Изобретение относится к автоматизации прокатного производства и может быть использовано на мелкосортно-проволочных станах, например на проволочных станах горячей прокатки, для управления натяжением проката в непрерывных группах клетей.
Целью изобретения является повышение качества проката за счет повышения точности регулирования враш,а1ощего момента привода валков первой по ходу прокатки клети в каждом из межклетевых промежутков непрерывной группы клетей при одновременной прокатке заготовки в смежных клетях.
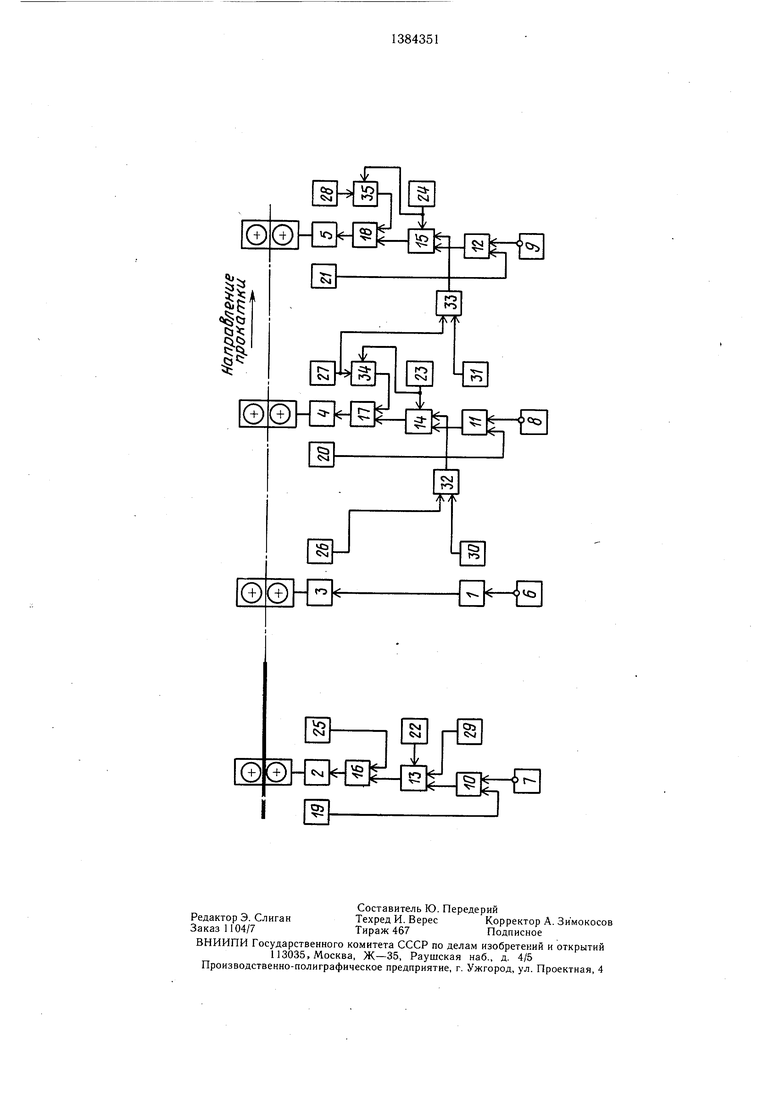
На чертеже представлена блок-схема устройства управления натяжением проката в непрерывной группе клетей мелкосортно-про- волочного стана.
