00
00 4
СО
Oi
сл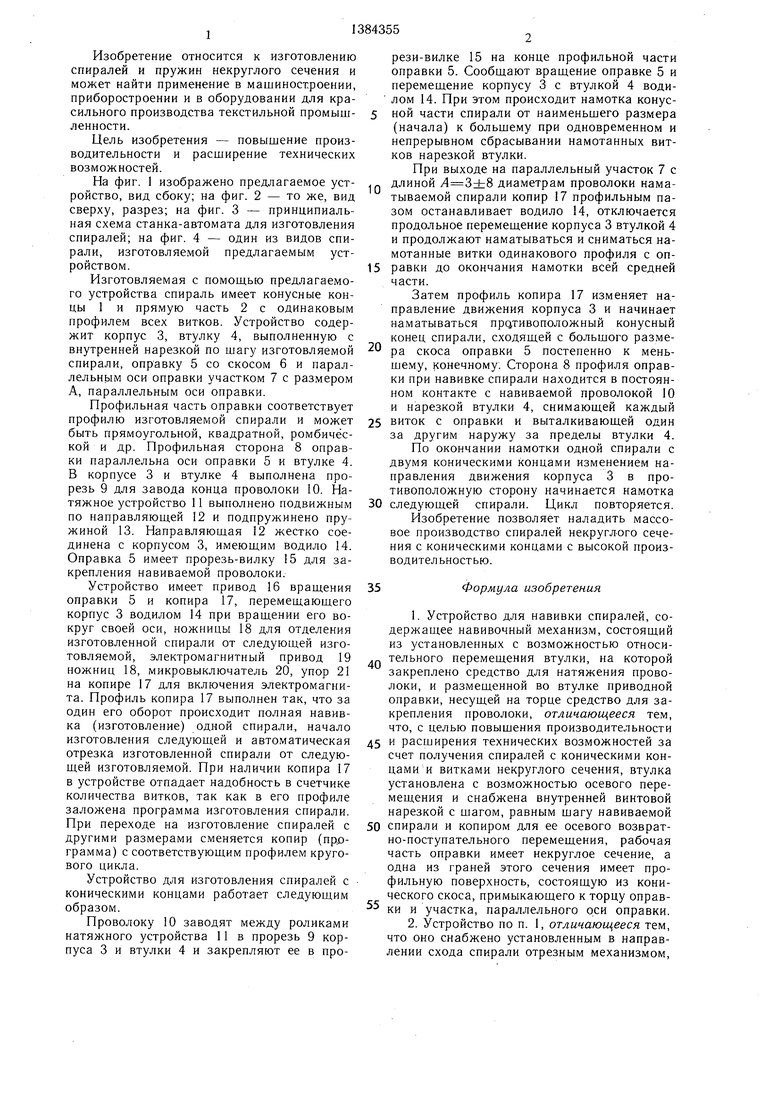
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2015 |
|
RU2614914C1 |
| Способ изготовления пружин | 1988 |
|
SU1579613A2 |
| Устройство для изготовления спиралей многоугольного профиля | 1990 |
|
SU1799656A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
Изобретение относится к изготовлению спиралей и позволяет повысить производительность и расширить технические возможности за счет изготовления профильных спиралей с коническими концами. Устройство для навивки содержит втулку 7 с внутренней нарезкой, равной шагу изготавливаемой спирали. Втулка 7 установлена с возможностью перемеш,ения вдоль оси оправки 5, на которую наматывают спираль. Сначала наматывают восходяшую конусную часть спирали от меньшего диаметра к большему путем перемеш,ения втулки вдоль оправки, профильная часть которой выполнена с односторонним скосом 6. Затем наматывают всю среднюю часть спирали с постоянным профилем без перемешения втулки. По окончании намотки средней части спирали втулку 7 перемещают по оправке 5 в обратном направлении и наматывают нисходяш,ую конусную часть. После намотки всей спирали переходят к намотке следуюш,ей, отделяя готовую без останова устройства. Для обеспечения постоянного натяжения проволоки служит натяжное .устройство II, выполненное подпружиненными и подвижным вместе с втулкой. 2 з.п. ф-лы, 4 ил. § сл
Фиг.1
Изобретение относится к изготовлению спиралей и пружин некруглого сечения и может найти применение в машиностроении, приборостроении и в оборудовании для красильного производства текстильной промышленности.
Цель изобретения - повышение производительности и расширение технических возможностей.
