Изобретение относится к технике автоматического управления, а именно к устройствам управления технологическими агрегатами и процессами в разных областях техники, с раздельным осуществлением оперативных режимов настройки и автоматического, с запоминанием настроенных значений технологических параметров непродукционного и продукционного технологических режимов, определяющих контролируемые (оптимизируемые) технико-экономические показатели работы технологического агрегата и подлежащих стабилизации в автоматическом режиме.
Наиболее близким к предлагаемому по технической сущности, принципу действия и достигаемому результату является принятое за прототип устройство, содержащее блок управления исполнительным механизмом, первый и второй входы которого соединены соответственно с источником сигнала настройки и выходом канала настройки и регулирования продукционного режима, информационный вход которого соединен с выходом датчика параметра продукционного режима, подлежащего настройке и стабилизации в продукционном режиме, а первый и второй управляющие входы этого канала соединены соответственно с выходами блока оперативного управления и сигнализатора технологической загрузки.
Технологический агрегат содержит один или несколько одинаковых или различных исполнительных механизмов, состояние которых определяет состояние технологического агрегата в целом и текущие значения параметров технологического процесса, определяющих полностью или существенно контролируемые (оптимизируемые) технико-экономические показатели работы технологического агрегата.
Оценка контролируемого (оптимизируемого) технико-экономического показателя осуществляется путем контрольных замеров или иным способом, но он непрерывно не измеряется из-за неосуществимости автоматического измерения известными техническими средствами либо из-за отсутствия его интегральной числовой оценки.
Технологический агрегат и содержащиеся в нем исполнительные механизмы могут работать в двух технологических режимах: непродукционном, когда технологический агрегат в целом или данный исполнительный механизм не участвует в выпуске продукции, и продукционном, когда они участвуют в выпуске продукции.
При работе в непродукционном режиме осуществляется подготовка технологического агрегата (исполнительного механизма) для ввода его в продукционный режим без нарушения технологических условий. Частным случаем непродукционного режима является холостой ход. Специально организуются два оперативных режима: настройки и автоматический. Возможны любые попарные сочетания технологических и оперативных режимов. Вид технологического режима распознается сигнализатором технологической загрузки, а вид оперативного режима - оператором с помощью блока оперативного управления.
Достижение оптимального (удовлетворительного) хода технологического процесса в автоматическом режиме при отсутствии интегральной числовой оценки контролируемого (оптимизируемого) технико-экономического показателя или при невозможности автоматического измерения этого показателя осуществляется путем организации оперативного режима настройки всего технологического агрегата (процесса) или отдельных исполнительных механизмов (подпроцессов) с последующим переводом в оперативный режим автоматической работы (автоматический режим).
В любом технологическом процессе имеется параметр, полностью определяющий или существенно (наиболее эффективно) влияющий на контролируемый (оптимизируемый) технико-экономический показатель, с возможностью автоматического измерения первого. Значение этого параметра устанавливается в процессе настройки, запоминается и используется в качестве заданного в автоматическом режиме (стабилизируется на уровне настроенного значения). Рассматривается общий случай, кода в непродукционном и продукционном технологических режимах параметры, подлежащие стабилизации на настроенном уровне, различны по физической сущности.
Блок управления исполнительным механизмом может быть выполнен, например, в виде системы автоматического регулирования скорости вращения или положения рабочего органа этого механизма, входящего в данный технологический агрегат, или являющегося технологическим агрегатом. Выходной координатой исполнительного механизма в этом случае является упомянутая скорость вращения или положение его рабочего органа.
В общем случае выходная координата исполнительного механизма относится к числу параметров движения его рабочего органа (положение, скорость движения, момент на валу и т. п. ) либо является энергетическим параметром, определяющим расход энергоресурсов (температура, давление, расход и т. п. ).
Технологические параметры, подлежащие настройке и регулированию в автоматическом режиме, определяют качество продукции или какой-либо иной технико-экономический показатель технологического процесса. Выходная координата исполнительного механизма и упомянутые параметры могут быть различными или совпадающими по физической сущности.
Блок управления исполнительным механизмом представляет собой систему автоматического регулирования выходной координаты исполнительного механизма. Сигнал, пропорциональный заданному значению выходной координаты исполнительного механизма, формируется в блоке управления исполнительным механизмом путем алгебраического суммирования всех сигналов, поступающих на входы этого блока.
В рассматриваемом прототипе технологическим агрегатом является непрерывная группа клетей мелкосортно-проволочного стана. Исполнительными механизмами являются прокатные клети. Рабочими (исполнительными) органами исполнительных механизмов являются прокатные валки. Скорость вращения валков является выходной координатой исполнительного механизма.
Устройство-прототип служит для управления исполнительным механизмом, представляющим собой тянущую, в данном случае вторую по ходу прокатки клеть одного из межклетевых промежутков непрерывной группы клетей. Параметром продукционного режима является прогиб заготовки в данном межклетевом промежутке. Прогиб заготовки определяет ее натяжение в межклетевом промежутке, которое, в свою очередь, наиболее существенно (при нерегулируемом обжатии) влияет на размеры готового проката, т. е. на качество продукции (технико-экономический показатель). Блок управления исполнительным механизмом, т. е. тянущей клетью, представляет собой систему автоматического регулирования скорости вращения валков этой клети, технически выполненную в виде автоматизированного электропривода валков. Внешним контуром в этой системе является контур регулирования скорости вращения валков. На входе этого контура осуществляется формирование сигнала задания скорости вращения валков путем алгебраического суммирования по крайней мере двух сигналов, один из которых поступает с выхода регулятора, входящего в состав канала настройки и регулирования продукционного режима, а другой - от источника сигнала настройки. Наличие последнего в блоке САРС очевидно, поскольку при холостом ходе (непродукционном режиме) стана оператор осуществляет установку скоростей вращения валков всех клетей непрерывной группы, требуемых по технологической инструкции, а это возможно лишь при наличии специального задатчика скорости холостого хода, именуемого источником сигнала настройки, в составе блока управления исполнительным механизмом. Вынесение источника сигнала настройки из блока управления исполнительным механизмом является допустимым эквивалентным преобразованием прототипа.