Устройство управления натяжением проката в непрерывной группе клетей мелко- сортно-проволочного стана содержит систему 1 регулирования скорости врашения валков базовой клети, для каждой из клетей - системы 2-5 управления электроприводами клетей, задатчики 6-9 скорости вращения валков клетей, для каждой из клетей, за- исключением базовой - регуляторы 10-12 скорости врашения валков клетей, коммутаторы 13-15, регуляторы 16-18 вращающего момента электроприводов клетей, датчики 19-21 скорости вращения валков клетей, командные блоки 22-24, датчики 25-28 вращающего момента электроприводов каждой из клетей, для каждой из клетей, за исключением последней - блоки 29-31 задания вращающего момента электроприводов клетей, для каждой из клетей, за исключением предшествующих базовой и последней - блоки 32 и 33 коррекции и для каждой из клетей, последующих за базовой, управляемые ключи 34 и 35, причем вход системы I регулирования скорости вращения валков базовой клети и первые входы регуляторов 10-12 скорости остальных клетей соединены с выходами соответствующих задатчиков 6-9 скорости вращения валков клетей, выход системы 1 регулирования скорости вращения валков базовой клети соединен с входом системы 3 управления приводом базовой клети, вторые входы регуляторов 10-12 скорости врашения валков клетей соединены с выходами соответствуюших датчиков 19-21 скорости вращения валков клетей, а выходы - с первыми входами коммутаторов 13-15, вторые входы которых соединены с выходами командных блоков 22- 24, выходы коммутаторов 13-15 соединены с первыми входами регуляторов 16-18 вращающего момента электроприводов клетей, выходы которых Соединены с входами систем 2, 4 и 5 управления электроприводами клетей, выход датчика 25 вращающего момента электропривода клети, предществующей базовой,, соединен с вторым входом регулятора 16 вращающего момента электропривода клети, предществующей базовой, выходы датчиков 26 и 27 и задатчиков 30 и 31 вращающего момента электроприводов базовой и последующих за базовой клетей, за исключением последней, соединены с входами соответствующих блоков 32 и 33 коррекции, выходы которых соединены с вторыми входами коммутаторов 14 и 15, информационные входы, управляемых ключей 34 и 35 сое-. динены с выходами датчиков 27 и 28 вращающего момента электроприводов клетей, управляемые входы - с выходами командных блоков 23 и 24, а выходы - с вторыми входами регуляторов 17 и 18 вращаю5 щего момента электроприводов соответствующих клетей, выход блока 29 задания вращающего момента клети, предшествующей базовой, соединен с третьим входом коммутатора 13, командный блок 22 клети, предшествующей базовой, выполнен в виде инди0 катора заполнения заготовкой последующего межклетевого промежутка, командные блоки 23 и 24 клетей, последующих за базовой, выполнены в виде индикаторов заполнения заготовкой предыдущего межклетево5 го промежутка.
Устройство работает следующим образом.
При холостом ходе непрерывной группы
клетей производится установка требуемых
значений выходных сигналов задатчиков
29-31 вращающего момента привода валков
0 клетей, предшествующих последней по ходу прокатки клети. Эти значения определяют заданные значения площади сечения проката на выходах соответствующих клетей, что является характерной чертой мелкосортно- проволочных станов.
5 При холостом ходе непрерывной группы клетей ни один из межклетевых промежутков не заполнен заготовкой, поэтому на выходах командных блоков 22-24 формируются логические сигналы 0. При этом управляемые соответствующими командными блоками 22-24 коммутаторы 13-15 и управляемые ключи 34-35 находятся в состоянии «Выключено, первые входы регуляторов 16-18 вращающего момента привода валков клетей, за исключением базовой,
5 соединяются с помощью соответствующих коммутаторов 13-15 с выходами регуляторов скорости вращения валков этих клетей, а вторые входы регуляторов 16-18 вращающего момента привода валков клетей, следующих за базовой клетью, соеди0 няются с помощью соответствующих управляемых ключей с выходами датчиков 27-28 вращающ,его момента привода валков этих же клетей. В результате организуются системы регулирования скорости вращения валков всех клетей за исключением
базовой, в виде систем подчиненного регулирования параметров электроприводов этих клетей. Электропривод базовой клети постоянно при любых технологических ситуациях р;аботает в режиме регулирования скорости вращения валков этой клети, осуществляемом системой 1 регулирования скорости вращения валков этой клети.
При холостом ходе непрерывной группы клетей с помощью задатчиков 6-9 скорости вращения валков всех клетей производится установка скоростей вращения валков этих клетей, требуемых по технологической инструкции, по условиям надежного захвата заготовки без петлеобразования и обрывов.
