других концов волокон, собранных в жгуты, торцы которых представляют концентрические спирали, что избавляет от мешающего фактора засветки от рассеянного излучения. Тем самым повышается точность определения границ дефектов, уменьшаются габариты сканирующего механизма, увеличивается синхронность сканирования. Устройство позволяет проводить контроль без вращения трубы, что упрощает конструкцию и снижает металлоемкость устройства. 1 ил. (g (Л
/ / / /
. J 58 16 W 3 7 12W5
I I 1Г 6 25 W ;
| Потапов А.И | |||
| Контроль качества и прогнозирования надежности конструкций из композиционных материалов | |||
| Л.: Машиностроение, 1980, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