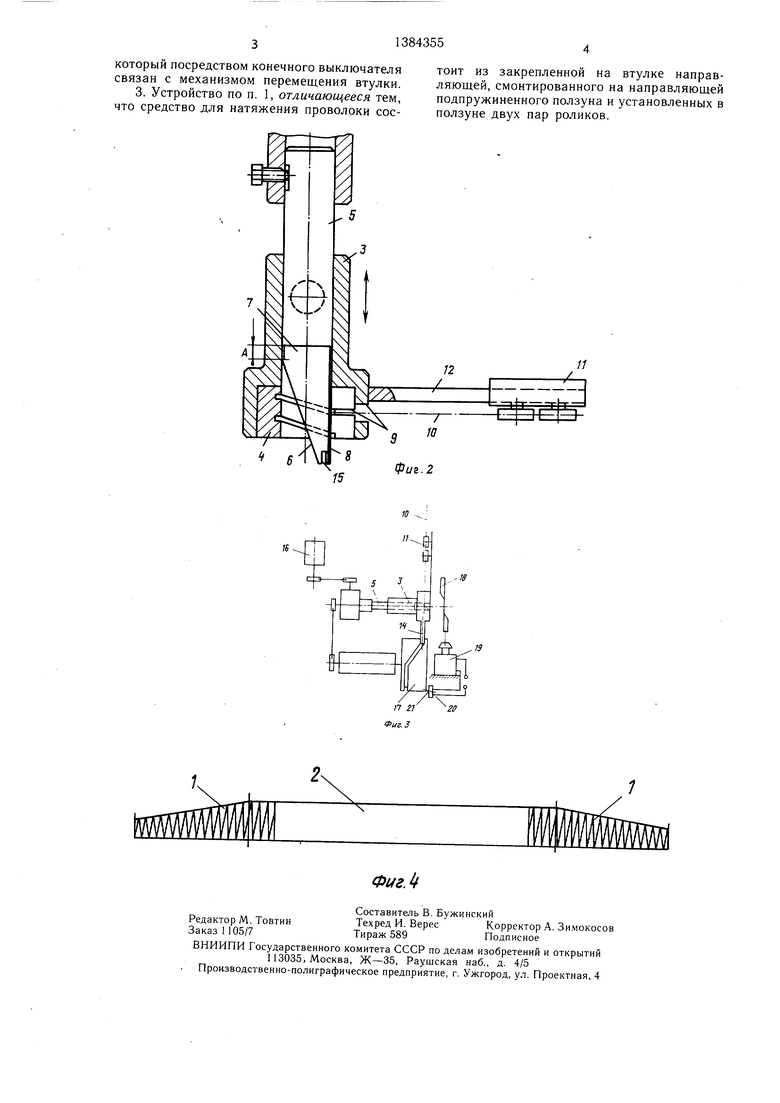
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху, разрез; на фиг. 3 - принципиальная схема станка-автомата для изготовления спиралей; на фиг. 4 - один из видов спирали, изготовляемой предлагаемым устройством.
Изготовляемая с помошью предлагаемого устройства спираль имеет конусные концы 1 и прямую часть 2 с одинаковым профилем всех витков. Устройство содержит корпус 3, втулку 4, выполненную с внутренней нарезкой по шагу изготовляемой спирали, оправку 5 со скосом 6 и параллельным оси оправки участком 7 с размером А, параллельным оси оправки.
Профильная часть оправки соответствует
рези-вилке 15 на конце профильной части
оправки 5. Сообщают вращение оправке 5 и
перемещение корпусу 3 с втулкой 4 води лом 14. При этом происходит намотка конус5 ной части спирали от наименьщего размера (начала) к большему при одновременном и непрерывном сбрасывании намотанных витков нарезкой втулки.
При выходе на параллельный участок 7 с
, длиной диаметрам проволоки наматываемой спирали копир 17 профильным пазом останавливает водило 14, отключается продольное перемещение корпуса 3 втулкой 4 и продолжают наматываться и сниматься намотанные витки одинакового профиля с оп15 равки до окончания намотки всей средней части.
Затем профиль копира 17 изменяет направление движения корпуса 3 и начинает наматываться противоположный конусный конец спирали, сходящей с большого разме ра скоса оправки 5 постепенно к меньшему, конечному. Сторона 8 профиля оправки при навивке спирали находится в постоянном контакте с навиваемой проволокой 10 и нарезкой втулки 4, снимающей каждый
профилю изготовляемой спирали и может 25 виток с оправки и выталкивающей один
быть прямоугольной, квадратной, ромбической и др. Профильная сторона 8 оправки параллельна оси оправки 5 и втулке 4. В корпусе 3 и втулке 4 выполнена прорезь 9 для завода конца проволоки 10. Натяжное устройство 11 выполнено подвижным по направляющей 12 и подпружинено пружиной 13. Направляющая 12 жестко соединена с корпусом 3, имеющим водило 14. Оправка 5 имеет прорезь-вилку 15 для закрепления навиваемой проволоки.
