2Z7m 2 2tf313ZB7m W n
4;:
.i 4::
4
05
186 9 17 в 30 гвв 3 Фиг. If
1 2
220 гг7
чайки, соответствующие типоразмерам собираемых рамок корпусов. Включается силовой привод перемещения наружных полу- вайм 8 и происходит гибка обечаек и в конце хода приклеивание их к контробечайкам. В устройстве для поджима передних и задних клецев вставляются соответствующие клецы, склеиваемые поверхности смазываются клеем, и включением приводных силовых цилиндров наружные полуваймы 3 отводятся в исходное положение, а торцовые прижимы 11 и 12 перемещаются в сторону внутренних полувайм 8, прижимая своими гибкими лентами 223 в конце хода концы 208 и 209 обечаек к соответствующим клецам рамок корпусов. 7 з. п. ф-лы, 37 ил.





| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
| Круглопалочный станок | 1986 |
|
SU1335457A1 |
| Устройство для обыгрывания клавишного музыкального инструмента | 1985 |
|
SU1305767A1 |
| Машина для набивки тканей сетчатыми шаблонами | 1954 |
|
SU115980A1 |
| Устройство для проведения инъекций | 1989 |
|
SU1630833A1 |
| Устройство для перегрузки бытовых отходов из мусоропровода в транспортное средство | 1989 |
|
SU1752692A1 |
| Устройство для запрессовки и обрезки ладков в грифе музыкального инструмента | 1985 |
|
SU1307471A1 |
| Тележечный конвейер | 1988 |
|
SU1578053A1 |





Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для сборки рамок корпусов струнных музыкальных инструментов. Цель изобретения - расширение технологических возможностей ваймы при одновременном увеличении производительности труда и качества сборки рамок корпусов струнных музыкальных инструментов. Вайма снабжена двумя наружными 3 и двумя внутренними 8 полуваймами, торцовыми прижимами 11 и 12, устройствами 13 для фрезерования торцов контробечаек, устройствами 22 для центрирования обечаек и устройствами для поджима передних и задних клецев рамок корпусов. Профиль наружных 4 и внутренних 9 и 10 шаблонов соответственно наружных 3 и внутренних 8 полувайм с размещенными на них гибкими лентами эквидистантен боковому профилю соответствующих рамок корпусов. После установки на внутренних полуваймах 8 контробечаек за счет перемещения наружных полувайм 3 происходит гибка контробечаек вокруг гибких лент внутренних полувайм 8. Включается силовой привод устройств 13, которые осуществляют обработку торцов контробечаек в заранее заданный размер, соответствующий ширине клецев. Наружные полу ваймы 3 отводятся в сторону, изогнутые контробечайки смазываются клеем, на центрирующие пластины 255 устройств 22 устанавливаются обе (Л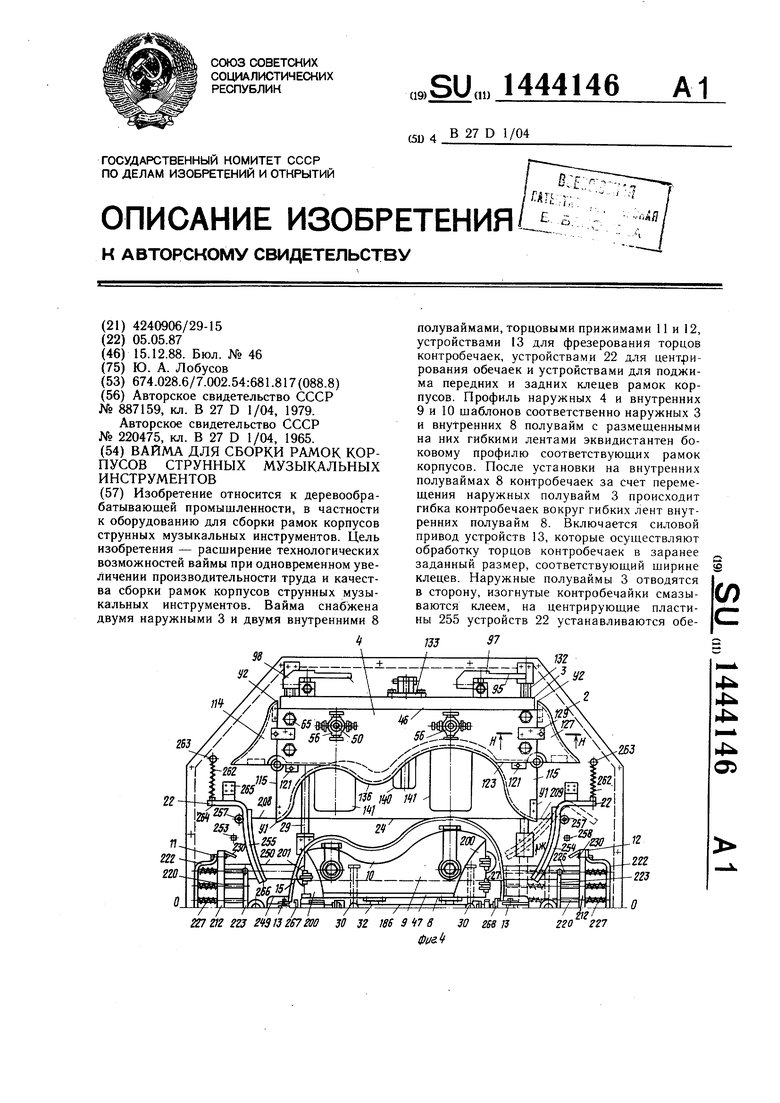
1