После захвата заготовки в первой, а затем во второй по ходу прокатки клетях, т. е. после заполнения заготовкой первого межклетевого промежутка срабатывает командный блок 22, относящийся к клети, пред- ществующей базовой, и на его выходе появляется сигнал логической «1. Это приводит к переключению коммутатора 13 в состояние «Включено, в результате чего первый вход регулятора 16 вращающего момента привода валков данной клети отключается от выхода регулятора 10 скорости вращения валков и подключается к выходу блока 29 задания вращающего момента привода валков этой клети. Электропривод клети переводится из режима регулирования скорости в режим регулирования вращающего момента привода валков, а электропривод следующей за ней клети продолжает работать в режиме регулирования скорости.
Увеличение сопротивления деформации металла, прокатываемого в клети, предщест- вующей базовой, т. е. в первой по ходу прокатки клети, заполненного заготовкой первого межклетевого промежутка, увеличение коэффициента трения и размеров проката на входе клети приводят к возрастанию момента прокатки в этой клети и его превыще- нию над заданным значением, определяемым выходным сигналом упомянутого блока 29 задания вращающего момента привода валков. Регулятор 16 вращающего момента привода валков клети отрабатывает рассогласование фактического и заданного значений этого параметра, что приводит к снижению скорости вращения валков клети и увеличению натяжения в первом межклетевом промежутке. Это приводит к умень- щению разнотолщинности проката на выходе клети.
Если вторая по ходу прокатки клеть не является базовой, а предществует ей, то после заполнения заготовкой второго межклетевого промежутка будет осуществляться процесс регулирования вращающего момента привода валков первой по ходу прокатки клети второго межклетевого промежутка и обусловленный этим процесс управления натяжением заготовки в этом межклетевом промежутке.
Изменение скорости вращения валков второй по ходу прокатки клети не нарушает
0
процесса управления натяжением заготовки в межклетевом промежутке, непосредственно предшествующем этой клети, так как обусловленное этим изменение натяжения заго5 товки в данном межклетевом промежутке приводит к соответствующему изменению скорости вращения валков первой по ходу прокатки клети этого межклетевого промежутка и восстановлению натяжения до прежнего значения.
В рассматриваемом примере вторая по ходу прокатки клеть является базовой, скорость вращения ее валков постоянна. После заполнения заготовкой второго межклетевого промежутка срабатывает командный
5 блок 23. Выходной сигнал упомянутого командного блока 23 принимает значение «I, приводящее к переключению коммутатора 14 и управляемого ключа 34 в состояние «Включено. Обратная связь по вращающему моменту привода валков данной клети
размыкается управляемым ключом 34, а с по- иощью коммутатора 14 производится отключение первого входа регулятора 17 вращающего момента привода валков от выхода регулятор 11 скорости вращения валков и
5 подклюение его к выходу блока 32 коррекции. При этом с помощью электропривода клети, последующей за базовой, осуществляется регулирование вращающего момен та привода валков предыдущей клети, причем роль регулятора выполняют последова0 тельно соединенные регулятор 17 вращающего момента привода валков и блок 32 коррекции, а сигнал задания вращающего момента привода валков базовой клети формируется принадлежащим последней задат- чиком 30 вращающего момента привода
5 валков клети.
В каждом из межклетевых промежутков непрерывной группы клетей происходят одинаковые по сущности и результатам процессы управления натяжением заготовки. НаQ пример, при заполненном заготовкой межклетевом промежутке между предпоследней и последней клетями увеличение момента прокатки в предпоследней клети, вызванное увеличением толщины подката, сопротивления деформации прокатываемого металла или
5 коэффициента трения приводит к превышению фактического значения вращающего момента привода валков этой клети над его заданным значением. Это рассогласование отрабатывается последовательно соединенными блоком 33 коррекции и регулято0 ром 18 вращающего момента привода валков последней клети таким образом, что возрастает скорость вращения валков последней клети, а это приводит к увеличению натяжения проката в последнем межклете
вом промежутке и, как следствие, к снижению разнотолщинности проката. Изменение скорости вращения валков предыдущей клети данного межклетевого промежутка вследствие осуществления процесса управления натяжением заготовки в лредыдущем межклетевом промежутке не приводит к изменению натяжения в данном межклетевом промежутке, так как при этом аналогично изменяется скорость вращения валков последующей клети данного межклетевого промежутка благодаря реализации принципа регулирования вращающего момента привода валков предыдущей клети.
