Изобретение относится к оборудованию для изготовления спиралей прямоугольного профиля, идущих для поперечного армирования таких конструкций, как сваи, колонны.
На фиг.1 изображено предлагаемое-Г устройство: на фиг.2 - вид А на фиг.1; на фиг.З - схема образования витков спирали.
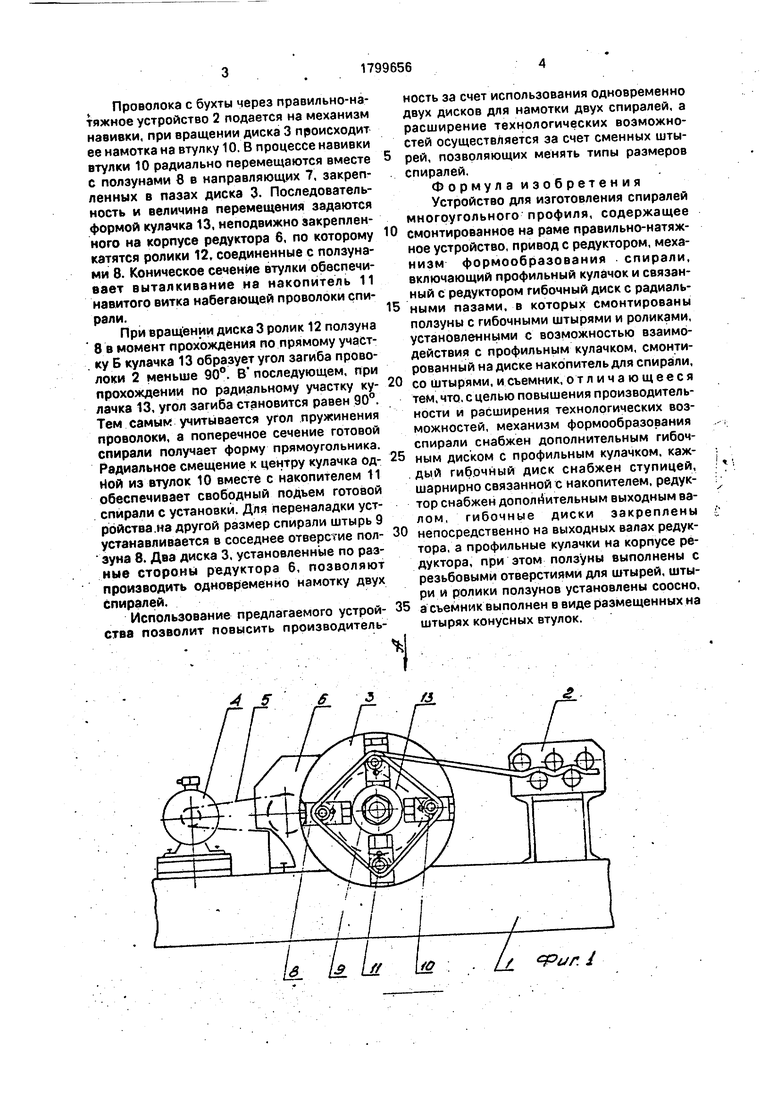
Устройство для изготовления спирали состоит из рамы 1. привильно-натяжного устройства 2, приводного диска 3 и привода. Привод состоит из электродвигателя 4, кли- ноременной передачи 5 и редуктора 6. На тихоходные валы редуктора установлены диски 3. В пазах каждого диска имеются.
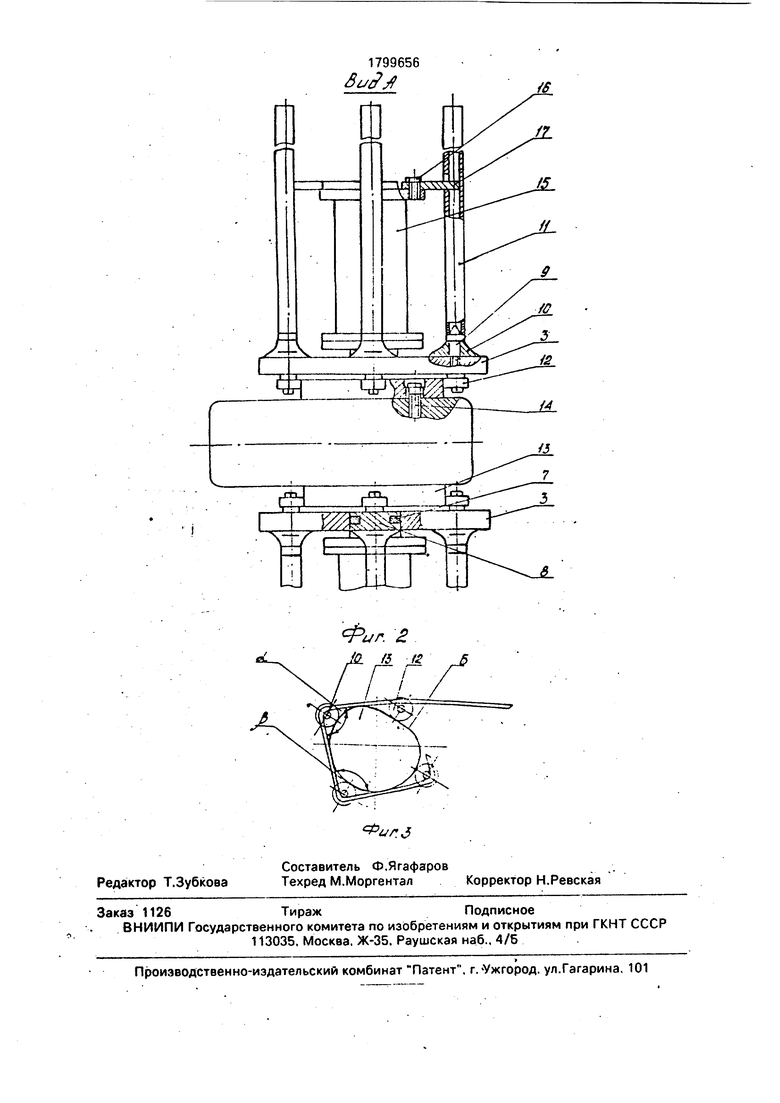
направляющие 7, по которым перемещаются ползуны 8, С одной стороны ползуна в резьбовое отверстие вворачиваются штыри 9, на которых установлены втулка 10, имеющая профиль усеченного круглого конуса, и накопитель 11. С другой стороны ползуна 8 крепится ролик 12. который перемещается по кулачку 13, неподвижно закрепленному болтам 14 на редукторе 6. В центре диска 3 имеется ступица 15, к которой с помощью болта 16 крепится стойка 17, шарнирно соединенная с другим концом трубы-накопителя 11.