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для сборки рамки корпусов струнных музыкальных инструментов.
Цель изобретения - расширение технологических возможностей займы при одновременном увеличении производительности труда и качества сборки рамок корпусов струнных музыкальных инструментов.
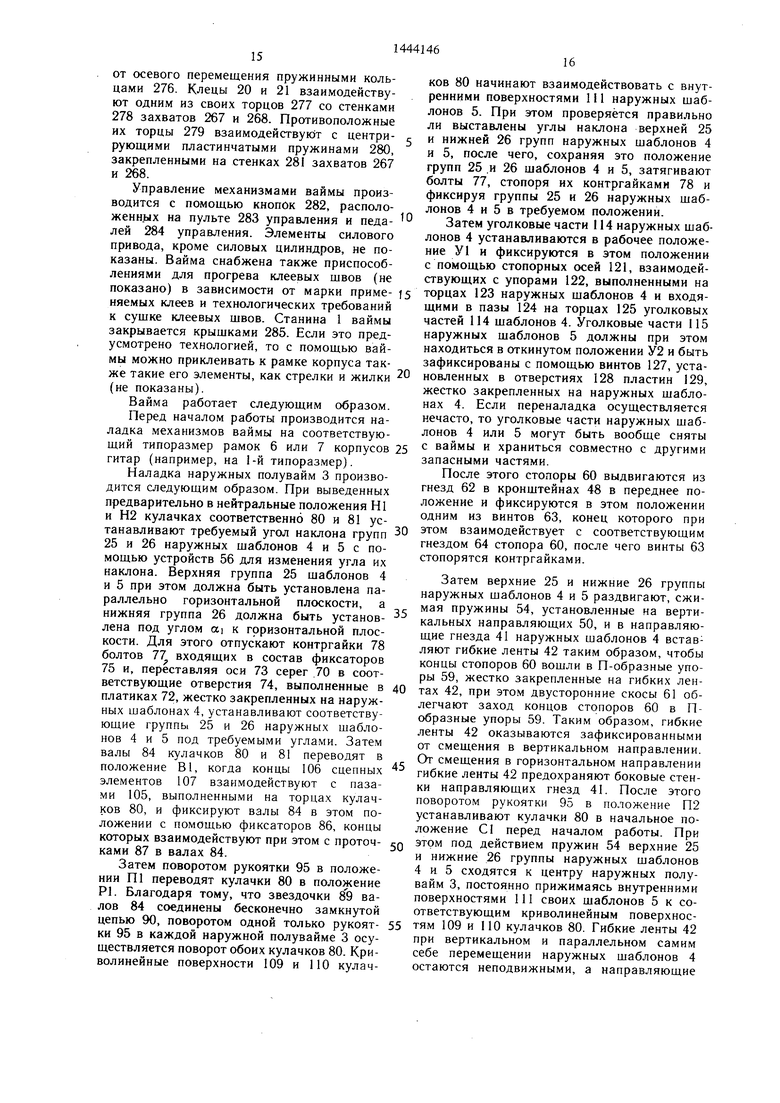
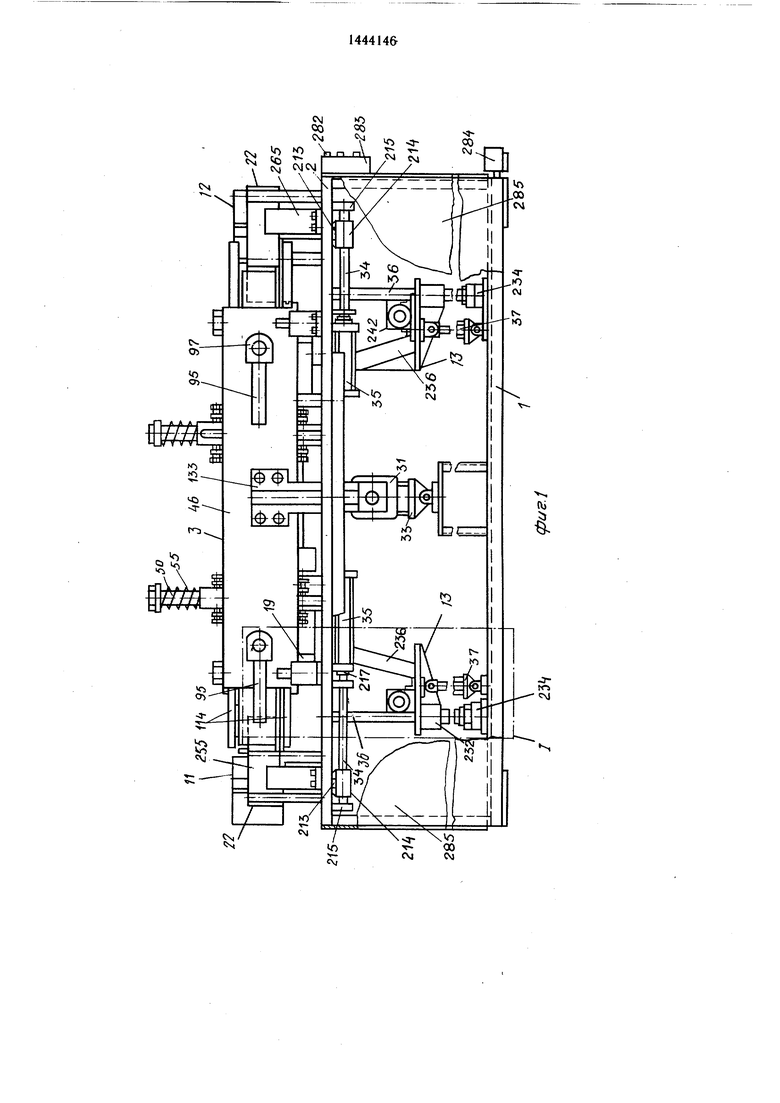
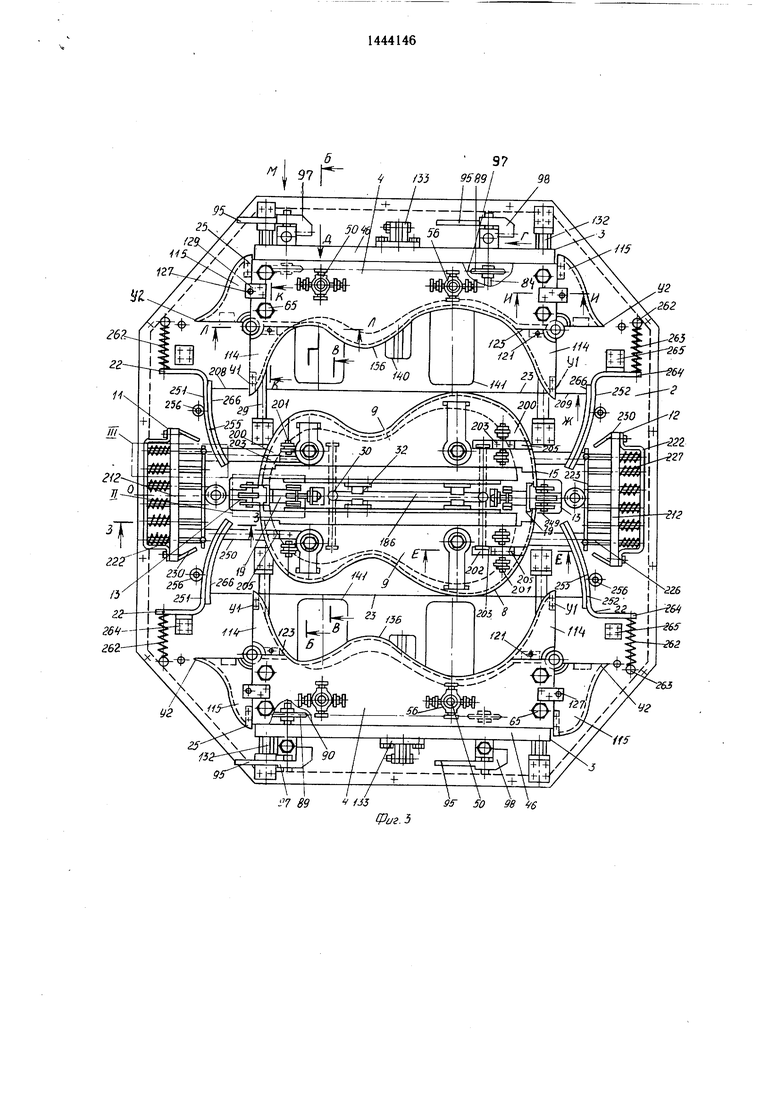
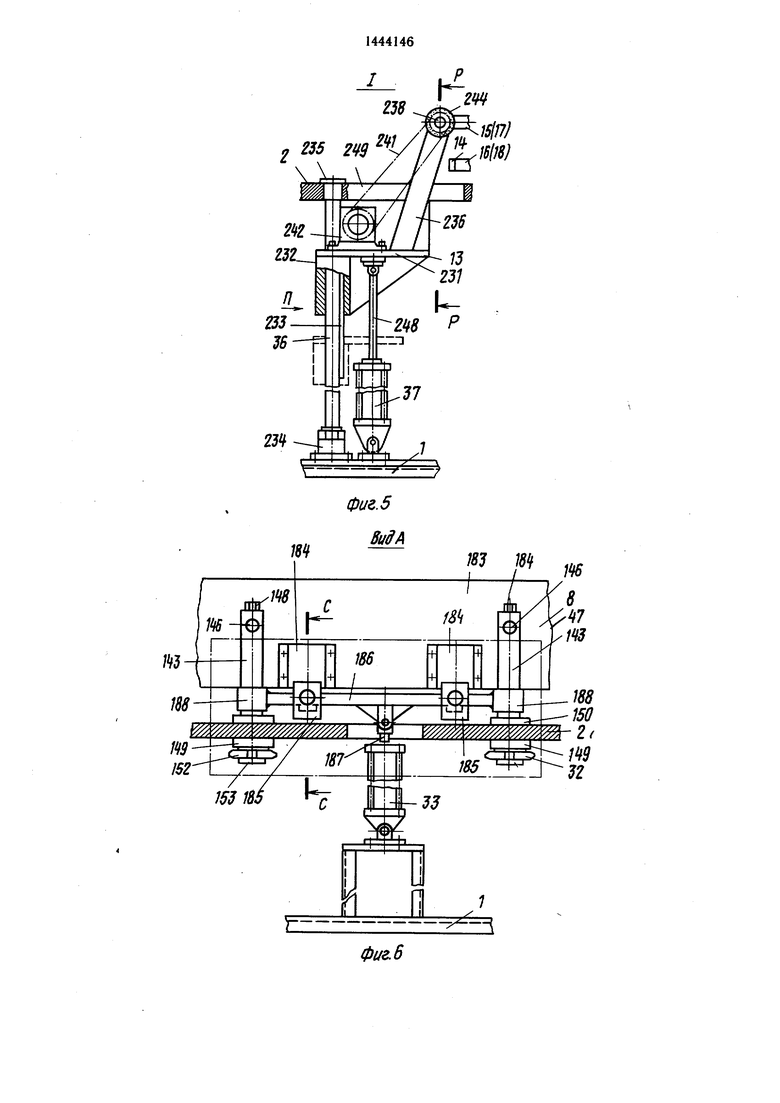
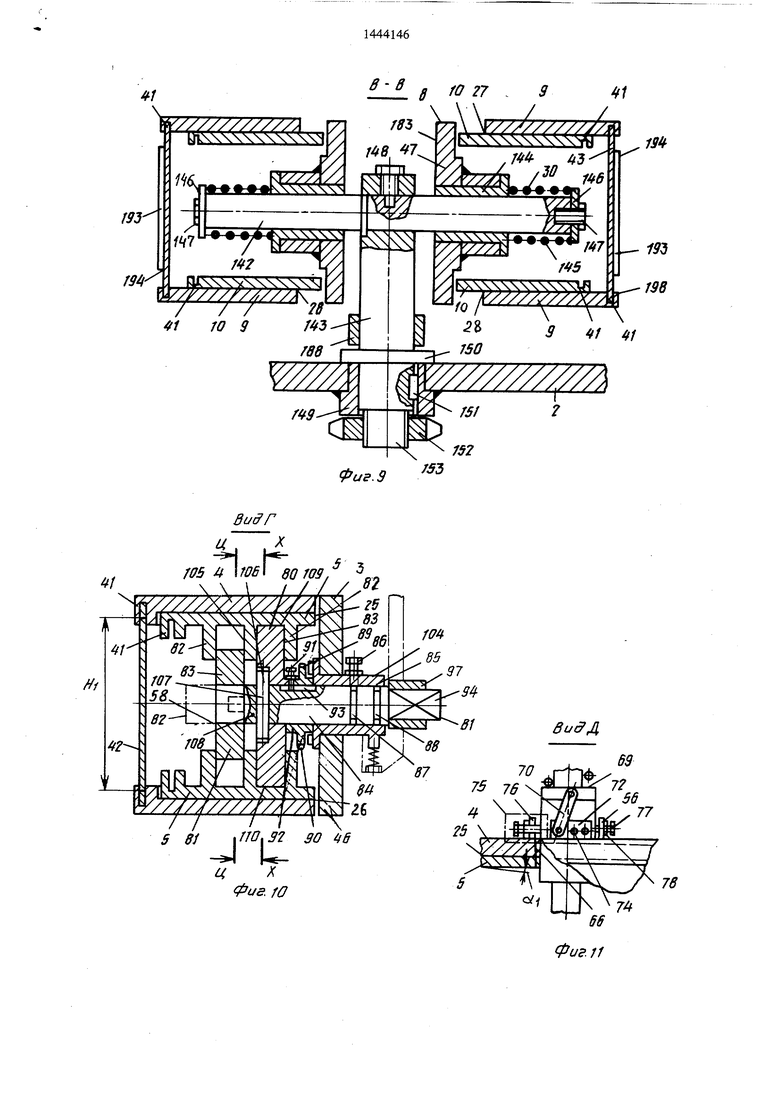
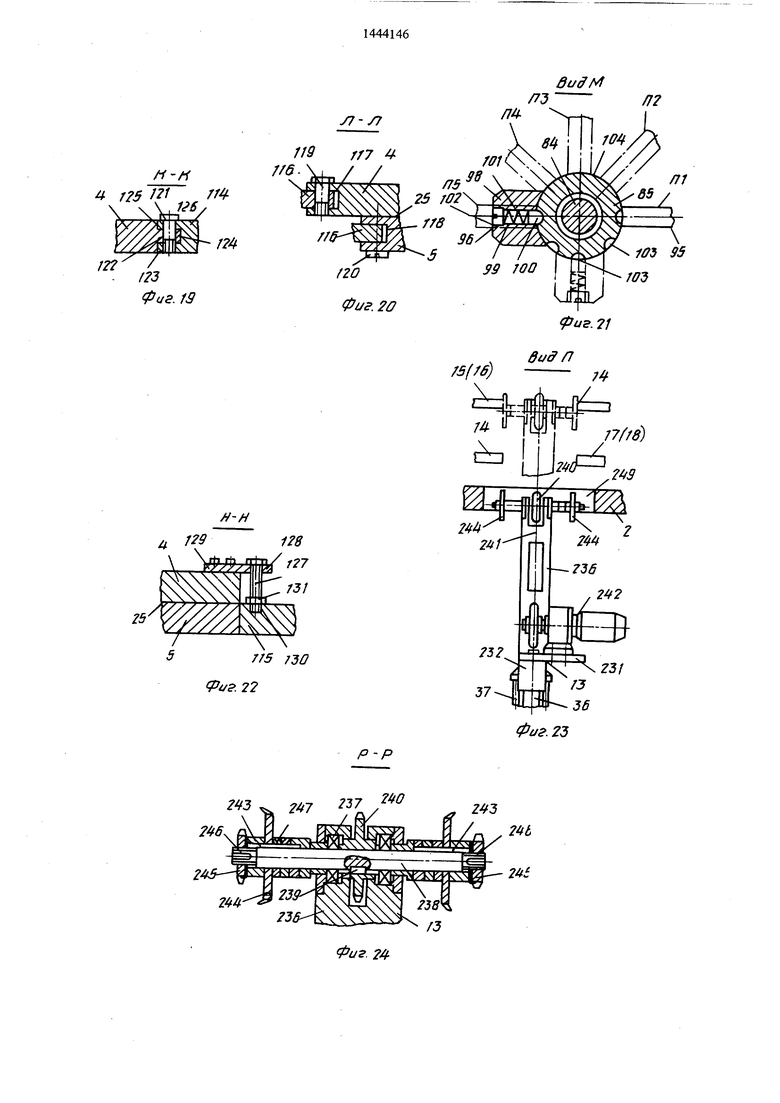
На фиг. 1 изображена вайма, общий вид; на фиг. 2 - то же, вид слева; на фиг. 3 - то же, вид сверху (вайма настроена на склеивание рамки корпуса музыкального инструмента 1-го типоразмера); на фиг. 4 - то же, вайма настроена на склеивание рамки корпуса музыкального инструмента 2-го типоразмера; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - вид А на фиг. 2; на фиг. 7 - сечение Б-Б на фиг. 3 (наружные и внутренние полуваймы настроены на склеивание рамки корпуса ;лузыкального инструмента 1-го типоразмера); на фиг. 8 - то же, наружные и внутренние полуваймы настроены на склеивание рамки корпуса музыкального инструмента 2-го типоразмера; на фиг. 9 - сечение В-В на фиг. 3; на фиг. 10 - вид Г на фиг. 3; на фиг. 11 - вид Д на фиг. 3 (верхние шаблоны наружной полуваймы установлены под углом к горизонтальной плоскости) ; на фиг. 12 - то же, верхние шаблоны наружной полуваймы установлены параллельно горизонтальной плоскости; на фиг. 13 - узел II на фиг. 3; на фиг. 14 - сечение Е-Е на фиг. 3; на фиг. 15 -7 вид Ж па фиг. 3; на фиг. 16 - сечение 3-3 на фиг. 3; на фиг. 17 - узел III на фиг. 3; на фиг. 18 - сечение И-И на фиг. 3; на фиг. 19 - сечение К-К на фиг. 3; на фиг. 20 - сечение Л-Л на фиг. 3; на фиг. 21 - вид М на фиг. 3; на фиг. 22 - сечение Н-Н на фиг. 4; на фиг. 23 - вид П на фиг. 5; на фиг. 24 - сечение Р-Р на фиг. 5; на фиг. 25 - сечение С-С на фиг. 6; на фиг. 26 - узел IY на фиг. 7; на фиг. 27 - узел Y на фиг. 7; на фиг. 28 - сечение Т-Т на фиг. 7; на фиг. 29 - сечение Y-У на фиг. 7; на фиг. 30 - узел YI на фиг. 8; на фиг. 31 - .вид Ф на
0
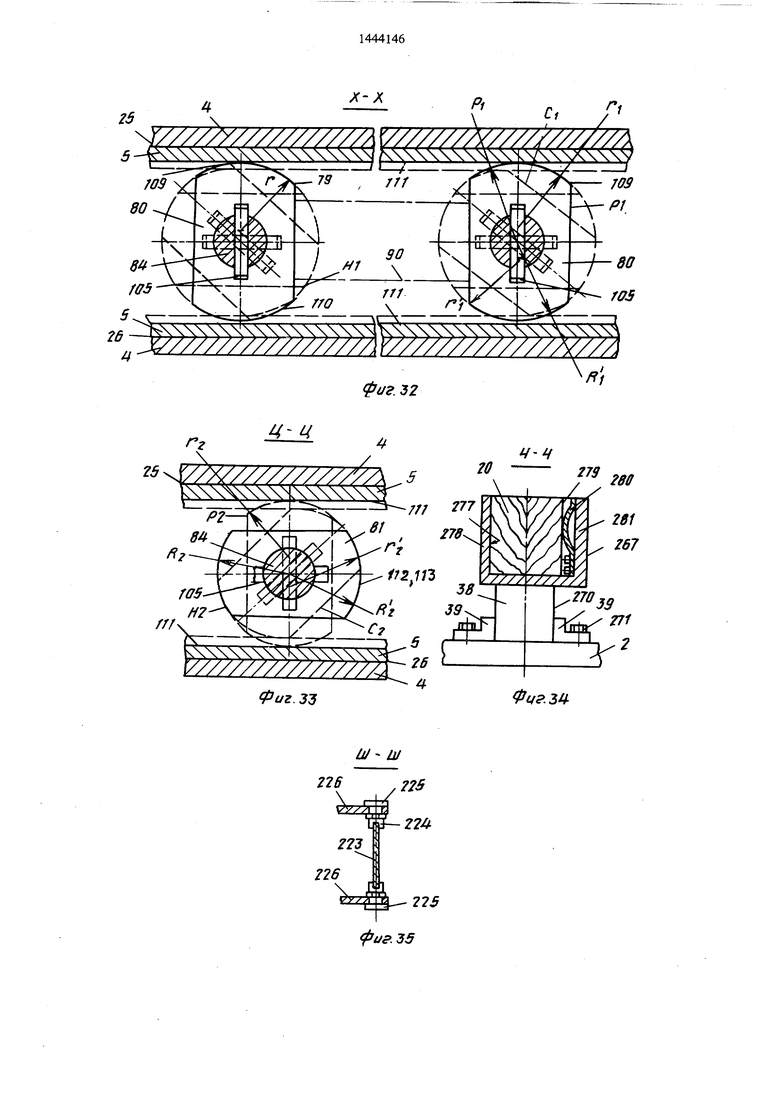
фиг. 8; на фиг. 32 - сечение X-X на фиг. 10 (задействованы кулачки, служащие для склеивания рамки корпуса музыкального инструмента 1-го типоразмера) на фиг. 33 - сечение Ц-Ц на фиг. 10 (задействованы
кулачки, предназначенные для склеивания рамки корпуса музыкального инструмента 2-го типоразмера); на фиг. 34 - сечение Ч-Ч на фиг. 13; на фиг. 35 - сечение Ш-Ш на фиг. 17; на фиг. 36 - склеенная
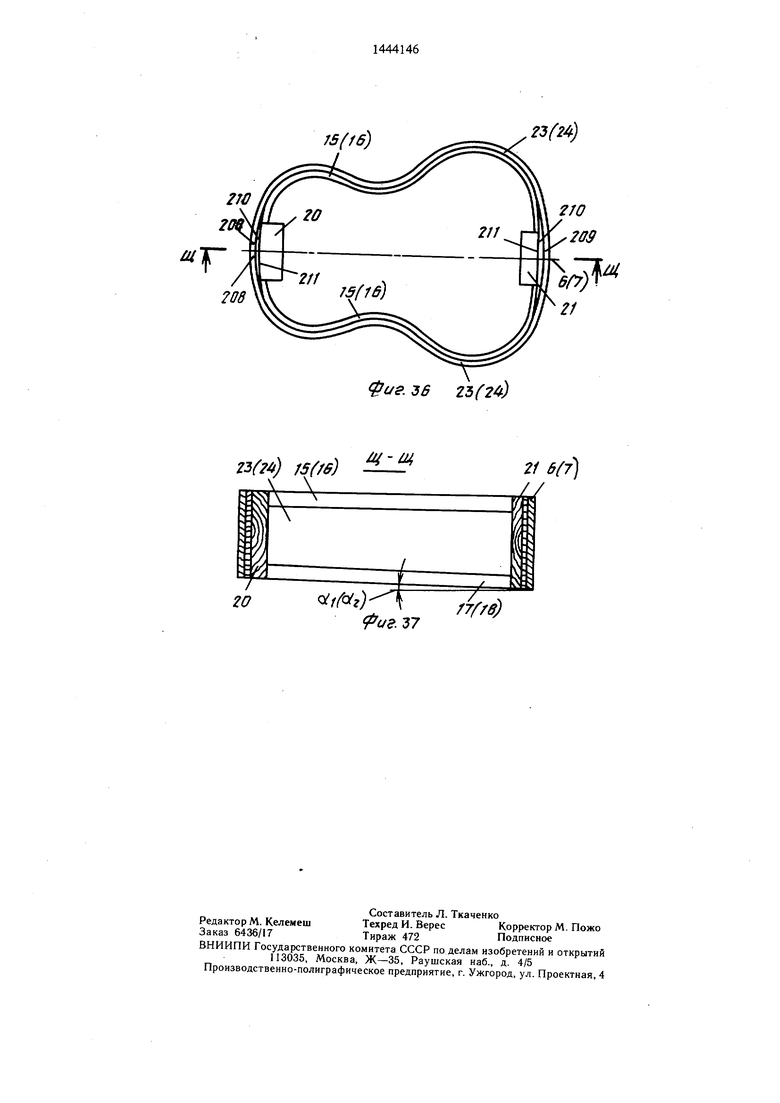
Q рамка корпуса музыкального инструмента, общий, вид; на фиг. 37 - сечение Щ-Щ на фиг. 36.