С помощью источника сигнала настройки оператор устанавливает в процессе настройки требуемое по технологической инструкции или оптимальное по энергетическим затратам состояние исполнительного механизма при холостом ходе, т. е. в непродукционном технологическом режиме. В данном случае оператор устанавливает скорость вращения валков тянущей клети при холостом ходе стана на уровне, превышающем скорость вращения валков предыдущей по ходу прокатки клети на величину, обеспечивающую захват заготовки валками тянущей клети без аварийных ситуаций петлеобразования или разрыва заготовки.
При настройке продукционного технологического режима оператор с помощью того же источника сигнала настройки корректирует фактическое значение скорости вращения валков тянущей клети таким образом, чтобы достигались наилучшие значения параметров, характеризующих качество продукции. В данной системе качество продукции характеризуется размерами сечения готового проката. В процессе настройки продукционного режима в канале настройки и регулирования этого режима осуществляется запоминание настроенного значения параметра продукционного режима, в данном случае прогиба заготовки. Текущее значение этого параметра измеряется датчиком параметра продукционного режима, выходной сигнал которого поступает на информационный вход канала настройки и регулирования продукционного режима. Работа этого канала осуществляется под управлением логических сигналов, получаемых им с выходов блока оперативного управления и сигнализатора технологической загрузки. В данном устройстве последний (сигнализатор) представляет собой реле наличия проката в межклетевом промежутке.
По окончании настройки технологического процесса осуществляется перевод исполнительного механизма в автоматический режим по сигналу с выхода блока оперативного управления. В этом оперативном режиме запомненное при настройке значение параметра продукционного режима используется в качестве его заданного значения и стабилизируется с помощью регулятора в продукционном технологическом режиме, а в непродукционном технологическом режиме блок управления исполнительным механизмом поддерживает значение выходной координаты исполнительного механизма на уровне, установленном при настройке этого режима. Таким образом, в продукционном режиме по существу производится коррекция заданного значения выходной координаты исполнительного механизма для стабилизации на настроенном уровне параметра продукционного режима, причем сигнал коррекции формируется регулятором в канале настройки и регулирования продукционного режима. На вход регулятора поступает сигнал, пропорциональный отклонению фактического значения параметра продукционного режима от его заданного (настроенного) значения. Сигнал отклонения формируется в блоке запоминания-сравнения, принципы построения которого известны. В оперативном режиме настройки и в непродукционном режиме при автоматической работе исполнительного механизма выходной сигнал технологического регулятора равен нулю, что обеспечивается гашением интегральной составляющей выходного сигнала регулятора в этих ситуациях.
Таким образом, устройство-прототип позволяет организовывать оперативные режимы настройки и автоматической работы исполнительного механизма. В процессе настройки продукционного технологического режима в канале настройки и регулирования этого режима осуществляется запоминание настроенного значения параметра продукционного режима. При переводе технологического агрегата в автоматический режим запомненное значение этого параметра используется в качестве его заданного значения, которое сравнивается с фактическим, отклонение параметра продукционного режима от заданного значения преобразуется в выходной сигнал канала, поступающий на второй вход блока управления, в результате чего осуществляется стабилизация параметра продукционного режима на уровне его настроенного (запомненного) значения.
Настройка продукционного и непродукционного режимов производится путем установки оператором значения выходного сигнала источника сигнала настройки, при котором имеют место желаемые (оптимальные или экстремальные) технико-экономические показатели работы технологического агрегата (процесса). При этом первоначально настраивается непродукционный режим, поскольку требуется обеспечить определенные технологические условия для последующего перехода технологического агрегата в продукционный режим. После этого производится настройка продукционного режима.
Областью применения рассмотренного устройства, как и предлагаемого, являются неидентифицируемые технологические агрегаты, для которых характерно отсутствие достаточно точно установленной зависимости контролируемого (оптимизируемого) технико-экономического показателя технологического процесса, например, показателя качества продукции, от значений регулируемых параметров продукционного и непродукционного режимов, определяющих полностью или существенно этот показатель, что вынуждает осуществлять процесс настройки продукционного и непродукционного режимов. Для технологических агрегатов данного класса характерна также возможность интегральной числовой оценки контролируемого показателя технологического процесса (в противном случае целесообразнее применять обычные системы автоматического регулирования с детерминированным заданием регулируемого параметра). Это обстоятельство связано либо с отсутствием технических средств автоматического измерения контролируемого показателя, либо с многофакторностью и компромиссами в оценке этого показателя, причем эта оценка может осуществляться визуально по комплексу измерительных приборов, либо по данным экспресс-анализа качества продукции. В частности, в данном технологическом процессе прокатки контролируемым показателем является качество проката, оцениваемое компромиссно по размерам и форме его сечения, которое не может быть представлено интегральным числовым показателем и оценивается по результатам контрольных обмеров.
