00
ел
05
ел
диаметр которой равен расстоянию между центром сканирования и торцом 16 световода 4. Центр сканирования, центр окружности и торец 16 световода 4 расположены на одной прямой. ;Сигнал с фотоприемников 5,6 на входе ;усилителя 9 имеет постоянную величину в течение всего времени засветки щели 7. Блок обработки информации определяет величину, соответствующую незасвеченному участку световода, и выдает значение диаметра измеряемой детали с равномерной погрешностью во всем диапазоне измерений. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ЛОКАЦИИ | 2013 |
|
RU2528109C1 |
| СПОСОБ КОНТРОЛЯ ДИАМЕТРОВ ДЕТАЛИ | 2005 |
|
RU2301968C1 |
| СИСТЕМА ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ЛОКАЦИИ | 2019 |
|
RU2717362C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА ДЕТАЛИ | 1990 |
|
RU2047091C1 |
| Оптическое устройство измерения линейных внутренних размеров | 1990 |
|
SU1712775A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОПОГРАФИИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208370C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОРИЕНТАЦИИ ПОДВИЖНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092788C1 |
| Устройство для контроля дефектов оптических деталей | 1990 |
|
SU1712843A1 |
| Оптико-электронное устройство для измерения диаметров нагретых крупногабаритных деталей | 1989 |
|
SU1698644A1 |
| Способ исследования микрообъектов и ближнепольный оптический микроскоп для его реализации | 2016 |
|
RU2643677C1 |
Изобретение относится к измерительной технике и может быть использовано при технологическом контроле в процессе изготовления деталей, например, на токарных станках. Цель изобретения - повьпиение точности измерений путем устранения погрешности измерения угла между лучами. Пучок излучения лазерного источника 1 посредством зеркала 3 совершает круговое сканирование и проходит по щели 7 световода 4, пересекая деталь 15 Световод изогнут по дуге окружности. с 
Изобретение относится к измери- 1 тельной технике и может быть исполь- ;зовано при технологическом контроле в процессе изготовления деталей, :например, на токарных станках. Цель изобретения - повьшение точ- Iности измерений путем устранения Iпогрешности определения между лучами I На фиг. 1 изображена принципиаль- |ная схема устройства на фиг. 2 - I схема измерений.
Устройство содержит лазерный источник 1 излучения, сканирующую систему круговой развертки луча, вьшол- ненную в виде вращаемого приводом 2 зеркала 3, световод 4 с фотоприемниками 5 и 6.
Световод 4 представляет собой изогнутый по дуге окружности цилинд- 1рйческий стержень из оптического сте ;Ла с нанесенным на его поверхности зеркальным отражающим покрытием. 1Вдоль образующей стержня в зеркаль- ном покрытии выполнено прозрачное окно (щель) 7. Фотоприемники 5 и 6 связаны с блоком 8 обработки информации, содержащим усилитель 9, который через блок 10 управления подключён к генератору 11 импульсов, последовательно соединенному со счетчиком 12, который связан с вычислительньш блоком 13, подключенным к индикатору .14 Измеряемая деталь 15 расположена между зеркалом 3 и световодом 4. Зеркало 3 устанавливают таким образом, чтобы ось 0 детали 15 бьша перпендикулярна плоскости сканирования. Расстояние 00, от оси вращения зеркала 3 до оси детали больше максимального радиуса измеряемой детали. Щель 7 световода 4 является участком дуги ВВ окружности (фиг. 2).
Центр сканирования, центр окружности и центр одного из торцов 16
световода 4 расположены на одной прямой, диаметр окружности, по которой изогну т световод 4, равен расстоянию между центром сканирования и торцом 16 световода 4.
Устройство работает следующим образом.
Пучок излучения лазерного источника 1, поступающий на вращающееся посредством привода 2 зеркало 3, сканирует щель 7 световода 4, пересекая деталь 15. При этом формируется сигнал, соответствующий времени от начала засветки щели 7 световода
4до момента прерывания засветки при касании лучом детали 15.
При движении луча по щели засветка каждого из фотоприемников 5 и 6 неодинакова в разные моменты времени, но благодаря последовательному включению фотоприемников 5 и 6.суммарный сигнал на входе усилителя 9 имеет постоянную величину в течение всего времени засветки щели световода.
Сигнал засветки фотоприемников
5и 6 подается на блок 10 управления генератором 11 импульсов и включает его. Генератор 11 импульсов выдае некоторое количество импульсов п , соответствующее всему времени засветки фотодиодов. При перекрытии деталью светового луча генератор импульсов отключается.