Вайма включает в себя станину 1, на плите 2 которой размещены две наружные полуваймы 3 с наружными шаблонами 4 и 5
5 соответственно для 1 и 2-го типоразмеров соответствующих рамок 6 и 7 корпусов струнных музыкальных инструментов (гитар), две внутренние полуваймы 8 с внутренними шаблонами 9 и 10 соответственно для 1 и 2-го типоразмеров соответствующих рамок 6 и 7 корпусов гитар, передний 11 и задний 12 торцовые прижимы, устройства 13 для фрезерования торцов 14 контробечаек верхних 15 и 16 и нижних 17 и 18 соответственно 1 и 2-го типоразмеров соответ5 ствующих рамок 6 и 7 корпусов гитар, устройства 19 для поджима передних 20 и задних 21 клецев рамок 6 и 7 соответствующих корпусов гитар и устройства 22 для центрирования обечаек 23 и 24 соответственно рамок 6 и 7 корпусов гитар 1 и 2-го типо0 размеров. Контуры наружных 4 и 5 и внутренних 9 и 10 шаблонов выполнены по форме соответствующих рамок 6 или 7 корпусов гитар.
Наружные 4 и 5 и внутренние 9 и 10 5 шаблоны выполнены регулируемыми и расположены на соответствующих наружных 3 и внутренних 8 полуваймах группами: верхние 25 и нижние 26 группы наружных шаблонов 4 и 5, верхние 27 и нижние 28 группы 0 внутренних шаблонов 9 и 10. Число наружных 4 и 5 или внутренних 9 и 10 шаблонов в любой из групп каждой полуваймы 3 или 8 равно числу типоразмеров собираемых рамок 6 и 7 корпусов гитар (в конкретном выполнении технического решения их число равно двум).
Наружные полуваймы 3 и внутренние полуваймы 8 установлены с возможностью перемещення соответственно на горизонтальных направляющих 29 и 30, жестко закрепленных на плите 2 станины 1 ваймы, в направлении, перпендикулярном продольной оси О-О гитары. Наружные полуваймы 3 связаны со своими силовыми цилинда также соответственно гибкие ленты 44 и 45 с высотой (фиг. 8) соответственно Н2 и h2. Направляющие гнезда 41 наружных шаблонов 4 и 5 и внутренних шаблонов 9 и 10 выполнены вдоль их контуров на сторонах, обращенных внутрь соответственно наружных 3 и внутренних 8 полувайм. Направляющие гнезда 41 наружных шаблонов 4 и 5 1 и 2-го типоразмеров рамок 6 и 7 корпусов гитар выполнены на расстоянии
рами 31 каждая, закрепленными с нижней соответственно Ь и Ь от края контура шаб- стороны плнты 2 станины 1. Внутренние полуваймы 8 связаны через разжимное устройство 32 одним силовым цилиндром 33, вертикально установленным на станине 1.
лонов, меньшем толщины ai и az соответствующих обечаек 23 и 24, а направляющие гнезда 41 внутренних шаблонов 9 и 10 1 и 2-го типоразмеров рамок 6 и 7 корпусов гитар
Торцовые прижимы 11 и 12 установлены 15 выполнены на расстоянии соответственно Ci
симметрично относительно продольной оси О-О гитары и с возможностью перемещения на горизонтальных направляющих 34, которые жестко закреплены с нижией стороны плиты 2 станины 1 по обоим торцам внути С2 от края контура щаблонов, меньшем толщины Si и I z соответственно контробечаек 15 и 17 или 16 и 18.
Наружные 3 и внутренние 8 полуваймы выполнены в виде опорных пластин 46 и 47 соренних полувайм 8 спереди и сзади (счи- 20 ответственно, установленных параллельно
тая по положению рамки 6 или 7 корпуса гитары), параллельно продольной оси О-О гитары и связаны со своими силовыми цилиндрами 35 каждая, также установленными с нижней стороны плиты 2 станины 1 ваймы.
Устройства 13 для фрезерования торцов 14 контробечаек 15 и 17 или 16 и 18 размещены по обе торцовые стороны внутренних полувайм 8 под плитой 2 станины 1 ваймы на вертикальных скалках 36, которые жестко закреплены иа станине 1 и связаны с силовыми цилиндрами 37.
Устройства 19 для поджима передних 20 и задиих 21 клецов размещеиы между внутренними полуваймами 8 симметричио продольной оси о-О корпуса гитары посредством ползунов 38, установленных с возможностью перемещения вдоль продольной оси О-О корпуса гитары в направляющих 39, которые жестко закреплены на плите 2 станины 1 параллельно продольной оси О-О корпуса гитары. Устройства 22 для центрирования обечаек 23 и 24 размещены с торцовых сторон наружных полувайм 3 иа плите 2 станины 1 и имеют возможность взаимодействовать при работе с торцовыми прижимами 11 и 12.
Наружные 4 и 5 и внутренние 9 и 10 шаблоны снабжены заходными гнездами 40, которые составляют едииое целое с направляющими гнездами 41, взаимодействующими с гибкими лентами 42 и 43 или 44 и 45 соответственно шаблонов 4 и 9 или 5 и 10, причем все гибкие ленты выполнены сменными и быстросъемными. Для 1-го типоразмера рамки 6 корпуса гитары предназначены наружные 4 и внутренние 9 шаблоны и гибкие ленты соответственно 42 и 43 с. высотой в конкретном сечении (на фиг. 7) соответственно HI и hi. Для 2-го типоразмера рамки 7 корпуса гитары предназначены наружные 5 и внутренние 10 шаблоны.
продольной оси О-О рамки 6 и 7 корпуса гитары на соответствующих горизонтальн ых направляющих 29 или 30 с возможностью перемещения в направлении, перпендикуляр25 н ом продольной оси О-О рамки 6 или 7 корпуса гитары. На опорных пластинах 46 и 47 наружных 3 и внутренних 8 полузайм жестко закреплены кронштейны 48 и 49 соответственно, на которых жестко установлены соответствующие вертикальные ;;.i
30 правляющие 50 и 51, на которых посрсд ством взаимодействующих с ними втулок соответственно 52 и 53 установлены с возможностью перемещения в вертикальной и.юс кости соответствующие верхние 25 и ь иж- ние 26 группы наружных шаблонов 4 и 5 и
35 верхние 27 и нижние 28 группы внутренних щаблонов 9 и 10, подпружиненных навстречу один другому соответственно пружинами 54 и 55, установленными на соответствующих вертикальных направляющих 50
и 51. 40
Наружные 3 и внутренние 8 полуваймы снабжены устройствами соответственно 56 и 57 для изменения угла наклона как верхних 25 и 27, так и нижних 26 и 28 групп
45 наружных 4 и 5 и внутренних 9 и 10 шаблонов к горизонтальной плоскости и жесткой фиксации их в этом положении. Наружные полуваймы снабжены механизмами 58 для синхронного перемещения групп 25 и 26 шаблонов 4 и 5 в вертикальной плоскости.
50 Соответствующие сменные гибкие ленты 42 и 44 или 43 и 45 соответственно наружных 3 и внутренних 8 полувайм имеют возможность фиксации от перемещения в вертикальной плоскости посредством жестко закрепленных на них с помощью точечной
55 сварки или пайки П-образных упоров 59, взаимодействующих со стопорами 60, установленными в кронштейнах 48 и 49 соответствующих опорных пластин 46 и 47. П-оба также соответственно гибкие ленты 44 и 45 с высотой (фиг. 8) соответственно Н2 и h2. Направляющие гнезда 41 наружных шаблонов 4 и 5 и внутренних шаблонов 9 и 10 выполнены вдоль их контуров на сторонах, обращенных внутрь соответственно наружных 3 и внутренних 8 полувайм. Направляющие гнезда 41 наружных шаблонов 4 и 5 1 и 2-го типоразмеров рамок 6 и 7 корпусов гитар выполнены на расстоянии
соответственно Ь и Ь от края контура шаб-
соответственно Ь и Ь от края контура шаб-
лонов, меньшем толщины ai и az соответствующих обечаек 23 и 24, а направляющие гнезда 41 внутренних шаблонов 9 и 10 1 и 2-го типоразмеров рамок 6 и 7 корпусов гитар
выполнены на расстоянии соответственно Ci
и С2 от края контура щаблонов, меньшем толщины Si и I z соответственно контробечаек 15 и 17 или 16 и 18.
Наружные 3 и внутренние 8 полуваймы выполнены в виде опорных пластин 46 и 47 соответственно, установленных параллельно
ответственно, установленных параллельно
продольной оси О-О рамки 6 и 7 корпуса гитары на соответствующих горизонтальн ых направляющих 29 или 30 с возможностью перемещения в направлении, перпендикулярн ом продольной оси О-О рамки 6 или 7 корпуса гитары. На опорных пластинах 46 и 47 наружных 3 и внутренних 8 полузайм жестко закреплены кронштейны 48 и 49 соответственно, на которых жестко установены соответствующие вертикальные ;;.i
правляющие 50 и 51, на которых посрсд твом взаимодействующих с ними втулок соответственно 52 и 53 установлены с возможностью перемещения в вертикальной и.юс кости соответствующие верхние 25 и ь иж- ние 26 группы наружных шаблонов 4 и 5 и
верхние 27 и нижние 28 группы внутренних щаблонов 9 и 10, подпружиненных навстречу один другому соответственно пружинами 54 и 55, установленными на соответтвующих вертикальных направляющих 50
Наружные 3 и внутренние 8 полуваймы снабжены устройствами соответственно 56 и 57 для изменения угла наклона как верхних 25 и 27, так и нижних 26 и 28 групп
наружных 4 и 5 и внутренних 9 и 10 шаблонов к горизонтальной плоскости и жесткой фиксации их в этом положении. Наружные полуваймы снабжены механизмами 58 для синхронного перемещения групп 25 и 26 шаблонов 4 и 5 в вертикальной плоскости.