В качестве другого примера можно назвать камеру для сушки кирпича-сырца, где контролируемым показателем является качество высушенного, подготовленного к обжигу кирпича-сырца, которое компромиссно оценивается не только его механической прочностью, но и качеством поверхности (наличием трещин) и наличием в теле кирпича областей запаривания.
Один из недостатков устройства-прототипа состоит в том, что после настройки продукционного режима необходимо вновь произвести настройку непродукционного режима, поскольку при пользовании одним и тем же органом настройки - источником сигнала настройки - после настройки продукционного режима нарушается настроенное ранее значение выходной координаты исполнительного механизма в непродукционном режиме. Необходимость восстановления настройки непродукционного режима увеличивает затраты времени на настройку технологического агрегата и вследствие этого снижает его производительность.
Другим недостатком этого устройства является его ограниченные функциональные возможности. Сущность этой ограниченности состоит в том, что не осуществляется стабилизация параметра непродукционного режима, определяющего полностью или существенно технологические условия готовности исполнительного механизма к переходу в продукционный режим или расход энергетического ресурса, если этот показатель не совпадает по физической сущности с выходной координатой исполнительного механизма. По этой причине случайные флуктуации параметра непродукционного режима могут привести к снижению качества продукции, потере производительности, перерасходу энергетических ресурсов, поломкам оборудования. Конкретный вид ущерба зависит от области техники. Устранение этого недостатка приводит одновременно и к устранению первого недостатка устройства.
Целью изобретения является расширение функциональных возможностей устройства управления исполнительным механизмом путем придания ему дополнительных функций настройки и стабилизации на настроенном уровне параметра непродукционного режима, определяющего полностью или существенно технологические условия готовности исполнительного механизма к переходу из непродукционного режима в продукционный. Это позволит улучшить контролируемый (оптимизируемый) технико-экономический показатель работы технологического агрегата, например, качество продукции, срок службы оборудования, расход энергоресурсов или производительность.
Технологический агрегат может содержать один или несколько исполнительных механизмов, одинаковых или различных по назначению, каждый или некоторые из которых могут быть оборудованы предлагаемым устройством управления.
В качестве примера практического применения устройства рассматривается технологический агрегат, представляющий собой непрерывную группу прокатных клетей мелкосортно-проволочного стана. Первая по ходу прокатки клеть непрерывной группы является базовой, а последующие клети являются тянущими. Тянущие клети являются исполнительными механизмами, управление каждым из которых осуществляется с помощью предлагаемого устройства. Каждая из клетей оборудована системой автоматического регулирования скорости вращения валков.
При холостом ходе технологического агрегата, т. е. в непродукционном технологическом режиме, оператор устанавливает требуемые по технологической инструкции скорости вращения валков всех клетей непрерывной группы. Скорость вращения валков базовой клети определяется условиями согласования работы этой клети со скоростью подачи заготовки в эту клеть. Скорости вращения валков тянущих клетей устанавливаются такими, чтобы имело место соотношение скоростей вращения валков предыдущей и последующей клетей каждого межклетевого промежутка, при котором захват заготовки в последующей клети не вызывает возникновения недопустимых значений усилий подпора или натяжения, которые могут привести к аварийным ситуациям. Скорости вращения валков всех клетей непрерывной группы при холостом ходе могут периодически подстраиваться по результатам визуального наблюдения за процессом захвата заготовок.
Контролируемым технико-экономическим показателем технологического процесса является качество готового проката, например катанки, которое характеризуется размерами и формой его сечения и не имеет интегральной числовой оценки, которая могла бы быть измерена или вычислена. При неизменных обжатиях в клетях, что характерно для мелкосортно-проволочных станов, размеры и форма сечения проката наиболее существенно зависят от межклетевых натяжений. Поэтому в качестве технологического параметра, подлежащего стабилизации в продукционном режиме, когда производится одновременная прокатка заготовки в смежных клетях межклетевого промежутка, принимается либо усилие натяжения, либо другая физическая величина, характеризующая натяжение. Считают, что в данном случае технологическим параметром является прогиб заготовки в межклетевом промежутке (стрела прогиба), поскольку этот параметр достаточно точно определяет натяжение и известны средства его измерения.
Рассматриваемый технологический агрегат относится к классу неидентифицируемых, относящихся к области применения предлагаемого устройства управления. Объясняется это тем, что не известна аналитическая зависимость контролируемого (оптимизируемого) технико-экономического показателя технологического процесса, в данном случае качества проката, от стабилизируемого в продукционном режиме технологического параметра. Это обстоятельство вынуждает производить процесс настройки продукционного режима с контролем качества готового проката по результатам контрольных обмеров и с автоматическим запоминанием настроенного значения технологического параметра, которое используется в качестве его заданного значения при автоматической работе.
Кроме двух упомянутых технологических режимов (непродукционного и продукционного) предусматриваются два оперативных режима: режим настройки и режим автоматической работы исполнительного механизма. Возможны различные сочетания технологических и оперативных режимов. Автоматический режим может прерываться для повторной настройки (подстройки) по усмотрению оператора.
Устройство содержит блок 1 формирования сигнала управления исполнительным механизмом, источник 2 сигнала настройки, блок 3 формирования сигнала отклонения технологического параметра от заданного значения, датчик 4 технологического параметра, блок 5 задания режима работы, сигнализатор 6 технологической загрузки, датчик 7 параметра непродукционного режима, блок 8 формирования сигнала отклонения параметра непродукционного режима от заданного значения.