В блоке 8 обработки информации , постоянно хранится константа N -. количество импульсов, соответствующих полной засветке .щели световода при отсутствии детали и цена одного импульса (в миллиметрах). Вычислительный блок 13 определяет величину
J14
n соответствующую незасвеченному участку световЪда (отрезок ВВд), вычисляет диаметр и вьщает значение диаметра измеряемой детали - на индикатор 14.
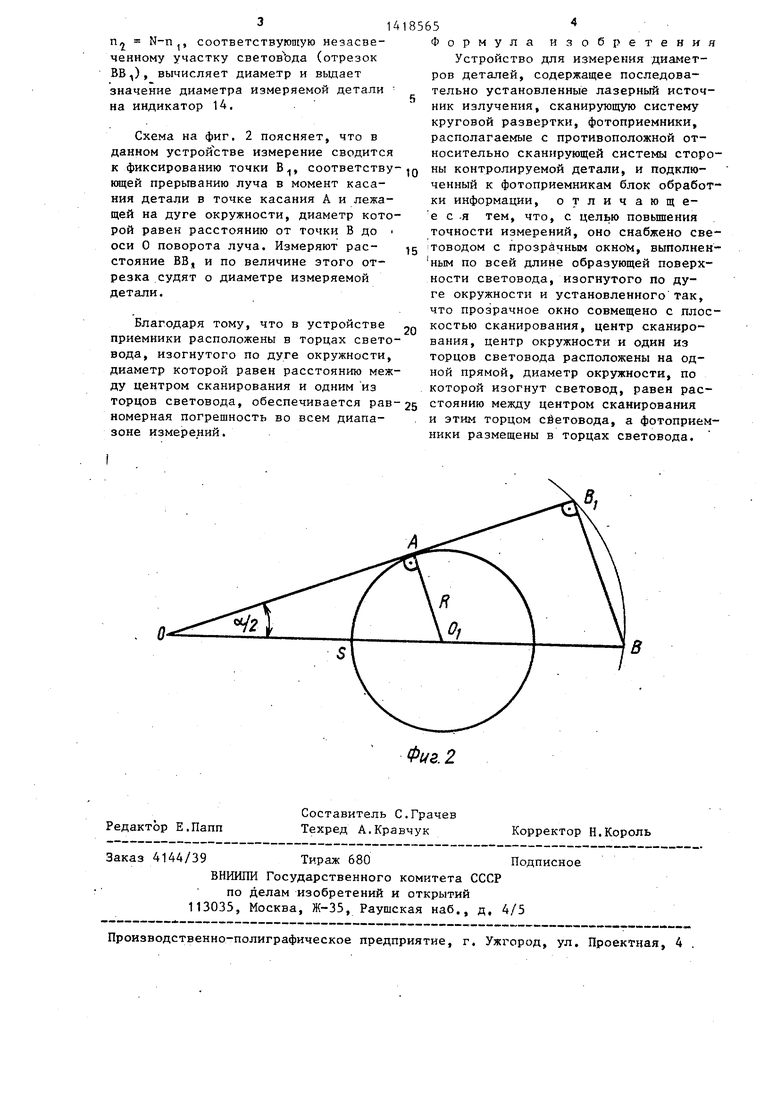
Схема на фиг. 2 поясняет, что в данном устройстве измерение сводится к фиксированию точки В, соответствующей прерыванию луча в момент касания детали в точке касания А и лежащей на дуге окружности, диаметр которой равен расстоянию от точки В до оси О поворота луча. Измеряют расстояние ВВ, и по величине этого отрезка судят о диаметре измеряемой детали.
Благодаря тому, что в устройстве приемники расположены в торцах световода, изогнутого по дуге окружности, диаметр которой равен расстоянию между центром сканирования и одним из торцов световода, обеспечивается равномерная погрешность во всем диапазоне измерений.
5
Формула изобретения
Устройство для измерения диаметров деталей, содержащее последовательно установленные лазерный источник излучения, сканирующую систему круговой развертки, фотоприемники, располагаемые с противоположной относительно сканирующей системы стороны контролируемой детали, и подключенный к фотоприемникам блок обработ ки информации, отличающе- е с -я тем, что, с целью повышения точности измерений, оно снабжено световодом с прозрачным oKHolM, выполненным по всей длине образующей поверхности световода, изогнутого по дуге окружности и установленного так, что прозрачное окно совмещено с плоскостью сканирования, центр сканирования, центр окружности и один из торцов световода расположены на одной прямой, диаметр окружности, по которой изогнут световод, равен расстоянию между центром сканирования и этим торцом сёетовода, а фотоприемники размещены в торцах световода.
5
0
5
в;
Фиг. 2
| Способ бесконтактного определения размера деталей | 1980 |
|
SU938004A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЖ Метрология и измерительная техника | |||
| - М.: ВИНИТИ, 1981, № 1, ред, 1.32.273, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