Устройство работает следующим образом.
VI Ю Ю О СЛ Оч
v Проволока с бухты через правильно-натяжное устройство 2 подается на механизм навивки, при вращении диска 3 происходит ее намотка на втулку 10. В процессе навивки втулки 10 радиально перемещаются вместе с ползунами 8 в направляющих 7. закрепленных в пазах диска 3. Последовательность и величина перемещения задаются формой кулачка 13, неподвижно закрепленного на корпусе редуктора 6, по которому катятся ролики 12, соединенные с ползунами 8. Коническое сечение втулки обеспечивает выталкивание на накопитель 11 навитого витка набегающей проволоки спирали.
При вращении диска 3 ролик 12 ползуна 8 в момент прохождения по прямому участ- . ку Б кулачка 13 образует угол загиба проволоки 2 меньше 90°. В последующем, при прохождении по радиальному участку ку- лачка 13, угол загиба становится равен 90°. Тем самым учитывается угол пружинения проволоки, а поперечное сечение готовой спирали получает форму прямоугольника. Радиальное смещение к центру кулачка од- Иой из втулок 10 вместе с накопителем 11 обеспечивает свободный подъем готовой спирали с установки. Для переналадки устройства на другой размер спирали штырь 9 устанавливается в соседнее отверстие пол- эуна 8. Два диска 3, установленные по разные стороны редуктора 6, позволяют производить одновременно намотку двух спиралей.
Использование предлагаемого устрой- ства позволит повысить производительность за счет использования одновременно двух дисков для намотки двух спиралей, а расширение технологических возможностей осуществляется за счет сменных штырей, позволяющих менять типы размеров спиралей.
Формул а изобретения Устройство для изготовления спиралей многоугольного профиля, содержащее смонтированное на раме правильно-натяжное устройство, привод с редуктором, механизм формообразования спирали, включающий профильный кулачок и связанный с редуктором гибочный диск с радиальными пазами, в которых смонтированы ползуны с гибочными штырями и роликами, установленными с возможностью взаимодействия с профильным кулачком, смонтированный на диске накопитель для спирали, со штырями, и съемник, о т личающееся тем, что. с целью повышения производительности и расширения технологических возможностей, механизм формообразования спирали снабжен дополнительным гибочным диском с профильным кулачком, каждый гибочный диск снабжен ступицей, шарнирно связанной с накопителем, редуктор снабжен дополнительным выходным валом, гибочные диски закреплены непосредственно на выходных валах редуктора, а профильные кулачки на корпусе редуктора, при этом ползуны выполнены с резьбовыми отверстиями для штырей, штыри и ролики ползунов установлены соосно, а съемник выполнен в виде размещенных на штырях конусных втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ МНОГОУГОЛЬНОГО ПРОФИЛЯBCf-'CO-ОЗНАЯ | 1973 |
|
SU372009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1993 |
|
RU2077404C1 |
| Устройство для намотки нитевидного материала | 1989 |
|
SU1632913A1 |
| Автомат для изготовления изделий из проволоки | 1981 |
|
SU1042858A1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Станок для изготовления спиралей различного профиля | 1974 |
|
SU500861A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Устройство для гибки изделий из проволоки и стержней | 1980 |
|
SU997929A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
Изобретение относится к оборудованию для изготовления спиралей прямоугольного профиля, идущих для поперечного армирования таких конструкций, как сваи, колонны, и позволяет повысить производительность и расширить технологические возможности устройства. Устройство содержит раму, на которой установлены правильно-натяжное устройство, привод и приводной диск. Привод состоит из электродвигателя, клиноремен- ной передачи и редуктора. На тихоходные валы редуктора по разные стороны установлены приводные диски. В пазах диска имеются направляющие, по которым перемещаются ползуны. С одной стороны ползуна в резьбовое отверстие вворачивается штырь, на котором установлены втулка, имеющая профиль усеченного круглого конуса, и накопитель. С другой стороны ползуна крепится ролик, который перемещается по кулачку, неподвижно закрепленному болтами на редукторе. В центре диска имеет ступица. к которой с помощью болта крепится стойка, шарнирно соединена с другим концом накопителя. 3 ил. У fe
Фиг. I
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ МНОГОУГОЛЬНОГО ПРОФИЛЯBCf-'CO-ОЗНАЯ | 0 |
|
SU372009A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