Блоки 3 и 8 выполнены аналогично и состоят из элемента 9 сравнения, интегратора 10, переключателя 11 оперативного режима, ключа 12.
Блок 5 состоит из источника 13 сигнала логической единицы и управляемых ключей 14 и 15.
Сигнализатор 6 выполнен в виде датчиков 16 и 17 наличия металла в валках смежных клетей межклетьевого промежутка и элемента И 18.
Устройство содержит регуляторы 19 и 20, совместно с которыми блоки 3 и 8 составляют каналы 21 и 22 настройки и регулирования продукционного и непродукционного режимов соответственно.
Первый вход блока 1 соединен с источником 2 сигнала настройки, выполненным в виде источника регулируемого напряжения. Источник 2 служит для настройки технологического процесса при работе исполнительного механизма как в непродукционном, так и в продукционном технологических режимах. Сущность процесса настройки продукционного режима состоит в установке оператором такого значения выходного сигнала источника 2, а значит и соответствующего ему значения выходной координаты исполнительного механизма, при которых контролируемый (оптимизируемый) технико-экономический показатель технологического процесса, например качество продукции, оценивается оператором как наилучший или достаточно высокий. Настройка непродукционного режима технически осуществляется так же, но ее целью является установка такого значения выходной координаты исполнительного механизма, при котором выполняются определенные технологической инструкцией или накопленные из опыта эксплуатации технологического агрегата технологические условия наилучшей готовности исполнительного механизма к переходу в продукционный режим. Физическая сущность этих условий зависит от конкретного вида технологического агрегата. В рассматриваемом примере соблюдение этих условий обеспечивает переход исполнительного механизма из непродукционного режима в продукционный безаварийно, с наименьшей потерей производительности и качества продукции в начальный период продукционного режима, с наименьшими ударными динамическими нагрузками в механических звеньях технологического агрегата (в приводах валков).
Второй вход блока 1 соединен с выходом канала 21, соединенного своим информационным входом с выходом датчика 4 параметра продукционного режима. Первый и второй управляющие входы канала 21 соединены соответственно с первым выходом блока 5 оперативного управления и выходом сигнализатора 6 технологической загрузки.
Датчик 4 параметра продукционного режима предназначен для получения на его выходе сигнала, пропорционального текущему значению технологического параметра, определяющего полностью или существенно контролируемый (оптимизируемый) технико-экономический показатель (или совокупность показателей на компромиссной основе) работы технологического агрегата. В рассматриваемом примере технологическим параметром является прогиб заготовки в межклетевом промежутке. Датчик 4 выполнен в виде известного фотоэлектрического устройства, формирующего на своем выходе сигнал, пропорциональный прогибу (стреле прогиба) заготовки в середине межклетевого промежутка при наличии заготовки в зоне расположения фотоэлементов датчика.
Канал 21 настройки и регулирования продукционного режима предназначен для запоминания значения параметра продукционного режима в момент времени, непосредственно предшествующий переводу исполнительного механизма из режима настройки в автоматический режим, использования запомненного настроенного значения параметра продукционного режима в качестве его заданного значения в автоматическом продукционном режиме, формирования сигнала, пропорционального отклонению фактического значения параметра продукционного режима от его запомненного (заданного) значения, и формирования на своем выходе сигнала коррекции, отработка которого блоком 1 приводит к стабилизации параметра продукционного режима при автоматическом продукционном режиме работы исполнительного механизма.
Блок 5 служит для задания оператором вида оперативного режима. Для реализации в системе оперативных режимов настройки или автоматического оператор устанавливает на выходах блока 5 сигналы, имеющие значения логических единицы или нуля соответственно. Подача такого логического сигнала на первый управляющий вход канала 21 с первого выхода блока 5 обеспечивает работу канала 21 в режимах слежения или сравнения-регулирования соответственно ввиду установленного оператором оперативного режима настройки или автоматической работы исполнительного механизма в продукционном режиме. Наличие у блока 5 двух выходов с возможностью установки на них различных попарных сочетаний сигналов логических "0" и "1" позволяет оператору устанавливать оперативные режимы настройки как для обоих, так и для одного из технологических режимов (продукционного или непродукционного). Это позволяет производить подстройку технологического процесса без снижения его темпа. При установке сигналов логических "1" или "0" на втором выходе блока 5 реализуются соответственно оперативные режимы настройки или автоматической работы исполнительного механизма в непродукционном режиме.
Сигнализатор 6 технологической загрузки служит для формирования на своем выходе сигнала логического "0" при работе исполнительного механизма в непродукционном режиме и сигнала логической "1" при работе последнего в продукционном режиме. При существовании продукционного режима по сигналу логической "1" от сигнализатора 6, поступающему на второй управляющий вход канала 21, последний вводится в работу и работает в режимах слежения или сравнения-регулирования в зависимости от вида оперативного режима. При существовании непродукционного режима по сигналу логического "0" от сигнализатора 6 канал 21 выводится из работы.
В устройство дополнительно введены датчик 7 параметра непродукционного режима и канал 22 настройки и регулирования непродукционного режима. Информационный вход и выход последнего соединены соответственно с выходом датчика 7 и третьим входом блока 1. Первый и второй управляющие входы канала 22 соединены соответственно с вторым выходом блока 5 и выходом сигнализатора 6.
Назначение датчика 7 параметра непродукционного режима состоит в формировании на его выходе сигнала, пропорционального текущему значению параметра непродукционного режима, который определяет состояние готовности исполнительного механизма к переходу в продукционный режим. В рассматриваемом примере параметром непродукционного режима является соотношение (отношение либо разность) скоростей вращения валков данной тянущей и предшествующей ей по ходу прокатки (предыдущей) клетей.