Соответствующие сменные гибкие ленты 42 и 44 или 43 и 45 соответственно наружных 3 и внутренних 8 полувайм имеют возможность фиксации от перемещения в вертикальной плоскости посредством жестко закрепленных на них с помощью точечной
сварки или пайки П-образных упоров 59, взаимодействующих со стопорами 60, установленными в кронштейнах 48 и 49 соответствующих опорных пластин 46 и 47. П-образные упоры 59 снабжены внутренними двусторонними скосами 61 для облегчения захода в них стопоров 60. Последние установлены в гнездах 62 кронштейнов 48 и 49 с возможностью перемещения в направлении, перпендикулярном продольной оси О-О рамки 6 или 7 корпуса гитары и могут быть жестко зафиксированы в требуемом положении с помощью винтов 63, установленных в кронштейнах 48 и 49 и взаимодействующих поочередно своими концами с одним из гнезд 64 стопоров 60.
В наружных полуваймах 3 наружные шаблоны 4 и 5 в каждой группе 25 и 26 жестко связаны между собой болтами 65 и снабжены сквозными пазами 66, вытянутыми в направлении, параллельном продольноьй оси О-О рамки 6 или 7 корпуса гитары. В пазах 66 размещены взаимодействующие с их стенками втулки 52, установленные на вертикальных направляющих 50, выполненных цельными, застопоренных от вертикального перемещения стопорными кольцами 67 и снабженных на концах концевыми шайбами 68, взаимодействующими с пружинами 54, которые противоположными торцами взаимодействуют с торцами 69 втулок 52.
Устройства 56 для изменения угла наклона к горизонтальной плоскости групп 25 и 26 наружных шаблонов 4 и 5 и жесткой фиксации их в рабочем положении выполнены в виде серег 70, попарно установленных на каждой втулке 52 симметрично относительно вертикальной оси. Одни концы серег 70 шарнирно связаны осями 71 с втулками 52, а другие шарнирно соединены с пла- тиками 72, установленными жестко по краям сквозных пазов 66 на наружных шаблонах 4 посредством осей 73, взаимодействующих с одним из посадочных отверстий 74 плати- ков 72 каждая. Устройства 56 снабжены также фиксаторами 75, выполненными в виде жестко закрепленных на концах сквозных пазов 66 на наружных щаблонах 4 упоров 76 и установленных в них болтов 77 с контргайками 78, концы которых взаимодействуют с втулками 52, причем оси фиксаторов 75 расположены в плоскости, проходящей через оси сквозных пазов 66, а оси серег 70 - во взаимно перпендикулярной плоскости. Устройства 56 -позволяют устанавливать верхние 25 и нижние 26 группы шаблонов 4 и 5 под углом ai или параллельно горизонтальной плоскости в соответствии с углами наклона соответствующих дек (не показаны) корпусов гитар I и 2-го типоразмеров.
Механизмы 58 для синхронного перемещения верхних 25 и нижних 26 шаблонов 4 и 5 в вертикальной плоскости выполнены в виде размещенных по краям каждой наружной полуваймы 3 двух наборов 79 кулачков 80 и 81 соответственно для 1 и 2-го типоразмеров рамок 6 и 7 корпусов гитар. Причем число кулачков 80 и 81 в каждом
наборе 79 равно числу наружных шаблонов 4 и 5 в каждой группе 25 и 26. Наружные шаблоны 5 снабжены с внутренней стороны жестко закрепленными на них выступами
82, с которыми кулачки 80 и 81 взаимодействуют боковыми поверхностями 83, причем кулачки 80 и 81 установлены по отношению к выступам 82 с минимальным зазором, чтобы поворот кулачков 80 и 81 относиQ тельно выступов 82 осуществлялся бы с приложением к кулачкам 80 и 81 некоторой силы.
Кулачки 80 и 81 свободно установлены попарно и с возможностью поворота на валах 84, размещенных с возможностью вра5 щения во втулках 85, жестко закрепленных на опорных пластинах 46 наружных полу- вайм 3. Валы 84 имеют возможность осевого перемещения относительно втулок 85 и последующей жесткой фиксации в требуемом рабочем положении посредством фик саторов 86, выполненных в виде винтов, установленных во втулках 85, концы которых взаимодействуют поочередно с кольцевыми проточками 87 и 88, выполненными на валах 84, не препятствуя при этом их вра5 щению. Валы 84 снабжены установленными на них звездочками 89, которые соединяются бесконечно замкнутой цепью 90. Валы 84 имеют возможность вращаться вместе со звездочками 89 благодаря взаимодействию концов винтов 91, установленных в ступицах
0 92 звездочек 89 с продольными пазами 93 валов 84, при этом возможность осевого перемещения валов 84 не ограничивается благодаря наличию на них продольных пазов 93.
5 На наружных квадратных концах 94 валов 84 установлены рукоятки 95 поворота, которые снабжены подпружиненными фиксаторами 96, обеспечивающими возможность фиксации рукояток 95 поворота и свяQ занных с ними валов 84 в одном из рабочих положений после их поворота. При этом валы 84 сохраняют возможность осевого перемещения относительно втулок 85 и ступиц 97 рукояток 95 поворота. Подпружиненный фиксатор 96 выполнен в виде жестко
5 закрепленной на ступице 97 рукоятки 95 поворота бобыщки 98, в радиальном отверстии
99которой размещен с возможностью перемещения стопор 100, подпружиненный пружиной 101 в направлении втулки 85. Противоположный конец пружины 101 взаимо0 действует с винтовой пробкой 102, закрывающей радиальное отверстие 99, а стопор
100противоположным концом поочередно взаимодействует с гнездами 103, выполненными на наружной поверхности 104 втулки 85 по ее периметру. Кулачки 80 и 81 снабже- ны выполненными на их боковых поверхностях 83 пазами 105, которые расположены вдоль диаметров кулачков 80 и 81. Кулачки 80 и 81 имеют возможность поочередно взаимодействовать пазами 105 с концами 106 сцепных элементов 107 валов 84, выполненных в виде штифтов, запрессованных в отверстиях 108 валов 84.
Кулачки 80 снабжены диаметрально про- тивоположными профильными поверхностями 109 и ПО, которые взаимодействуют с внутренней поверхностью 111 наружных шаблонов 5 соответственно верхней 25 и нижней 26 групп. Профильные поверхности 109 имеют радиусы кривизны Ri и ri, а профиль- иые поверхности 110 - R и rj, причем радиусы кривизны профильных поверхностей 109 и ПО выбираются такими, чтобы обеспечить равнопараллельное самим себе и одновременное перемещение обеих групп наружных шаблонов 4 и 5 - верхней 25 и нижней 26. Если дека корпуса гитары (а значит и соответствующая ей группа наружных щаблонов 4 и 5) расположена параллельно горизонтальиой плоскости (а 0), то радиусы кривизны одноименных профильных поверхностей одинаковы. Если дека корпуса гитары (а значит и соответствующая ей группа наружных шаблонов 4 и 5) расположена под углом ai к горизонтальной плоскости, то радиусы кривизны одиоименных профильных поверхностей различны.
Кулачки 81 сиабжены диаметрально противоположными профильными поверхностями 112 и 113, которые взаимодействуют с виутренними поверхностями 111 наруж- ных шаблонов 5 соответственно верхней 25 и иижней 26 групп. Профильные поверхности 112 кулачков 81 имеют радиусы кривизны R2 и Г2, а профильные поверхности 113 - R2 и ri Величины радиусов кривизны выбираются (как для кулачков 80) в за- висимости от угла наклона а и «2 соответствующих дек корпуса гитары 2-го типоразмера (а значит групп шаблоиов 4 и 5), чтобы обеспечить одновременное и равно- параллельное самим себе перемеш,ение верхних 25 и нижних 26 групп шаблонов 4 и 5.
Кулачки 80 занимают положения: Р1, когда верхняя 25 и нижняя 26 группы наружных шаблонов 4 и 5 раздвинуты; С1, когда группы 25 и 26 сдвинуты, и нейтральное HI, когда профильные поверхности 109 и ПО кулачков 80 не взаимодействуют с внутренними поверхностями 111 иаружных шаблонов 5. Кулачки 81 занимают соответственно положения: Р2, когда группы 25 и 26 наружных шаблонов 4 и 5 раздвинуты; С2, когда группы 25 и 26 наружных шаблонов 4 и 5 сдвинуты, и нейтральное Н2. Рукоятки 95 поворота занимают следующие положения: П1 соответствует положению Р1 кулачков 80; П2 - положению С1 кулачков 80; ПЗ - положениям HI и Н2 соответственно кулачков 80 и 81; П4 - положению С2 кулачков 81; П5 - положению Р2 кулачков 81. Валы 84 занимают фиксированные положения: В1, когда сцепной элемент (штифт) Ю7 взаимодействует
своими концами с пазами 105 кулачков
80, и В2, когда концы 106 штифтов 107
взаимодействуют с пазами 105 кулачков 81.
Уголковые части 114 и 115 соответственно наружных шаблонов 4 и 5 выполнены откидными и установлены шарнирно своими выступами 116 в угловых пазах 117 и 118 соответственно наружных шаблонов 4 и 5 и имеют возможность поворота на 90° вокруг осей соответственно 119 и 120. Уголковые части 114 и 115 могут занимать два положения: рабочее положение У1 и откинуое положение У2. В рабочем положении У1 уголковые части 114 и 115 фиксируются с помощью стопорных осей 121, одновременно взаимодействующих с упорами 122, выполненными на торцах 123 наружных щабонов 4 и 5 и входящими в пазы 124, выполненные на торцах 125 уголковых частей 114 и 115, и со стенками 126 этих пазов 124. В откинутом положении У2 уголковые части 114 и 115 фиксируются с помощью винтов 127, установленных в отверстиях 128 пластин 129, жестко закрепленных на наружных шаблонах 4. Концы винов 127 могут при этом поочередно взаимоействовать с резьбовыми отверстиями 130 в уголковых частях 114 и 115 наружных шаблонов 4 и 5. Винты 127 фиксируются контргайками 131. Если по условиям производства не требуется частой переналадки наружных полувайм 3, то уголковые части 114 или 115 наружных шаблонов 4 или 5., не участвующие в работе, могут совсем сниматься с полувайм 3.
Опорные пластины 46 наружных полувайм 3 жестко закреплены на ползунах 132, размещенных на горизонтальных направяющих 29, которые установлены в опорах, жестко закрепленных на плите 2 станины 1. Снаружи на опорных пластинах 46 жестко закреплены кронштейны 133, концы которых шарнирно связаны со штоками 134 силовых цилиндров 31, закрепленных на стойках 135, жестко установленных снизу плиты 2 станины 1. Наружные полуваймы 3 имеют возможность перемещаться по горизонтальным направляющим 29 в сторону внутренних полувайм 8 на величину рабочего хода S.
Когда кулачки 80 находятся в положении С1, т. е. когда группы 25 и 26 наружных щаблонов 4 и 5 сдвинуты под воздействим пружин 54, то при перемещении наружных полувайм 3 в сторону внутренних полувайм 8 в рабочее положение РС1 торцы 136 наружных шаблонов 4, выполненные экидистантными профилю рамки 6 и соответтвующим направляющим гнездам 41 наружных щаблонов 4, имеют возможность взаимо. ействовать по своему контуру с контрбечайками 15 и 17. Когда кулачки 80 усановлены в положение Р1 (группы 25 и 26 наружных шаблонов 4 и. 5 раздвинуты за счет взаимодействия с профильными поверхностями 109 и 110 кулачков 80), то при перемещении наружных полувайм 3 в сторону внутренних полувайм 8 в положение РР1 гибкие ленты 42 имеют возможность взаимодействовать своими наружными поверхностями 137 с обечайками 23 рамок б корпусов гитар.
Когда кулачки 81 установлены в положение С2, то в смещенном положении в сторону внутренних полувайм 8 в рабочее положение РС2 торцы 138 наружных шаблонов 5, выполненные эквидистантными профилю рамок 7 корпусов гитар 2-го типоразмера и соответствующим направляющим гнездам 41 наружных диаблонов 5, имеют возможность взаимодействовать с контробечайками 16 и 18 рамок 7 корпусов гитар. Когда же кулачки 81 установлены в положение Р2, то при перемещении наружных полувайм 3 в положение РР2 гибкие ленты 44 наружных шаблонов 5 имеют возможность взаимодействовать своими наружными поверхностями 139 с обечайками 24 рамок 7 корпусов гитар.
В плите 2 станины 1 ваймы выполнены симметрично относительно- продольной оси 0-0 пазы 140 для прохода концов кронштейнов 133, связанных со штоками 134 силовых цилиндров 31, и пазы 141 для обеспечения свободного перемещения нижних концов вертикальных направляющих 50, связанных с нижними группами 26 наружных шаблонов 4 и 5.