При освобождении непрерывной группы клетей от заготовки происходит последовательное появление сигналов логического «О на выходах командных блоков 22-24, приводящее к переводу электроприводов всех клетей в режим регулирования скорости вращения валков. При прокатке очередных заготовок повторяются указанные процессы управления натяжением проката во всех межклетевых промежутках.
Применение предлагаемого устройства на мелкосортно-проволочных станах позволяет повысить качество проката за счет уменьшения его разнотолщинности.
Формула изобретения
Устройство для управления натяжением проката в непрерывной группе клетей мелко- сортно-проволочного стана, содержащее систему регулирования скорости вращения валков базовой клети, для каждой из клетей- системы управления электроприводами клетей, задатчики скорости вращения валков клетей, для каждой из клетей, за исключением базовой, - регуляторы скорости вращения валков клетей, коммутаторы, регуляторы вращающего момента электроприводов клетей, датчики скорости вращения валков клетей, командные блоки, датчики вращающего момента электроприводов клетей, для каждой из клетей, за исключением последней, - блоки задания вращающего момента электроприводов клетей, для каждой из клетей, за исключением предществующих базовой и последней, - блок-и коррекции, причем вход системы регулирования скорости вращения валков базовой клети и первые входы регуляторов скорости вращения валков остальных клетей соединены с выходами соответствующих задатчиков скорости вращения валков клетей, выход системы ре0
5
0
5
0.
5
0
5
гулирования скорости вращения валков базовой клети соединен с входом системы управления приводом базовой клети, вторые входы регуляторов скорости вращения валков клетей соединены с выходами соответствующих датчиков скорости вращения валков клетей, а выходы - с первыми входами коммутаторов, вторые входы которых соединены с выходами командных блоков, выходы коммутаторов соединены с первыми входами регуляторов вращающего момента электроприводов клетей, выходы которых соединены с входами систем управления электроприводами клетей, выход датчика вращающего момента электропривода клети, предществую- щей базовой, соединен с вторым входом регулятора вращающего момента электропривода клети, предществующей базовой, выходы датчиков и задатчиков вращающего момента электроприводов базовой и последующих за базовой клетей, за исключением последней, соединены с входами соответствующих блоков коррекции, выходы которых соединены с вторыми входами коммутаторов, относящихся к последующим клетям, отличающееся тем, что, с целью повышения качества проката за счет повыщения точности регулирования вращающего момента привода валков первой по ходу прокатки клети в каждом из межклетевых промежутков непрерывной группы клетей при одновременной прокатке заготовки в смежных клетях, устройство дополнительно содержит для каждой из клетей, следующих за базовой, управляемые ключи, информационные входы которых соединены с выходами датчиков вращающего момента