Назначение и принцип функционирования канала 22 аналогичны таковым для канала 21 с тем отличием, что канал 22 выводится из работы при существовании продукционного режима, а при существовании непродукционного режима он работает в режимах слежения или сравнения-регулирования соответственно при реализации оперативных режимов настройки или автоматического. В последнем случае канал 22 выполняет функции запоминания значения параметра непродукционного режима, имевшего место в момент времени, непосредственно предшествующий переводу объекта управления из режима настройки в автоматический режим, использования этого значения параметра непродукционного режима в качестве его заданного значения в автоматическом режиме, формирования сигнала, пропорционального отклонению фактического значения параметра непродукционного режима от его запомненного (заданного) значения, и формирования на своем выходе сигнала коррекции выходной координаты исполнительного механизма, отработка которого блоком 1 приводит к стабилизации параметра непродукционного режима при автоматическом непродукционном режиме работы исполнительного механизма.
Канал 21 в одном из известных вариантов его выполнения содержит элемент 9 сравнения, суммирующий вход которого является информационным входом канала 21, а вычитающий вход элемента 9 сравнения соединен с выходом интегратора 10. Вход интегратора 10 соединен с первым выходом переключателя 11 оперативного режима, управляющий вход которого является первым управляющим входом канала 21. Инфоpмационный вход переключателя 11 соединен с выходом ключа 12, управляющий вход которого является вторым управляющим входом канала 21. Информационный вход ключа 12 соединен с выходом элемента 9 сравнения. Второй выход переключателя 11 соединен с входом регулятора 19, выход которого является выходом канала 21.
Переключатель 11 осуществляет соединение своего информационного входа с первым или вторым выходом при поступлении на его управляющий вход сигналов логической "1" или "0" соответственно, чем определяется выбор оперативных режимов настройки или автоматической работы исполнительного механизма, в соответствии с принципом функционирования блока 5.
Ключ 12 замкнут или разомкнут при поступлении на его управляющий вход сигналов логических "1" или "0" соответственно, так как контакт ключа 12 является замыкающим. В соответствии с принципом функционирования сигнализатора 6, формирующим сигнал управления ключом 12, последний замкнут или разомкнут соответственно при работе исполнительного механизма в продукционном или непродукционном технологическом режиме. Интегратор 10 предназначен для формирования на его выходе сигнала, пропорционального заданному значению параметра продукционного режима, путем запоминания значения этого параметра по окончании процесса настройки продукционного режима.
Регулятор 19 выполнен в виде пассивного динамического звена, например, пропорционального усилителя. С помощью технологического регулятора 19 осуществляется формирование корректирующего задающего сигнала, подаваемого на второй вход блока 1 для стабилизации заданного значения параметра продукционного режима при автоматической работе исполнительного механизма в продукционном режиме.
При работе исполнительного механизма в непродукционном режиме, независимо от вида оперативного режима, на управляющий вход ключа 12 поступает сигнал логического "0", ключ 12 разомнут, в результате чего сигналы на входе интегратора 10 и на втором выходе переключателя 11 равны нулю. На вход регулятора 19 с второго выхода переключателя 11 поступает сигнал, равный нулю, т. е. канал 21 выведен из работы. Выходной сигнал канала 21, поступающий на второй вход блока 1, в этом технологическом режиме может быть отличным от нуля лишь в том случае, если выходной сигнал регулятора 19 содержит интегральную составляющую сигнала на его входе, т. е. при выполнении регулятора 19, например, в виде пропорционально-интегрального усилителя. Может быть предусмотрено гашение выходного сигнала регулятора 19 известными техническими средствами, однако в предлагаемом устройстве в этом нет необходимости, поскольку выходной сигнал выведенного из работы канала 21 не изменяется во времени и автоматически компенсируется каналом 22.
При работе исполнительного механизма в продукционном технологическом режиме и оперативном режиме настройки на управляющие входы переключателя 11 оперативного режима и ключа 12 поступают сигналы логической "1", образуется электрическое соединение выхода элемента 9 сравнения с входом интегратора 10. Сигнал на входе регулятора 19 равен нулю, канал 21 работает в режиме слежения. Сигнал на выходе канала 21 не изменяется во времени, а поскольку регулятор 12 принят пропорциональным, то этот сигнал равен нулю. Так как выход интегратора 10 соединен с вычитающим входом элемента 9 сравнения, то в данной ситуации в канале 21 образуется следящая система, входом которой является суммирующий вход элемента 9 сравнения, а ее выходом служит выход интегратора 10. Интегратор 10 осуществляет интегрирование выходного сигнала элемента 9 сравнения, равного разности сигналов на суммирующем и вычитающем входах последнего. Интегрирование происходит до тех пор, пока не наступает равенство сигналов на выходе интегратора 10 и суммирующем входе элемента 9 сравнения. Таким образом, при работе канала 21 в режиме слежения на выходе интегратора 10 воспроизводится сигнал, поступающий на информационный вход канала 21 от датчика 4.