Горизонтальные направляющие 30 внутренних полувайм 8 выполнены в виде скалок 142, жестко закрепленных на вертикальных стойках 143, жестко установленных на плите 2 станины 1. Скалки 142 взаимодействуют с втулками 144, закрепленными в опорных пластинах 47 внутренних полувайм 8. Последние подпружинены навстречу одна другой пружинами 145, установленными на скалках 142, взаимодействующими одними концами с втулками 144, а другими - с упорными шайбами 146, жестко закрепленными на торце скалок 142 посредством винтов 147. Скалки 142 зафиксированы от оссЕиио смещения в вертикальных стойках 143 с помощью винтов 148. Вертикальные стойки 143 размещены во втулках 149, жестко закрепленных на плите 2 станины 1, взаимодействуют своими буртиками 150 с плитой 2 станины 1 и зафиксированы от про- ворота шпонками 151. От осевого смещения вертикальные стойки 143 зафиксированы гайками 152, установленными на их резьбовых концах 153.
Устройства 57 для изменения угла наклона как верхних 27, так и нижних 28 групп внутренних шаблонов 9 и 10 к горизонтальной плоскости и жесткой фиксации их в этом положении выполнены в виде жестко закрепленных на кронштейнах 49 опорных пластин 47 захватов 154 для вертикальных направляющих 51, которые выполнены из
дэух частей - верхней 155 и нижней 156. Захваты 154 выполнены в внде П-образных скоб, на одной продольной стороне 157 которых расположены парные пазы соответственно 158 и 159 для 1-го типоразмера
5 корпусов гитар и 160 и 161 для 2-го типоразмера корпусов гитар. Число пар пазов равно числу внутренних щаблонов 9 и 10 в каждой группе 27 и 28. Угол наклона пазов относительно горизонтальной плос10 кости может быть равен или составлять величину а или az в зависимости от угла наклона соответствующих дек корпусов гитар 1 и 2-го типоразмеров.
15
20
25
30
35
40
45
50
55
Захваты, 154 выполнены разборными, т. е. Г-образный элемент 162 П-образной скобы крепится болтами 163 к продольной стороне 157, которая жестко закреплена (сваркой), на кронштейне 49, а на стороне 164 Г-об- разного элемента 162 жестко закреплены опоры 165 с гнездами 62 для стопоров 60, служащих для стопорения гибких лент 43 и 45 внутренних щаблонов 9 и 10 от вертикального перемещения. Каждая пара пазов 158 и 159 или 160 и 161 поочередно взаимодействует с выступами 166, выполненными на прямоугольных хвостовиках 167 внутренних концов вертикальных направляющих 155 и 156, а захваты 154 снабжены фиксаторами, выполненными в виде стопорных болтов 168, размещенных на сторонах 164 Г-образных элементов 162, концы которых взаимодействуют с прямоугольными хвостовиками 167, фиксируя в рабочем положении направляющие 155 и 156, причем последние размещаются перпендикулярно соответствующим пазам в продольных сторонах 157 захватов 154, с которыми они взаимодействуют своими выступами 166.
Внутренние шаблоны 9 и 10 в каждой группе 27 и 28 установлены с возможностью взаимного перемещения друг относительно друга в направлении, перпендикулярном продольной оси О-О. Для этого в них выполнены пазы соответственно 169 и 170, вытя нутые в направлении, перпендикулярном продольной оси О-О, в направлении перемещения внутренних щаблонов 9 и 10. Пазы 169 и 170 одновременно взаимодействуют с втулками 53, размещенными с возможностью перемещения на вертикальных направляющих 155 и 156. Для склеивания рамок 6 корпусов гитар 1-го типоразмера внутренний шаблон 9 должен занимать переднее положение ПП1, внутренний шаблон 10 при этом задвинут в з;аднее положение ЗП2. Для склеивания рамок 7 корпусов гитар 2-го типоразмера внутренний щаблон 9 находится в заднем положении ЗП1, а внутренний шаблон 10 - в переднем положении ПП2. Зазор между втулками 53 и стенками пазов 169 и 170 выполняется минимально возможным в направлении, параллельном продольной оси о-О.
Втулки 53 снабжены стопорами 171 фиксации виутренних шаблонов 9 и 10 в поперечном направлении, которые выполнены в виде пластин, посаженных на втулки 53, вытянутых вдоль пазов 169 и 170 и снабженных на концах уступами 172, обращенными внутрь полувайм 8 и взаимодействующими поочередно с пазами 173 или 174 соответственно внутренних шаблонов 9 н 10. Противоположные концы стопорных пластин 171, посаженные на втулки 53, взаимодей- ствуют одновременно с внутренними щаб- лонами 9 и с торцами 175 стяжных гаек 176, установленных на резьбовых концах 177 втулок 53 и служащих для фиксации внутренних щаблонов 9 и 10 в рабочем поло- женин путем прижатия их к буртикам 178 втулок 53. Группы 27 и 28 внутренних шаблонов 9 и 10 подпружинены навстречу одна другой установленными на вертикальных направляющих пружинами 55, одни концы которых взаимодействуют с торцами 179 резь- бовых концов 177 втулок 53, а другие - с упорными шайбами 180, закрепленными на концах вертикальных направляющих 155 и 156 с помощью болтов 181. Для прохода вертикальных направляющих 155 и 156 при леремещении внутренних полувайм 3 в плите 2 станниы 1 выполнены пазы 182, перпен- днкулярные продольной оси О-О.
Разжимное устройство 32 опорных пластин 47 внутренних полувайм 3 выполнено в виде жестко закрепленных на сторонах 183 опорных пластин 47, обращенных в сторону продольной оси рамки 6 или 7 корпуса гитары, клиньев 184, которые взаимодействуют с ответными обратными клиньями 185, жестко закрепленными на продольном брусе 186. Последний шарнирно связан в центре со штоком 187 силового цилиндра 33, вертикально размещеиного на станине 1 вай- мы. Концы продольного бруса 186 жестко связаны с втулками 188, установленными с возможностью вертикального перемещения на вертикальных стойках 143. Клинья 185 жестко крепятся иа продольном брусе 186 с помощью болтов 189 и имеют возможность регулировки по высоте за счет прокладок 190, устанавливаемых между клиньями 185 и буртиками 191 продольного бру- са 186. Кроме того, для обеспечения воз- можностн регулировки в вертикальном направлении в продольном брусе 186 выполнены пазы 192 для прохода болтов 189.
Под действием разжимного устройства 32 внутреннне полуваймы 8 получают возмож- ность перемещения в направлении, перпен дикулярном продольной оси о-о. При этом они могут занимать два крайних положения: положение ВП1, когДа внутренние полуваймы 8 раздвинуты, и положение ВП2, когда внутренние полуваймы 8 сдвинуты к центру ваймы. При этом в положении ВП2 между контробечайками готовых (склеенных) рамок 6 или 7 и профильными торцами
внутренних щаблонов 9 и 10 соответственно образуется зазор 6 по всему их периметру, благодаря чему съем рамок корпусов с ваймы может происходить беспрепятственно. Гибкие ленты 43 и 45 внутренних полувайм 8 снабжены жестко закрепленными на их наружных сторонах (точечной сваркой по центру пластин) по всей длине гибких лент 43 и 45 пластинами 193, верхние 194 и нижние 195 концы которых лежат на линиях, параллельных соответствующим внутренним шаблонам 9 и 10 соответственно верхней 27 и нижней 28 групп. В зависимости, от угла наклона соответствующих дек корпусов гитар угол их наклона может быть равен нулю или ai для 1-го типоразмера корпусов гитар, или аа - для 2-го типоразмера корпусов гитар. Направляющие гнезда 41 внутренних шаблонов 9 и 10 имеют возможность перемещения в процессе работы относительно краев гибких лент 43 и 45 соответственно. При работе внутренние торцы 196 контробечаек 15 и 16 для 1-го типоразмера или 17 и 18 для 2-го типоразмера гитар взаимодействуют с торцами 194 и 195 пластин 193 соответственно гибких лент 43 и 45, а наружные торцы 197 соответствующих контробечаек взаимодействуют с внутренними краевыми поверхностями 198 и 199 соответственно внутренних шаблонов 9 и 10 верхней 27 и нижней 28 групп.
Для того, чтобы не препятствовать съему рамок 7 корпусов гитар меньшего размера, концы 200 внутренних шаблонов 9 выполнены откидными с возможностью поворота вокруг осей 201. Стопорение откидных концов 200 внутренних шаблонов 9 осуществляется с помощью размещенных в пазах 202 стопорных пластин 203, которые фиксируются в определенном положении болтами 204. В разложенном для работы положении стопорные пластины 203 частично выдвигаются из пазов 202 и взаимодействуют с пазами 205 в концах 200 внутренних шаблонов 9. При этом болты 204 завернуты в отверстия 206. В откинутом положении стопорные пластины 203 полностью втянуты в пазы 202, болты 204 при этом завернуты в отверстия 207. Если нет необходимости в частой переналадке ваймы, концы 200 внутренних шаблонов 9 могут вообще сниматься с внутренних полувайм 3.
Передние 11 и задние 12 торцовые прижимы служат для прижатия передних 208 и задних 209 концов o6e4aek 23 и 24 и подкладок 210 под клецы к поверхностям 211 соответственно передних 20 и задних 21 кле- цев. Торцовые прижимы 11 и 12 выполнены в виде направляющих пластин 212, которые с помощью жестко закрепленных на них кронштейнов 213 связаны с ползунами 214, размещенными с возможностью перемещения вдоль продольной оси О-О на горизонтальных направляющих 34, установленных в опорах 215, жестко закрепленных с нижней стороны плиты 2 станины 1. Ползуны 214 жестко соединены между собой поперечинами 216, которые в центральных частях связаны со штоками 217 силовых цилиндров 35, также установленных с нижней стороны плиты 2 станины 1. Направляющие пластины 212 снабжены направляющими отверстиями 218, в которых установлены в вертикальном положении своими штырями 219 П-образные скобы 220 с возможностью перемещения параллельно продольной оси О-О. Концы щтырей 219 входят в отверстия 221 ограничительных скоб 222, жестко закрепленных на направляющих пластинах 212. Торцовые прижимы 11 и 12 снабжены гибкими лентами 223, концы которых установлены в расщепленных концах 224 осей 225, установленных с возможностью поворота на крайних штырях 226, размещенных в направляющих отверстиях 218
связаны со штоками 248 силовых цилиндров 37, шарнирно установленных на станине 1 ваймы. В плите 2 станины 1 выполнены пазы 249 для прохода валов 238 с г фрезами 244, которые в нерабочем положении размещаются под плнтой 2 станины 1. Кроме того, в плите 2 станины 1 выполнены также продольные пазы 250 для прохода кронштейнов 213 направляющих пластин 212 торцовых прижимов 11 и 12.
Устройства 22 для центрирования обечаек 23 и 24 выполнены в виде двух пар 251, 252 и 253, 254, изогнутых в сторону соответственно передних 208 и задних 209 концов обечаек 23 и 24 сменных центрирующих пластлн 255, которые размещены по обе стороны полувайм 3 и 8 симметрично относительно продольной оси О-О. Центрирующие пластины 255 установлены щарнир- но на осях 256 и 257 для соответственно 1 и 2-го типоразмеров корпусов гитар, ко10
15
направляющей пластины 212. Штыри 226 20 торые имеют различную высоту ni и П2 для
и штыри 219 П-образных скоб 220 подпружинены пружинами 227 в сторону рамок 6 или 7 корпусов гитар. При .этом одни концы пружин 227 взаимодействуют с ограничительустановки центрирующих пластин 251 и 252 или 253 и 254, и размещаются в соответствующих посадочных гнездах 258 и 259 своими квадратными концами 260 и фиксиными скобами 222, а другие - с буртика- руются в рабочем положении гайками 261.
ми 228 штырей 219 и 226. При работе гибкие- ленты 223 взаимодействуют одной стороной с перекладинами 229 П-образных скоб 220, а другой - с концами 208 и 209 обечаек 23 и 24. Направляющие пластины 212
Центрирующие пластины подпружинены пружинами 262 в противоположную от внутренних полувайм 8 сторону. Пружины 262 взаимодействуют одними концами с упорами 263, жестко установленными на плите 2, а
снабжены по краям жестко установленны- OQ другими - с отогнутыми хвостовиками 264
40
ми на них угловыми упорами 230, которые при работе взаимодействуют с устройствами 22 для центрирования обечаек 23 и 24. Устройства 13 для фрезерования торцов 14 контробечаек 15 и 17 или 16 и 18 выполнены в виде оснований 231, снабженных жестко связанными с ними ползунами 232, установленными с возможностью вертикального перемещения по скользящим шпонкам 233 на вертикальных скалках 36, нижний конец которых размещен в опорах 234, жестко закрепленных на станине 1, а верхний конец установлен во втулке 235, закрепленной на плите 2 станины 1. На основаниях 231 жестко установлены выносные крон- и тейны 236, на верхних концах которых размешены перпендикулярно продольной оси О-О симметрично относительно нее в подшипниках 237 валы 238, в центральной части которых установлены на шпонках 239 звездочки 240, связанные цепными передачами 241 с приводами 242, также установленными на основаниях 231. На концах валов 238 жестко крепятся на шпонках 243 фрезы 244 с помощью гаек 245 на резьбовых концах 246 валов 238. Фрезы 244 имеют возможность регулировки в осевом направлении в размер обработки, в зависимости от собираемого типоразмера рамки 6 или 7 корпу- 55 са гитары с помощью сменных регулировочных колец 247, надеваемых на валы 238 при переналадке. Основания 231 шарнирно
центрирующих пластин, которые в свою очередь имеют возможность взаимодействовать с ограничительными упорами 265, жестко закрепленными на плите 2. Центрирующие пластины 255 выполнены Г-образного се- 35 чения, полка 266 которого обращена к плите 2 станины I. Внутренний контур центрирующих пластин 255 пар 251 и 252 или 253 и 254 совпадает с траекторией перемещения соответственно передних 208 и задних 209 концов обечаек 23 и 24 при их гнутье в процессе работы ваймы.