электроприводов клетей, управляющие входы - с выходами командных блоков, а выходы - с вторыми входами регуляторов вращающего момента электроприводов соответствующих клетей, выход блока задания вращающего момента клети, предществующей базовой, соединен с третьим входом соответствующего коммутатора, командный блок клети, предществующей базовой, выполнен в виде индикатора заполнения заготовкой последующего межклетевого промежутка, командные блоки клетей, последующих за базо вой, выполнены в виде индикаторов заполнения заготовкой предыдущего межклетевого промежутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМ МЕХАНИЗМОМ ТЕХНОЛОГИЧЕСКОГО АГРЕГАТА | 1989 |
|
RU2011210C1 |
| Устройство контроля заполнения межклетевого промежутка при многониточной прокатке | 1985 |
|
SU1308411A1 |
| Устройство для регулирования скорости реверсивного прокатного стана с вертикальными и горизонтальными валками | 1980 |
|
SU956082A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ДИНАМИЧЕСКОГО ТОКА ЭЛЕКТРОПРИВОДА ПЕТЛЕДЕРЖАТЕЛЯ | 1998 |
|
RU2136418C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
Изобретение относится к автоматизации прокатного производства и может быть использовано на мелкосортно-проволочных станах, например на проволочных станах горячей прокатки, для управления натяжением проката в непрерывных группах клетей. Цель изобретения - повышение качества проката за счет повышения точности регулирования вращающего момента привода валков первой по ходу прокатки клети в каждом из межклетевых промежутков непрерывной группы клетей при одновременной прокатке заготовки в смежных клетях. При заполнении заготовкой каждого из межклетевых промежутков, предшествующих базовой клети, осуществляется перевод электропривода валков первой по ходу прокатки клети межклетевого промежутка из режима регулирования скорости вращения валков в режим регулирования вращающего момента привода валков данной клети. При заполнении заготовкой каждого из межклетевых промежутков, следующих за базовой клетью, осуществляется перевод электропривода валков второй по ходу прокатки клети межклетевого промежутка из режима регулирования скорости вращения валков данной клети в режим регулирования вращающего момента привода валков первой по ходу прокатки клети данного межклетевого промежутка. Увеличение сопротивления деформации металла, коэффициента трения или размеров проката по отношению к расчетным на входе первой по ходу прокатки клети каждого из межклетевых промежутков, заполненных заготовкой, приводит к увеличению натяжения заготовки в данном межклетевом промежутке и уменьшению разно- толщинности проката. Экономическая эффективность заключается в сокращении выхода вторых сортов проката и увеличении выхода проката высших сортов. 1 ил. i If С со ос 4i 00 сл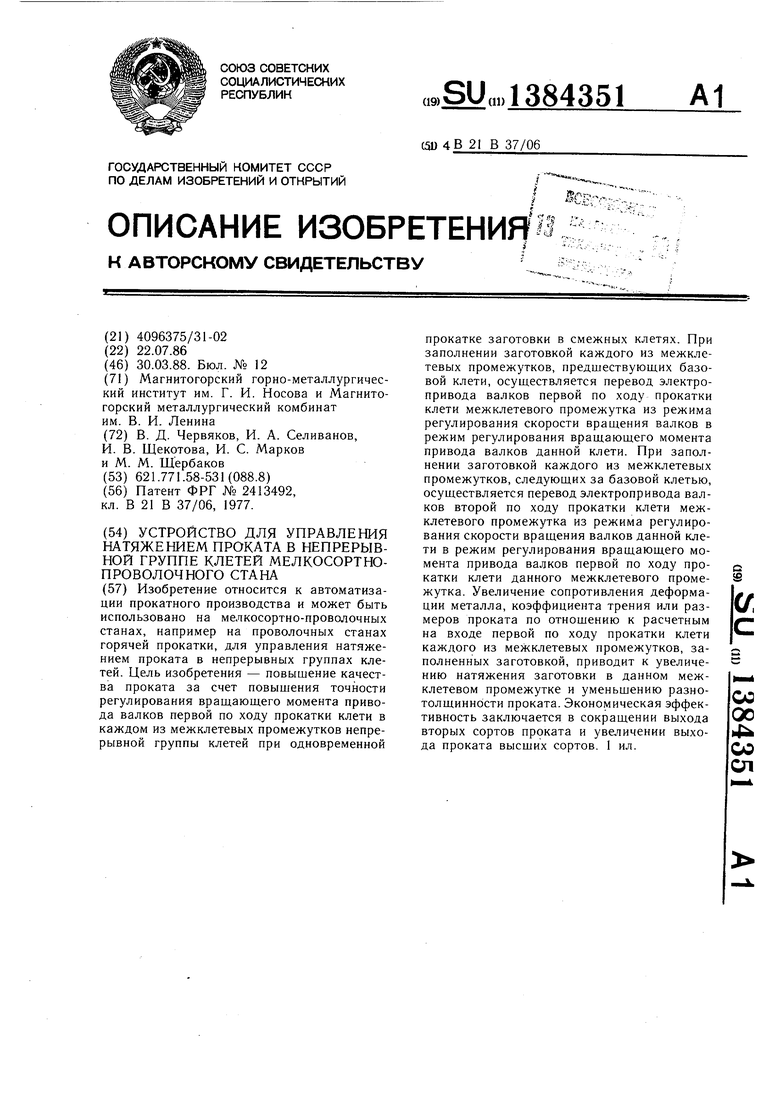
| СПОСОБ КОМПЛЕКСНОЙ КОСМЕТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫХ ТКАНЕЙ ПАЦИЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2413492C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