Прекращение продукционного режима приводит к размыканию ключа 12. При этом интегратор 10 переходит в режим запоминания и сохраняет на своем выходе значение сигнала, имевшее место непосредственно перед размыканием ключа 12. При возобновлении продукционного режима, сопровождавшемся замыканием ключа 12, значение выходного сигнала интегратора 10 корректируется, точнее приближаясь к значению сигнала на информационном входе канала 21, т. е. к значению сигнала, пропорционального настроенному значению параметра продукционного режима. Переход интегратора 10 в режим запоминания осуществляется также при переводе исполнительного механизма в автоматический режим, когда с помощью переключателя 11 оперативного режима вход интегратора 10 отсоединяется от выхода ключа 12. Таким образом, в непродукционном и автоматическом продукционном режимах интегратор 10 выполняет функцию источника сигнала, пропорционального заданному значению параметра продукционного режима, причем последнее формируется как результат запоминания настроенного значения этого параметра. При этом только в автоматическом продукционном режиме, когда на оба управляющих входа канала 21 поступают сигналы логической "1", на второй выход переключателя 11 оперативного режима с выхода элемента 9 сравнения подается сигнал, пропорциональный отклонению фактического значения параметра продукционного режима от его заданного значения, сформированного в результате настройки или подстройки этого технологического режима.
При работе исполнительного механизма в автоматическом продукционном режиме сигнал, поступающий на вход регулятора 19, преобразуется последним в его выходной сигнал, представляющий собой сигнал коррекции выходной координаты исполнительного механизма, поступающий на второй вход блока 1 управления последним. Таким образом, в этом и только в этом случае канал 21 работает в режиме сравнения-регулирования, обеспечивая стабилизацию настроенного значения параметра продукционного режима.
Канал 22 отличается по устройству от канала 21 лишь тем, что контакт ключа 12 является размыкающим. В связи с этим канал 22 выводится из работы на время существования продукционного технологического режима, а при настройке непродукционного режима и в автоматическом непродукционном режиме он работает соответственно в режимах слежения и сравнения-регулирования, аналогично принципу работы канала 21 в этих же режимах работы последнего.
Канал 22 может быть выполнен совершенно аналогичным по устройству каналу 21, но при этом выход сигнализатора 6 должен быть соединен с вторым управляющим входом канала 22 через логический элемент НЕ, что эквивалентно по принципу действия, описанному выше варианту выполнения канала 22.
Блок 5, выполняющий описанные функции, может быть выполнен в виде источника 13 сигнала логической единицы, выход которого выведен на первый и второй выходы блока 5 через управляемые ключи 14 и 15 в виде тумблеров или кнопок, которыми манипулирует оператор, устанавливая вид оперативного режима соответственно при существовании продукционного и непродукционного технологических режимов.
Сигнализатор 6 в одном из вариантов выполнен в виде датчиков 16 и 17 наличия металла в валках смежных клетей межклетевого промежутка, соединенных своими выходами соответственно с первым и вторым входами логического элемента И 18, выход которого является выходом сигнализатора 6. При одновременной прокатке заготовки в двух смежных клетях межклетевого промежутка выходной сигнал сигнализатора 6 имеет значение логической "1", в других случаях он имеет значение логического "0". Сигнализатор 6 в описанном варианте выполнения работает безошибочно, если исключены ситуации одновременного наличия в межклетевом промежутке переднего и заднего концов следующих друг за другом заготовок. На мелкосортно-проволочных станах такие ситуации исключены.
Предлагаемое устройство работает следующим образом.
Процесс настройки технологического процесса прокатки осуществляется одинаково для каждого межклетевого промежутка непрерывной группы клетей. Для реализации оперативного режима настройки оператор устанавливает на первом и втором выходах блока 5 сигналы логической "1", которые подаются на первые управляющие входы каналов 21 и 22. При этом регуляторы 19 и 20 в каналах 21 и 22 выводятся из работы и выходные сигналы этих каналов, поступающие на второй и третий входы блока 1, равны нулю (поскольку используются пропорциональные регуляторы 20). Задающим сигналом блока 1 является в этой ситуации лишь выходной сигнал источника 2 сигнала настройки, поступающий на его первый вход.
В первую очередь производится настройка непродукционного технологического режима. В этом случае сигнализатор 6 выдает на свой выход сигнал логического "0", поступающий на вторые управляющие входы каналов 21 и 22. В результате канал 21 выводится из работы, а канал 22 работает в режиме слежения. Оператор, руководствуясь технологической инструкцией или опытом эксплуатации технологического агрегата, путем изменения значения сигнала источника 2 устанавливает оптимальное для непродукционного режима значение выходной координаты исполнительного механизма (скорости вращения валков тянущей клети), при котором обеспечиваются наилучшие условия готовности исполнительного механизма (тянущей клети) к переходу в продукционный технологический режим.
Датчик 7 формирует на своем выходе сигнал, пропорциональный значению технологического параметра, определяющего полностью или наиболее существенно упомянутые условия готовности исполнительного механизма к переходу в продукционный режим, либо иной контролируемый (оптимизируемый) технико-экономический показатель работы технологического агрегата в непродукционном режиме (например расход энергоресурса). В данном примере параметром непродукционного режима является соотношение скоростей вращения валков смежных клетей межклетевого промежутка.
Выходной сигнал датчика 7 поступает на информационный вход канала 22 и воспроизводится на выходе содержащегося в канале 22 интегратора 10.
По окончании настройки непродукционного режима оператор устанавливает на втором выходе блока 5 сигнал логического "0", в результате чего канал 22 переводится в режим сравнения-регулирования. Значение сигнала на выходе датчика 7, имевшее место в момент времени, непосредственно предшествующий этой операции, запоминается на выходе интегратора 10 в канале 22 и используется в качестве заданного значения параметра непродукционного режима. Сигнал, пропорциональный отклонению фактического значения параметра непродукционного режима от его заданного значения, поступает на вход регулятора 20 в канале 22 и преобразуется этим регулятором в сигнал коррекции, поступающий на третий вход блока 1. В результате осуществляется автоматическая стабилизация параметра непродукционного режима на настроенном уровне за счет образования контура регулирования этого параметра (при существовании непродукционного технологического режима).