45
Устройства 19 для поджима передних 20 и задних 21 клецев выполнены в виде сменных захватов соответственно 267 и 268, которые жестко крепятся с помощью болтов 269 к стойкам 270 ползунов 38 и изготавливаются соответствующих размеров для 1 и 2-го типоразмеров корпусов гитар. Ползуны 38 размещены с возможностью перемещения в направлении, параллельном про- 50 дольной оси О-О, в направляющих 39, которые жестко закреплены на плите 2 станины 1 болтами 271. Ползуны 38 снабжены упорами 272, взаимодействующими с винтами 273 привода перемещения ползунов 38, выполненного в виде винтовой пары 274, гайки которых выполнены в упорах 272 ползунов 38. Винты 273 установлены с возможностью вращения в упорах 275,. жестко закрепленных на плите 2, и зафиксированы
связаны со штоками 248 силовых цилиндров 37, шарнирно установленных на станине 1 ваймы. В плите 2 станины 1 выполнены пазы 249 для прохода валов 238 с фрезами 244, которые в нерабочем положении размещаются под плнтой 2 станины 1. Кроме того, в плите 2 станины 1 выполнены также продольные пазы 250 для прохода кронштейнов 213 направляющих пластин 212 торцовых прижимов 11 и 12.
Устройства 22 для центрирования обечаек 23 и 24 выполнены в виде двух пар 251, 252 и 253, 254, изогнутых в сторону соответственно передних 208 и задних 209 концов обечаек 23 и 24 сменных центрирующих пластлн 255, которые размещены по обе стороны полувайм 3 и 8 симметрично относительно продольной оси О-О. Центрирующие пластины 255 установлены щарнир- но на осях 256 и 257 для соответственно 1 и 2-го типоразмеров корпусов гитар, ко
торые имеют различную высоту ni и П2 для
установки центрирующих пластин 251 и 252 или 253 и 254, и размещаются в соответствующих посадочных гнездах 258 и 259 своими квадратными концами 260 и фиксируются в рабочем положении гайками 261.
руются в рабочем положении гайками 261.
Центрирующие пластины подпружинены пружинами 262 в противоположную от внутренних полувайм 8 сторону. Пружины 262 взаимодействуют одними концами с упорами 263, жестко установленными на плите 2, а
другими - с отогнутыми хвостовиками 264
другими - с отогнутыми хвостовиками 264
центрирующих пластин, которые в свою очередь имеют возможность взаимодействовать с ограничительными упорами 265, жестко закрепленными на плите 2. Центрирующие пластины 255 выполнены Г-образного се- чения, полка 266 которого обращена к плите 2 станины I. Внутренний контур центрирующих пластин 255 пар 251 и 252 или 253 и 254 совпадает с траекторией перемещения соответственно передних 208 и задних 209 концов обечаек 23 и 24 при их гнутье в процессе работы ваймы.
5
5
Устройства 19 для поджима передних 20 и задних 21 клецев выполнены в виде сменных захватов соответственно 267 и 268, которые жестко крепятся с помощью болтов 269 к стойкам 270 ползунов 38 и изготавливаются соответствующих размеров для 1 и 2-го типоразмеров корпусов гитар. Ползуны 38 размещены с возможностью перемещения в направлении, параллельном про- 0 дольной оси О-О, в направляющих 39, которые жестко закреплены на плите 2 станины 1 болтами 271. Ползуны 38 снабжены упорами 272, взаимодействующими с винтами 273 привода перемещения ползунов 38, выполненного в виде винтовой пары 274, гайки которых выполнены в упорах 272 ползунов 38. Винты 273 установлены с возможностью вращения в упорах 275,. жестко закрепленных на плите 2, и зафиксированы
ОТ осевого перемещения пружинными кольцами 276. Клецы 20 и 21 взаимодействуют одним из своих торцов 277 со стенками 278 захватов 267 и 268. Противоположные их торцы 279 взаимодействуют с центри- рующими пластинчатыми пружинами 280, закрепленными на стенках 281 захватов 267 и 268.
Управление механизмами наймы производится с помощью кнопок 282, расположенных на пульте 283 управления и педа- лей 284 управления. Элементы силового привода, кроме силовых цилиндров, не показаны. Вайма снабжена также приспособлениями для прогрева клеевых швов (не показано) в зависимости от марки приме- няемых клеев и технологических требований к сущке клеевых швов. Станина 1 ваймы закрывается крышками 285. Если это предусмотрено технологией, то с помощью ваймы можно приклеивать к рамке корпуса также такие его элементы, как стрелки и жилки (не показаны).
Вайма работает следующим образом.
Перед началом работы производится наладка механизмов ваймы на соответствующий типоразмер рамок 6 или 7 корпусов гитар (например, на 1-й типоразмер).
Наладка наружных полувайм 3 производится следующим образом. При выведенных предварительно в нейтральные положения Hi и Н2 кулачках соответственно 80 и 81 устанавливают требуемый угол наклона групп 25 и 26 наружных шаблонов 4 и 5 с помощью устройств 56 для изменения угла их наклона. Верхняя группа 25 шаблонов 4 и 5 при этом должна быть установлена параллельно горизонтальной плоскости, а нижняя группа 26 должна быть установ- лена под углом ai к горизонтальной плоскости. Для этого отпускают контргайки 78 болтов П входящих в состав фиксаторов 75 и, переставляя оси 73 серег .70 в соответствующие отверстия 74, выполненные в платиках 72, жестко закрепленных на наружных шаблонах 4, устанавливают соответствующие группы 25 и 26 наружных шаблонов 4 и 5 под требуемыми углами. Затем валы 84 кулачков 80 и 81 переводят в положение В1, когда концы 106 сцепных элементов 107 взаимодействуют с пазами 105, выполненными на торцах кулачков 80, и фиксируют валы 84 в этом положении с помощью фиксаторов 86, концы которых взаимодействуют при этом с проточ- ками 87 в валах 84.
Затем поворотом рукоятки 95 в положении П1 переводят кулачки 80 в положение Р1. Благодаря тому, что звездочки 89 валов 84 соединены бесконечно замкнутой цепью 90, поворотом одной только рукоят- ки 95 в каждой наружной полувайме 3 осуществляется поворот обоих кулачков 80. Криволинейные поверхности 109 и ПО кулачков 80 начинают взаимодействовать с внутренними поверхностями 111 наружных шаблонов 5. При этом проверяется правильно ли выставлены углы наклона верхней 25 и нижней 26 групп наружных шаблонов 4 и 5, после чего, сохраняя это положение групп 25 .и 26 шаблонов 4 и 5, затягивают болты 77, стопоря их контргайками 78 и фиксируя группы 25 и 26 наружных шаблонов 4 и 5 в требуемом положении.
Затем уголковые части 114 наружных шаблонов 4 устанавливаются в рабочее положение У1 и фиксируются в этом положении с помощью стопорных осей 121, взаимодействующих с упорами 122, выполненными на торцах 123 наружных шаблонов 4 и входящими в пазы 124 на торцах 125 уголковых частей 114 шаблонов 4. Уголковые части 115 наружных шаблонов 5 должны при этом находиться в откинутом положении У2 н быть зафиксированы с помощью винтов 127, установленных в отверстиях 128 пластин 129, жестко закрепленных на наружных щабло- нах 4. Если переналадка осуществляется нечасто, то уголковые части наружных щаб- лонов 4 или 5 могут быть вообще сняты с ваймы и храниться совместно с другими запасными частями.
После этого стопоры 60 выдвигаются из гнезд 62 в кронштейнах 48 в переднее положение и фиксируются в этом положении одним из винтов 63, конец которого при этом взаимодействует с соответствующим гнездом 64 стопора 60, после чего винты 63 стопорятся контргайками.
Затем верхние 25 и нижние 26 группы наружных шаблонов 4 и 5 раздвигают, сжимая пружины 54, установленные на вертикальных направляющих 50, и в направляющие гнезда 41 наружных шаблонов 4 вставляют гибкие ленты 42 таким образом, чтобы концы стопоров 60 вошли в П-образные упоры 59, жестко закрепленные на гибких лентах 42, при этом двусторонние скосы 61 облегчают заход концов стопоров 60 в П- образные упоры 59. Таким образом, гибкие ленты 42 оказываются зафиксированными от смещения в вертикальном направлении. От смещения в горизонтальном направлении гибкие ленты 42 предохраняют боковые стенки направляющих гнезд 41. После этого поворотом рукоятки 95 в положение П2 устанавливают кулачки 80 в начальное положение С1 перед началом работы. При этом под действием пружин 54 верхние 25 и нижние 26 группы наружных шаблонов 4 и 5 сходятся к центру наружных полувайм 3, постоянно прижимаясь внутренними поверхностями 111 своих шаблонов 5 к соответствующим криволинейным поверхностям 109 и 110 кулачков 80. Гибкие ленты 42 прн вертикальном и параллельном самим себе перемещении наружных шаблонов 4 остаются неподвижными, а направляющие
гнезда 41 шаблонов 4 скользят своими боковыми стенками вдоль концов гибких лент 42. Наружные полуваймы 3 готовы к работе.
Далее осуществляется переналадка на 1-й типоразмер рамки 6 корпуса гитары внутренних полувайм 8. С этой целью внутренние шаблоны 9 в каждой группе 27 и 28 внутренних шаблонов 9 и 10 устанавливаются в выдвинутое переднее положение ПП1, при этом внутренние шаблоны 10 должны быть задвинуты в заднее положение ЗП2.
Для этого отворачиваются гайки 176, установленные на резьбовых концах 177 втулок 53, и стопоры 171 отводятся от внутренних шаблонов 9 верхних 27 и нижних 28 групп шаблонов 9 и 10. Затем шаблоны 9 и 10 каждой группы устанавливаются путем скольжения их пазов соответственно 169 и 170 относительно втулок 53 в требуемое положение, как это было указано выше, и стопоры 171 вновь подводятся к внутренним шаблонам 9 таким образом, чтобы их уступы 172 вошли в пазы 173 шаблонов 9. После этого гайки 176 затягиваются, фиксируя внутренние шаблоны 9 и 10 от смеш,ения в горизонтальной плоскости вдоль их пазов соответственно 169 и 170. Это достигается за счет того, что при приложении горизонтального усилия к внутренним шаблонам 9 оно передается через уступы 172 стопоров 171 на втулки 53, на которых они посажены, и через втулки 53 воспринимается верхними 155 и нижними 156 частями вертикальных направляющих 51. Таким образом, внутренние шаблоны 9 надежно зафиксированы от горизонтального смещения относительно вертикальных направляющих 51. Внутренние шаблоны 10, поскольку они в этом случае в работе не участвуют, предохраняются от смещения в горизонтальной плоскости только за счет силы трения от зажатия их между внутренними шаблонами 9 с одной стороны и буртиками втулкой 53 с другой сто роны.
Затем регулируется положение групп 27 и 28 внутренних шаблонов 9 и 10 в вертикальной плоскости, вдоль осей вертикальных направляющих 51. Для этого прямоугольные хвостовики 167 внутренних концов частей 155 и 156 вертикальных направляющих 51 устанавливают в захватах 154 таким образом, чтобы их выступы 166.вошли в парные пазы соответственно 158 и 159, выполненные в продольных сторонах 157 П- образных захватов 154. После этого прямоугольные хвостовики 167 направляющих 155 и 156 фиксируются в этом положении с помощью фиксаторов 168, выполненных в виде стопорных болтов, размещенных на,сторонах 164 Г-образных элементов 162 и взаимодействующих своими концами с отверстиями в прямоугольных хвостовиках 167.
При этом верхние группы 27 внутренних шаблонов 9 и 10 оказываются установлены параллельно горизонтальной плоскости, а нижние группы 28 внутренних шаблонов 9 и 10 установлены под углом oi к горизонтальной плоскости параллельно пазам 159, с которыми взаимодействуют выступы 166 прямоугольных хвостовиков 167 нижних частей 156 вертикальных направляющих 51 (сами направляющие 156 будут расположены под углом ai к вертикали, поскольку они перпендикулярны внутренним шаблонам 9 и 10, входяи нм в нижние группы 28. В то же время верхние 27 и нижние 28 группы внутренних шаблонов имеют возможность вертикального перемещения параллельно самим себе по верхним 155 и нижним 156 частях вертикальных направ5 ляющих 51.
Затем откидные концы 200 внутренних шаблонов 9 фиксируют в рабочем положении. Для этого стопорные пластниы 203 частично выдвигают из пазов 202 внутренних шаблонов 9 и вводят в пазы 205 от0 кидиых концов 200 шаблонов 9, после чего болты 204 затягиваются в отверстиях 206, выполненных во внутренних шаблонах 9, стопоря пластины 203, а вместе с ними и, откидные концы 200 в рабочем положении.
После этого устанавливаются гибкие ленты 43, служащие для сбррки рамок 6 корпусов гитар 1-го типоразмера. Для этого верхнне 27 и нижние 28 группы внутренних шаблонов 9 и 10 разводятся соответственно
0 вверх и вниз, пружины 55, взаимодействующие с торцами 179 резьбовых концов 177 втулок 53, при этом сжимаются. Затем в направляющие гнезда 41 шаблонов 9 верхних 27 и нижних 28 групп шаблонов 9 и 10 вводят противоположные края гибких лент
5 43, после чего верхние 27 и нижние 28 группы шаблонов 9 и 10 сводятся под действием пружин 55 к центру внутренних полувайм 8 до упора дна направляющих гнезд 41 внутренних щаблонов 9 верхних 27 и нижних 28 групп в торцы краев гибких
лент 43.