Устройство имеет привод 16 вращения оправки 5 и копира 17, перемещающего корпус 3 водилом 14 при вращении его вокруг своей оси, ножницы 18 для отделения изготовленной спирали от следующей изготовляемой, электромагнитный привод 19 ножниц 18, микровыключатель 20, упор 21 на копире 17 для включения электромагнита. Профиль копира 17 выполнен так, что за один его оборот происходит полная навивка (изготовление) одной спирали, начало изготовления следующей и автоматическая отрезка изготовленной спирали от следующей изготовляемой. При наличии копира 17 в устройстве отпадает надобность в счетчике количества витков, так как в его профиле заложена программа изготовления спирали. При переходе на изготовление спиралей с другими размерами сменяется копир (программа) с соответствующим профилем кругового цикла.
Устройство для изготовления спиралей с коническими концами работает следующим образом.
Проволоку 10 заводят между роликами натяжного устройства 11 в прорезь 9 корпуса 3 и втулки 4 и закрепляют ее в проза другим наружу за пределы втулки 4.
По окончании намотки одной спирали с двумя коническими концами изменением направления движения корпуса 3 в противоположную сторону начинается намотка 30 следующей спирали. Цикл повторяется.
Изобретение позволяет наладить массовое производство спиралей некругл-ого сечения с коническими концами с высокой производительностью.
35
Формула изобретения
45 и расширения технических возможностей за счет получения спиралей с коническими концами и витками некруглого сечения, втулка установлена с возможностью осевого перемещения и снабжена внутренней винтовой нарезкой с шагом, равным шагу навиваемой
50 спирали и копиром для ее осевого возвратно-поступательного перемещения, рабочая часть оправки имеет некруглое сечение, а одна из граней этого сечения имеет профильную поверхность, состоящую из конического скоса, примыкающего к торцу оправки и участка, параллельного оси оправки. 2. Устройство по п. 1, отличающееся тем, что оно снабжено установленным в направлении схода спирали отрезным механизмом.
55
рези-вилке 15 на конце профильной части
оправки 5. Сообщают вращение оправке 5 и
перемещение корпусу 3 с втулкой 4 води лом 14. При этом происходит намотка конусной части спирали от наименьщего размера (начала) к большему при одновременном и непрерывном сбрасывании намотанных витков нарезкой втулки.
При выходе на параллельный участок 7 с
длиной диаметрам проволоки наматываемой спирали копир 17 профильным пазом останавливает водило 14, отключается продольное перемещение корпуса 3 втулкой 4 и продолжают наматываться и сниматься намотанные витки одинакового профиля с оправки до окончания намотки всей средней части.
Затем профиль копира 17 изменяет направление движения корпуса 3 и начинает наматываться противоположный конусный конец спирали, сходящей с большого размера скоса оправки 5 постепенно к меньшему, конечному. Сторона 8 профиля оправки при навивке спирали находится в постоянном контакте с навиваемой проволокой 10 и нарезкой втулки 4, снимающей каждый
виток с оправки и выталкивающей один
за другим наружу за пределы втулки 4.
По окончании намотки одной спирали с двумя коническими концами изменением направления движения корпуса 3 в противоположную сторону начинается намотка 0 следующей спирали. Цикл повторяется.
Изобретение позволяет наладить массовое производство спиралей некругл-ого сечения с коническими концами с высокой производительностью.
35
Формула изобретения
5 и расширения технических возможностей за счет получения спиралей с коническими концами и витками некруглого сечения, втулка установлена с возможностью осевого перемещения и снабжена внутренней винтовой нарезкой с шагом, равным шагу навиваемой
0 спирали и копиром для ее осевого возвратно-поступательного перемещения, рабочая часть оправки имеет некруглое сечение, а одна из граней этого сечения имеет профильную поверхность, состоящую из конического скоса, примыкающего к торцу оправки и участка, параллельного оси оправки. 2. Устройство по п. 1, отличающееся тем, что оно снабжено установленным в направлении схода спирали отрезным механизмом.
5
который посредством конечного выключателя
связан с механизмом перемещения втулки.
что средство для натяжения проволоки сосРедактор М. Товтин Заказ 1105/7
Составитель В. Бужинский
Техред И. ВересКорректор А. Зи.мокосов
Тираж 589Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, у.л. Проектная, 4
тоит из закрепленной на втулке направляющей, смонтированного на направляющей подпружиненного ползуна и установленных в ползуне двух пар роликов.
//
Фиг. 2
Фиг.
| Цесарский Б | |||
| И | |||
| Приспособления для изготовления витых пружин.-М.: Машиностроение, 1968, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