Если технологический агрегат содержит и другие исполнительные механизмы, оборудованные предлагаемой системой, то их настройка в непродукционном режиме осуществляется аналогично. Возможна повторная настройка (подстройка) непродукционного режима исполнительного механизма. По окончании настройки всего технологического агрегата в непродукционном режиме, завершившейся переводом всех исполнительных механизмов в режим автоматического регулирования параметров непродукционного режима на настроенных уровнях, оператор приступает к настройке продукционного технологического режима, выполняя операцию ввода технологического агрегата в продукционный режим.
При работе исполнительного механизма (тянущей клети) в продукционном режиме на выходе сигнализатора 6 присутствует сигнал логической "1". В этом случае канал 22 выведен из работы, а канал 21 работает в режиме слежения. Датчик 4 передает на информационный вход канала 21 сигнал, пропорциональный текущему значению технологического параметра (прогиба заготовки), полностью или наиболее существенно определяющего контролируемый (оптимизируемый) технико-экономический показатель технологического процесса в продукционном режиме (качество проката). Процесс настройки продукционного режима осуществляется точно так же, как и настройка непродукционного режима, и завершается переводом канала 21 в режим сравнения-регулирования после установки на первом выходе блока 5 сигнала логического "0". В результате образуется контур регулирования параметра продукционного режима, осуществляющий автоматическую стабилизацию этого параметра на настроенном уровне. Корректирующее управляющее воздействие в этом контуре передается на второй вход блока 1 с выхода канала 21.
При наличии на первом и втором выходах блока 5 сигналов логического "0" исполнительный механизм работает в автоматическом оперативном режиме при существовании любого технологического режима (непродукционного и продукционного). Ввод в работу каналов 21 и 22 настройки и регулирования соответственно продукционного и непродукционного режимов осуществляется под управлением сигнализатора 6.
Подстройка продукционного и непродукционного режимов работы исполнительного механизма может производиться в темпе технологического процесса точно так же, как и начальная настройка.
Введение в систему датчика 7 и канала 22, осуществление описанных связей их между собой и другими элементами системы обеспечивает преимущества предложенного устройства управления исполнительным механизмом по сравнению с устройством-прототипом. Основное преимущество, соответствующее цели изобретения, состоит в том, что расширяются функциональные возможности системы за счет придания устройству дополнительных функций настройки и автоматической стабилизации параметра непродукционного режима, определяющего полностью или существенно технологические условия перехода исполнительного механизма из непродукционного режима в продукционный или иные технико-экономические показатели технологического процесса. Такое расширение функциональных возможностей системы позволяет достичь улучшения контролируемых (оптимизируемых) технико-экономических показателей работы технологического агрегата, исполнительные механизмы которого оборудованы предлагаемым устройством управления. Эффект достигается за счет стабилизации параметра непродукционного режима на уровне его настроенного значения в условиях дестабилизирующего влияния помех, а это приводит к стабилизации контролируемого (оптимизируемого) технико-экономического показателя работы технологического агрегата, благодаря сохранению наилучших условий готовности исполнительного механизма к переходу в продукционный режим при периодическом чередовании видов технологических режимов.
В рассматриваемом примере в непродукционном режиме стабилизируется (при действии помех) соотношение скоростей вращения валков смежных клетей каждого межклетевого промежутка на настроенном уровне, что обеспечивает безаварийный захват заготовок (без критического петлеобразования и обрывов). В продукционном режиме стабилизируется прогиб заготовки в межклетевых промежутках, который косвенно, но наиболее существенно влияет на натяжение заготовки в межклетевых промежутках. Натяжение, в свою очередь, определяет размеры и форму сечения проката, по которым оценивается путем контрольных обмеров качество проката (здесь качество проката, как технико-экономический показатель работы группы клетей, не имеет интегральной числовой оценки). Настройкой непродукционного и продукционного режимов добиваются достаточно высокого качества проката. Экономический эффект от применения предлагаемого устройства в данном технологическом агрегате будет состоять в повышении качества проката и снижении аварийности за счет оптимизации условий захвата заготовки в тянущих клетях.
Дополнительное преимущество предлагаемого устройства состоит, во-первых, в том, что отпадает необходимость восстановления настройки непродукционного режима после настройки продукционного режима. Это сокращает расход времени на настройку технологического процесса и ведет к росту производительности технологического агрегата. Во-вторых, отпадает необходимость гашения интегральных составляющих выходных сигналов регуляторов в каналах, когда не осуществляется автоматическое регулирование параметров соответственно продукционного и непродукционного режимов. Это упрощает устройство.
Другим примером практического применения предлагаемого устройства может служить камера для сушки кирпича-сырца, представляющая собой технологический агрегат с несколькими исполнительными механизмами, одним из которых является отсасывающий вентилятор. Задание скорости вращения вентилятора (выходной координаты исполнительного механизма) осуществляется оператором. Параметром продукционного режима является разрежение газовой среды в камере. Оно наиболее существенно влияет на качество высушенного кирпича-сырца, которое не имеет интегральной числовой оценки и контролируется периодически по наличию трещин на поверхности и внутренних областей запаривания. Параметром непродукционного режима является температура кладки камеры при ее прогреве перед загрузкой. Этот параметр, подверженный флуктуациям из-за непредсказуемых колебаний температуры теплоносителя, определяет готовность камеры к загрузке и также существенно влияет на качество продукции. Применение предлагаемого устройства для данного и других исполнительных механизмов сушильной камеры позволит повысить качество кирпича, чем и определяется экономическая эффективность применения предлагаемого устройства для данного технологического агрегата.