При необходимости производится регулировка величины хода внутренних полувайм 8 в направлении, перпендикулярном продольной оси о-о, на скалках 142 под
5 действием разжимного устройства 32.- Для этого ослабляются болты 189, крепящие клинья 185 на продольном брусе 186, и установкой соответствующих прокладок 190 выставляется соответствующее первоначальное положение клиньев 185 в одном из крайних
0 положений внутренних полувайм 8 (например, когда внутренние полуваймы 8 сведены к центру ваймы, положение ВП2). После этого болты 189 затягиваются гайками, фиксируя клинья 185 в соответствующем положении. Если это необходимо из кон5 структивных соображений, то регулировка может быть проведена за счет выполнения посадочных отверстий в опорных пластинах 47 под крепежные болты клиньев 184
в виде вертикальных пазов путем переме- щеиия клиньев 184 вдоль этих пазов с последующей фиксацией в выбранном положении.
После выполнения всех регулировочных работ внутренние полуваймы 8 подготовлены к сборке рамок 6 корпусов гитар 1-го типоразмера.
Передние 11 и задние 12 торцовые прижимы, которые служат для прижатия передних 208 и задних 209 концов обечаек 23 и 24 и подкладок 210 под клецы к поверхностям 211 соответственно передних 20 и задних 21 клецев, регулировки не требуют. Это возможно благодаря тому, что кон- цы гибких лент 223 установлены шарннрно посредством осей 225 в крайних штырях 226 с возможностью поворота относнтельно вертикальной оси. Кроме того, штыри 226 и штырн 219 П-образных скоб 220, которые взаимодействуют с обратными стороиами гнбких лент 223., подпружинены посредством пружин 227 в сторону внутренних полувайм 8. Благодаря этому гибкие ленты 223. обеспечивают без регулировки плотное прнжа- тне всей своей площадью передних 208 и задних 209 концов обечаек 23 и 24 рамок 6 и 7 корпусов гитар 1 и 2-го типоразмеров.
Устройство 13 для фрезерования рамок 14 контробечаек 15 и 17 настраиваются на требуемые размеры обработки, равные ши- риие передних 20 и задних 21 клецев, т. е. расстоянию между их торцами 277 и 279 (в данном случае для рамки 6 корпуса гитары 1-го типоразмера). Чтобы настроить устройства 13 в требуемый размер обработки, отворачнвают гайки 245 на резьбовых концах 246 валов 238, снимают фрезы 244, на правый и левый концы валов 238 устанавливают соответствующие наборы втулок 247 таким образом, чтобы после установки фрез 244 на место н затяжкн гаек 245 расстояние между режущими кромками фрез 244 соответствовало требуемым размерам обработки, а сами фрезы 244 были бы установлены симметрично относительно вертикальных осей симметрии устройств 13, лежащих в одной вертикальной плоскости с продольной осью о-о. в рабочем положе- ним устройств 13 основания 231 с кронштейнами 236, несущими валы 238, находятся в крайнем нижнем положении, штоки 248 силовых цилиндров 37 при этом втянуты. Устройства 13 для фрезерования торцов 14 контробечаек 15 и 17 для обработки рамок в корпусов гитар 1-го типоразмера готовы к работе.
Затем налаживаются устройства 22 для центрирования обечаек 23 и 24. Наладка их производится путем установки в соответ- ствующих отверстиях 258 плиты 2 осей 256 их квадратными концами 260, после чего оси 256 фиксируются гайками 261 в рабочем положении. Высота П осей 256 соответствует
требуемому положению над плитой 2 ваймы контробечаек 23 рамок 6 корпусов гитар 1-го типоразмера. Затем на оси 256 шарнирно устанавливаются сменные центрирующие пластины 255, соответствующне 1-му типоразмеру рамок 6 корпусов гитар. После этого они фиксируются в рабочем положении гайками 261, стопорящими их от смещения вверх. Отогнутые хвостовики 264 центрирующих пластин 255 соединяются с пружинами 262, закрепленнымн на упорах 263, жестко установленных на плите 2. При этом кривизна центрирующих пластин 255, установленных около передних торцовых прижимов 11, от- лнчна от крнвнзны центрирующих пластин 255, установленных около задних торцовых прижимов 12. Пары 251 и 252 устройств 22 для центрировання обечаек 23 готовы к работе по сборке рамок 6 корпусов гитар 1-го тнпоразмера.
Затем производят наладку устройств 19 для поджима передних 20 н задних 21 клецев. Для этого к стойкам 270 ползунов 38 крепят с помощью болтов 269 сменные захваты 267 и 268, служащие для поджима соответствующих передних 20 н задних 21 клецев рамок 6 корпусов гитар 1-го типоразмера. Вращеннем винтов 273, взаимодей- ствующнх с гайками, выполненными в упорах 272 ползунов 38, устанавливают ползуны 38 с захватами 267 и 268 в требуемые начальные положения. Устройства 19 готовы к дайльнейшей работе.
После проведения всех необходимых регулировочных работ приступают к сборке рамок 6 корпусов гитар 1-го тнпоразмера. Включением силовых цилиндров 33 продольный брус 186 с клиньями 185 поднимается и за счет взаимодействия клиньев 185 с клиньями 184 опорных пластин 47 внутренних, полувайм 8 последние разводятся в стороны от продольной оси о-о в направлении, перпендикулярном этой оси, и устанавливаются в разведенном положении ВП1. После этого верхние контробечайки 15 устанавливают так, чтобы их внутренние 196 и наружные 197 торцы зажимались под действием пружин 55 на выступающих частях контуров внутренних шаблонов 9 верхних групп 27 соответственно торцами 194 пластин 193 гибких лент 43 с одной стороны н внутренними краевыми поверхностями 198 внутренних шаблонов 9 с другой стороны. Затем устанавливают нижние контробечайки 17 так, чтобы их внутренние 196 и наружные 197 торцы зажимались под действием пружин 55 на выступающих частях контуров внутренних шаблонов 9 нижних групп 28 соответственно с торцамн 195 пластин 193 гибких лент 43 с одной стороны н внутренними краевыми поверхностями 198 внутренних шаблонов 9 нижних групп с другой стороны.
После этого включают силовые цилиндры 31, которые, втягивая штоки 134, начи
нают перемещать ползуны 132 вместе с наружными полуваймами 3 по направляющим 29 в сторону внутренних полувайм 8. Поскольку группы 25 и 26 наружных щабло- нов 4 и 5 находятся в положении С1, т. е. сдвинуты к центру наружных полувайм 3, торцы 136 наружных щаблонов 4 верхних 25 и нижних 26 групп вступают во взаимодействие с боковыми сторонами соответственно верхних 15 и нижних 17 контробечаек, изгибая их. В конце хода наруж- ных полувайм 3, когда они сместились до упора, т. е. торцы 136 наружных щаблонов 4 прижимают контробечайки 15 и 17 к гибким лентам 43 по всему контуру наружных щаблонов 4, контробечайки оказываются в требуемый размер рамки 6 корпуса гитары 1-го типоразмера, поскольку и торцы 136 наружных шаблонов 4, и гибкие ленты 43 внутренних щаблонов 9 эквидистантны профилю рамки 6 корпуса гитары. При этом внутренние, 196 и наружные 197 торцы контробечаек 15 и 17 взаимодействуют с торцами соответственно 194 и 195 пластин 193 гибких лент 43 и внутренними краевыми поверхностями 198 внутренних щаблонов 9 верхних 27 и нижних 28 групп и прижимаются к ним по всему контуру профиля наружных 4 и внутренних 9 шаблонов с усилием, потребным для удержания контробечаек 15 и 17 в изогнутом положении под действием пружин 55, когда наружные полуваймы 3 отведены в сторону от внутренних полувайм 8.
Затем включают приводы 242 устройств 13 для фрезерования торцов 14 контробечаек 15 и 17. Фрезы 244 начинают вращаться. После этого включают в работу силовые цилиндры 37, штоки 248 которых выдвигаются, поднимая по направляющим 36 основания 231 устройств 13, на которых закреплены кронщтейны 236 с установленными на их концах валами 238, по концам которых располагаются фрезы 244. Последние, выходя из пазов 249 в плите 2, в которых они располагались, при дальнейщем перемещении оснований 231 осуществляют обработку торцов 14 контробечаек 15 и 17 в размер, равный соответственно щирине переднего 20 и заднего 21 клецев. Когда фрезы 244 достигают крайнего верхнего положения, заверщив обработку торцов 14 контробечаек 15 и 17, срабатывают конечные выключатели (не показаны) и происходит переключение силовых цилиндров 37. Основания 231 с фрезами 244 возвращаются в ис- ходное положение.
Включаются нагревательные элементы приспособлений для прогрева клеевых швов (не показаны). Контробечайки 15 и 17 выдерживаются в этом положении определен- ное время, определяемое технологией склейки корпуса гитары, после чего включаются силовые цилиндры 31 и происходит пере
5
5
0 0
0 o
5
0
5
5
мещение наружных полувайм 3 в исходное положение.
Затем поворотом одной из рукояток 95 на каждой наружной полувайме 3 устанавливают все рукоятки 95 в положение П1, в котором они фиксируются благодаря взаимодействию стопоров 100 с соответствующими гнездами 103, выполненными на наружной поверхности 104 втулки 85, под действием пружин 101. Поворот рукояток 95 вызывает в свою очередь одновременный поворот кулачков 80 благодаря взанмодей- ствию концов 106 сцепных элементов 107 валов 84 с пазами 105 кулачков 80. В результате кулачки 80 устанавливаются в положение Р1, при этом профильные поверхности 109 и ПО кулачков 80, взаимодействуя с внутренними поверхностями 111 наружных щаблонов 5, раздвигают группы 25 и 26 наружных щаблонов 4 и 5, перемещая их параллельно самим себе. Кулачки 81 при повороте валов 84 с рукоятками 95 остаются неподвижными в нейтральном положении Н2 благодаря наличию силы трения между боковыми поверхностями 83 кулачков 81 и внутренними выступами 82 наружных щаблонов 5, вследствие чего валы 84 свободно проворачиваются относительно кулачков 81. Величина зазора (а значит и сила трения между боковыми поверхностями 83 кулачков 80 и 81 и внутренними выступами 82 наружных щаблонов 5) выбирается такой, чтобы не оказывать значительного сопротивления перемещению групп 25 и 26 наружных щаблонов 4 и 5 при их раздвижении (сведении) или же при повороте кулачков 80 или 81 в том случае, если к какому-либо из них прикладывается вращательное усилие. Чтобы исключить влияние износа на работоспособность этого узла, внутренние упоры 82 могут быть снабжены пружинящими элементами (не показаны), постоянно поджимаемыми к боковым поверхностям 83 кулачков 80 и 81 с определенным усилием. Гибкие ленты 42 при раздвижении групп 25 и 26 наружных щаблонов 4 и 5 остаются неподвижными, так как они фиксируются от перемещения в этом направлении стопорами 60.
На выступающие стороны контробечаек 15 и 17 наносят слой клея, после чего (так как все готово к дальнейщей работе) на полки 266 центрирующих пластин 255 соответствующих пар 251 и 252 вертикально устанавливают обечайки 23 соответственно концами 208 и 209 строго определенной длины так, чтобы они касались гибких лент 42 на выступающих частях наружных полувайм 3. Затем оператор включает нажатием одной из кнопок 282 силовые цилиндры 31, и наружные полуваймы 3 начинают одновременно перемещаться перпендикулярно продольной оси о-О в сторону внутренних полувайм 8. Поскольку обечайки 23 взаимодействуют одной стороной с выступающими частями гнутого профиля гибких лент 42 наружных полувайм 3, а другкмй сторонами - с выступающими наружными сторонами контробечаек 15 и 17, зажатых по всему контуру, во внутренних полуваймах 8 проис- ходит процесс выгибания обечаек 23 и придания им профиля боковой поверхности рамки корпуса гитары.
При этом устройства 22 обеспечивают точное центрирование обечаек 23 и не допускают их смещения в направлении, парал- лельном продольной оси О-О. Это обеспечивается за счет того, что профиль криволинейных поверхностей центрирующих пластин 255 обеих пар 251 и 252 точно совпадает с траекториями перемещеиия соответ- егвующих концов 208 и 209 обечаек 23 при их сгибании. Благодаря этому достигается большая точность приклейки обечаек 23 к контробечайкам 15 и 17, В конце хода наружных полувайм 3, когда они придут в положение РР1, обечайки 23 оказываются надежно зажатыми между гибкими элементами 42 наружных полувайм 3 и наружными сторонами контробечаек 15 и 17 с нанесенным на них слоем клея по всей длине их контура. В этом положении они выдер- жнваются определенное время, предписанное технологией склейки.