Этот пример отличается от предыдущего меньшей частотой чередования непродукционного и продукционного режимов и исполнением сигнализатора 6. Последний может быть выполнен аналогично блоку 5, т. е. в виде источника сигнала логической "1" с управляемым вручную ключом на выходе последнего. (56) Карпинский Ю. П. и др. Модернизация системы автоматической стабилизации режима прокатки мелкого сорта. В кн. : Автоматизация на службе качества, экономии материальных, трудовых и энергетических ресурсов. Тематич. сб. науч. тр. М. : Металлургия, 1985, с. 30-36.
Праздников А. В и др. Автоматизация непрерывных мелкосортных станов. М. : Металлургия, 1975, с. 96-108.
Башарин А. В. и др. Управление электроприводами. Л. : Энергоиздат, 1982, с. 286.
Авторское свидетельство СССР N 1414488, кл. В 21 В 37/00, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Система автоматического управления главными приводами реверсивного прокатного стана | 1988 |
|
SU1581398A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| КОМАНДНЫЙ БЛОК ДЛЯ ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА | 2011 |
|
RU2475797C1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для регулирования межклетевых натяжений | 1979 |
|
SU880532A2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана | 1986 |
|
SU1384351A1 |
| Устройство управления приводом нажимных винтов клети прокатного стана | 1981 |
|
SU984532A1 |
Изобретение относится к технике автоматического управления и может быть использовано в разных областях техники для управления технологическими процессами с раздельным осуществлением оперативных режимов настройки и автоматического. Цель изобретения - расширение функциональных возможностей системы автоматического управления за счет возможности настройки непродукционного режима на уровне его настроенного значения в условиях влияния помех. Устройство управления исполнительным механизмом технологического агрегата содержит блок 1 формирования сигнала управления исполнительным механизмом, источник 2 сигнала настройки, блоки 3 и 8 формирования сигналов отклонения технологического параметра и параметра непродукционного режима от соответствующих заданных значений, датчики 4 и 7 технологического параметра и параметра непродукционного режима, блок 5 задания режима работы, сигнализатор 6 технологической загрузки, элемент 9 сравнения, интегратор 10, переключатель 11 оперативного режима 11, ключ 12, регуляторы 19 и 20 технологического параметра и параметра непродукционного режима, управляемые ключи 14 и 15, датчики 16 и 17 наличия металла в валках смежных клетей межклетевого промежутка и элемент И 18. 1 ил.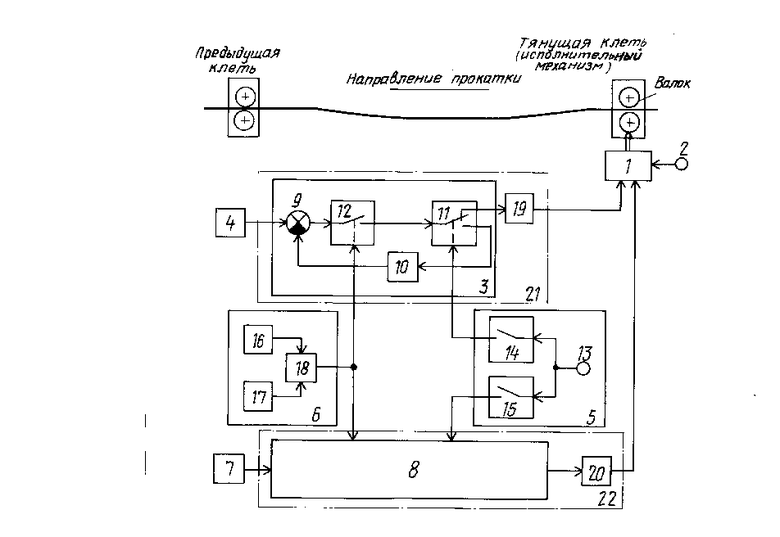
УСТРОЙСТВО УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМ МЕХАНИЗМОМ ТЕХНОЛОГИЧЕСКОГО АГРЕГАТА, содержащее последовательно соединенные датчик технологического параметра, блок формирования сигнала отклонения технологического параметра от заданного значения и регулятор технологического параметра, выход которого подключен к первому входу блока формирования сигнала управления исполнительным механизмом, второй вход которого соединен с источником сигнала настройки, а также сигнализатор технологической загрузки и блок задания режима работы, первые выходы которых соединены с управляющими входами блока формирования сигнала отклонения технологического параметра от заданного значения, отличающееся тем, что, с целью расширения функциональных возможностей устройства за счет возможности настройки параметра непродукционного режима на уровне его настроенного значения в условиях влияния помех, в него введены последовательно соединенные датчик параметра непродукционного режима, блок формирования сигнала отклонения параметра непродукционного режима от заданного значения и регулятор параметра непродукционного режима, выход которого подсоединен к второму входу блока формирования сигнала управления исполнительным механизмом, а управляющие входы блока формирования отклонения параметра непродукционного режима от заданного значения подключены к вторым выходам блока задания режима работы и сигнализатора технологической загрузки.