Оператор включеиием силовых цилиндров 31 на перемещение их штоков 134 в обратную сторону возвращает полуваймы 3 в нсходное положение. После этого смазы- вают клеем торцы 14 контробечаек 15 и 17. В захваты 267 и 268 устройств 19 для поджима клецев 20 и 21, установленные заранее при наладке в определеиные положения, вставляют соответственно передннй 20 и задний 21 клецы, которые удерживаются в за- хватах 267 и 268 пластинчатыми пружинами 280, осуществляющими одиовременно центрирование клецев 20 и 21. Затем наносят клей на поверхности 211 клецев 20 и 21 и устанавливают на свои места между концами 208 и 209 обечаек 23 и поверхностями 211 соответственно переднего 20 и заднего 21 клецев подкладки 210, смазанные клеем с обенх сторон.
Оператор включает силовые цилиндры 35, которые, втягивая штоки 217, начинают пе- ремещать по направляющим 34 ползуны 214, на кронщтейнах 213 которых закреплены направляющие пластины 212 передних 11 и задннх 12 торцовых прижимов, в стороиу внутренних полувайм 8. В начале двнжения пластины 212 взаимодействуют угловыми упот рами 230 с центрирующими пластинами 255, поворачивая их отиосительно вертикальных осей 256. Пружнны 262 при этом растягиваются. В конце хода пластнн 212 торцовых прижимов 11 и 12 нх гибкие ленты 223 всей своей плоц1;адью прижимают кон- цы 208 и 209 обечаек 23 через подкладки 210 к поверхностям 211 соответственно передних и задннх клецев 20 и 21. Это достигается благодаря тому, что П-образные скобы 220, взаимодействующие перекладинами 229 с обратными сторонами гибких лент 223, подпружинены пружинами 227, установленными на их штырях 219, в сторону рамок 6 корпусов гитар. В результате гибкие ленты 223 плотно прижимаются своей поверхностью к тому профилю, с которым они взаимодействуют. При этом происходит поворот концов гибких лент 223 на некоторый угол, что обеспечивается их шарнирным закреплением посредством осей 225. Нагревательные элементы приспособле-, НИИ для прогрева клеевых швов (не показано) остаются включеннымн в процессе всего времени работы ваймы. После выдержки в этом положенни определеиное время, установленное технологией, оператор включает силовые цилиндры 35 на перемещение направляющих пластнн 212 торцовых прижимов 11 и 12 в исходное положение. При этом центрирующие пластины 255 устройств 22 для центрирования обечаек 23 также возвращаются в исходное положение под действием пружии 262 доя взаимодействия их отогнутых хвостовиков 264 с ограничительными упорами 265.
Процесс сборки рамки 6 корпуса гитары на этом завершается. Оператор нажатием на педаль 284 включает силовой цилиндр 33, шток 187 которого, перемещаясь вниз, смещает за собой продольный брус 186 с закрепленными на нем клиньями 185. В результате полуваймы 8 под действием пружин 145 смещаются в сторону продольной оси О- О в положение ВП2. В итоге внутренние 196 и наружные 197 торцы контробечаек 15 и 17 перестают взаимодействовать соответственно с краевыми поверхностями 198 внутренних шаблонов 9 и с торцами 194 и 195 пластин 193 гибких лент 43. В результате этого перемещения между обечай- камн 23 рамкн 6 корпуса гитары и наруж- иыми контурами внутренних шаблонов 9 образуется гарантированный зазор. Между концами 208 и 209 обечаек 23 и концами контуров внутренних шаблонов 9 этот зазор имеет величину р. После этого готовая рамка 6 корпуса гитары беспрепятственно снимается с внутренних полувайм 8.
Далее весь цикл работы повторяется при изготовлении следующей рамки 6 корпуса гитары аналогично описанному.
В том случае, если предстоит переход к сборке рамок 7 корпусов гитар 2-го типоразмера, производят переналадку устройств и механизмов ваймы. В наружных полуваймах 3 для этого кулачки 80 выводят в нейтральное положение HI, а кулачки 81 переводят в рабочее положение С2. Это осуществляется следующим образом. Рукоятки 95 переводят в положение ПЗ. Отворачивают болты 86 и валы 84 смещают в положение В2. При этом концы 106 фиксирующих элементов 107 выходят из пазов 105 кулачков 80 и входят в аналогичные пазы 105 кулачков 81. Валы 84 фикснруют в положении В2, заворачивая болты 86 и законтривая их. При этом концы болтов 86 начинают взаимодействовать с проточками 87 валов 84. После этого поворотом рукояток 95 переводят последние в положение П5. Кулачки 81 переходят при этом из положения Н2 в положение Р2, а кулачки 80 остаются в нейтральном положении HI. Затем устанавливают требуемый угол наклона групп 25 и 26 наружных шаблонов 4 и 5 к горизонтальной плоскости, определяемый конструкцией корпуса гитары.
Затем гибкие ленты 42 с высотой Hi снимают. Отворачивают винты 127, отвернув предварительно контргайки 131, и тем самым освобождают уголковые части 115 наружных шаблонов 5. Затем отворачиваются стопорные оси 121, уголковые части 114 наружных шаблонов 4 переводятся из рабочего положения У1 в нерабочее У2 поворотом вокруг осей 119 и стопорятся винтами 127, которые заворачивают в резьбовые отвер10
типоразмера. После этого затягивают стопорные болты 168 и стопорят их контргайками. Затем отворачивают гайки 176, выводят уступы 172 стопорных пластин 171 из пазов 173 внутренних шаблонов 9 путем смещения стопорных пластин 171 вдоль осей направляющих 155 и 156. Внутренние шаблоны 9 сдвигают в положение ЗП1, при этом их пазы 169 скользят вдоль втулок 53. Внутренние шаблоны 10 наоборот выдвигают в переднее положение ПП2, при этом они скользят пазами 170 вдоль втулок 53, затем возвращают на свои места стопорные пластины 171 таким образом, что их уступы 172 входят в пазы 173 внутренних 15 шаблонов 10, стопоря их от перемещения в направлении, перпендикулярном продольной оси о-О. После этого окончательно затягивают гайки 176. Раздвинув группы 27 и 28 внутренних шаблонов 9 и 10, вставляют в направляющие гнезда 41 внутренних шаблонов 10 гибкие ленты 45. Ширина пластин 193, закрепленных на гибких лентах 43 и 45, и расстояние между ними подбираются такими, чтобы не снижать их гибкости, в зависимости от радиусов изгиба
20
стия 130 уголковых частей 114. Если оче- 25 боковых сторон готовых рамок 6 и 7 корредная переналадка наймы на сборку корпуса гитары 1-го типоразмера предусматривается через длительный отрезок времени, то уголковые части 114 наружных шаблонов 4 могут сниматься с них и храниться вместе с комплектом запасных частей. Уголковые части 115 наружных шаблонов 5 устанавливаются в рабочее положение У1 поворотом вокруг осей 120 и стопорятся в этом положении стопорными осями 121, как описано выше.
пусов гитар.
В случае необходимости производят регулировку клиньев 185 разжимного устройства 32 внутренних полувайм 8 аналогично тому, как описано выше. В конце пере- 30 наладки, отвернув болты 204, стопорные пластины 203 задвигают в пазы 202 внутренних шаблонов 9, после чего болты 204 заворачивают в резьбовые отверстия 207 внутренних шаблонов 9, а откидные концы 200 внутренних шаблонов 9 откидывают поВ случае необходимости производят регулировку клиньев 185 разжимного устройства 32 внутренних полувайм 8 аналогично тому, как описано выше. В конце пере- 30 наладки, отвернув болты 204, стопорные пластины 203 задвигают в пазы 202 внутренних шаблонов 9, после чего болты 204 заворачивают в резьбовые отверстия 207 внутренних шаблонов 9, а откидные концы 200 внутренних шаблонов 9 откидывают по40
В направляющие гнезда 41 наружных 35 воротом их вокруг осей 201. Они могут быть шаблонов 5 устанавливают гибкие ленты 44оставлены при работе ваймы в этом полос высотой Н2 в том же конкретном сечении описанным способом, с той лишь разницей, что стопоры 67 утапливаются в гнездах 62 кронштейнов 48 опорных пластин 46 наружных полувайм 3 и фиксируются в этом положении уже другими винтами 63, концы которых взаимодействуют с гнездами 64 стопоров 60. После этого поворотом рукоятки 95 в положение П4 переводят кулачки 81 в исходное перед началом рабо- 45 обечаек 16 и 18 (или 15 и 17) перенала- ты положение С2, когда группы 25 и 26живается на требуемый размер обработки,
наружных шаблонов 4 и 5 сдвинуты.
Для сборки рамок 7 корпусов гитар 2- го типоразмера производят также переналадку внутренних полувайм 8. Для этого, раздвинув группы 27 и 28 внутренних шаблонов 9 и 10, снимают гибкие ленты 43. 0тжении или, если переналадку ваимы осуществляют нечасто, сняты и убраны к запасным частям.
Передние 11 и задние 12 торцовые прижимы переналадки не требуют, так как их гибкие ленты 223 могут плотно прижимать концы 208 и 209 обечаек 23 и 24 в определенном диапазоне радиусов их гибки. Устройство 13 для фрезерования торцов 14 контрзависящий от ширины переднего 20 и заднего 21 клецев рамки 7 корпуса гитары 2-го типоразмера, аналогично описаному.
50
В устройствах 22 для центрирования обечаек 23 и 24 оси 256 заменяются на оси пускают болты 168, и верхние 155 и ниж-257 с соответствующей 2-му типоразмеру гиние 156 части направляющих 51 перестав-тар высотой П2, которые устанавливают в
ляют так, чтобы выступы 166 их прямоуголь- соответствующие посадочные гнезда 259. На ных хвостовиков 167 взаимодействовали бы осях 257 устанавливают две пары 253 и 254 с соответствующими парными пазами 160 центрирующих пластин 255, кривизна внут- и 161 захватов 154, углы наклона которыхреннего контура которых совпадает с трасовпадают с углами наклона соответствую-екторией перемещения концов 208 и 209 обещих дек (не показаны) корпусов гитар 2-гочаек 24 рамок 7 корпусов гитар 2-го типо0
типоразмера. После этого затягивают стопорные болты 168 и стопорят их контргайками. Затем отворачивают гайки 176, выводят уступы 172 стопорных пластин 171 из пазов 173 внутренних шаблонов 9 путем смещения стопорных пластин 171 вдоль осей направляющих 155 и 156. Внутренние шаблоны 9 сдвигают в положение ЗП1, при этом их пазы 169 скользят вдоль втулок 53. Внутренние шаблоны 10 наоборот выдвигают в переднее положение ПП2, при этом они скользят пазами 170 вдоль втулок 53, затем возвращают на свои места стопорные пластины 171 таким образом, что их уступы 172 входят в пазы 173 внутренних 5 шаблонов 10, стопоря их от перемещения в направлении, перпендикулярном продольной оси о-О. После этого окончательно затягивают гайки 176. Раздвинув группы 27 и 28 внутренних шаблонов 9 и 10, вставляют в направляющие гнезда 41 внутренних шаблонов 10 гибкие ленты 45. Ширина пластин 193, закрепленных на гибких лентах 43 и 45, и расстояние между ними подбираются такими, чтобы не снижать их гибкости, в зависимости от радиусов изгиба
0
5 боковых сторон готовых рамок 6 и 7 корпусов гитар.
В случае необходимости производят регулировку клиньев 185 разжимного устройства 32 внутренних полувайм 8 аналогично тому, как описано выше. В конце пере- наладки, отвернув болты 204, стопорные пластины 203 задвигают в пазы 202 внутренних шаблонов 9, после чего болты 204 заворачивают в резьбовые отверстия 207 внутренних шаблонов 9, а откидные концы 200 внутренних шаблонов 9 откидывают поворотом их вокруг осей 201. Они могут быть оставлены при работе ваймы в этом поло
обечаек 16 и 18 (или 15 и 17) перенала- живается на требуемый размер обработки,
жении или, если переналадку ваимы осуществляют нечасто, сняты и убраны к запасным частям.
Передние 11 и задние 12 торцовые прижимы переналадки не требуют, так как их гибкие ленты 223 могут плотно прижимать концы 208 и 209 обечаек 23 и 24 в определенном диапазоне радиусов их гибки. Устройство 13 для фрезерования торцов 14 контробечаек 16 и 18 (или 15 и 17) перенала- живается на требуемый размер обработки,
зависящий от ширины переднего 20 и заднего 21 клецев рамки 7 корпуса гитары 2-го типоразмера, аналогично описаному.
размера при их гнутье в период перемещения наружных полувайм 3 в сторону внутренних полувайм 8. Затем все стопорится затяжкой гаек 261, а отогнутые хвостовики 264 соединяются с концами пружин 262. Устройства 22 готовы к сборке рамок 7 корпусов гитар 2-го типоразмера.
В устройствах 19 для поджима передних 20 и задних 21 клецев сменные захваты 267 заменяются на захваты 268, которые закрепляются болтами на стойках 270 ползунов 38, после чего положение ползунов 38 с захватами 268 выставляется с помощью винтовой пары 274. На этом переналадка узлов ваймы для сборки рамок 7 корпусов гитар 2-го типоразмера закакчи- вается.
В дальнейшем вся работа производится аналогично. По окончании работы ваймы все ее узлы и устройства возвращаются в исходное положение и отключаются. Если необходимо перейти к склейке рамок кор- лусов гитар других мензур (допустим 3-го или 4-го типоразмеров), то наружные 4 и 5 и внутренние 9 и 10 щаблоны заменяют на соответствующие новым контурам корпусов гитар. Замену или переналадку деталей и узлов других устройств и механнзмов ваймы производят аналогично описанному.
Использование предлагаемого технического решения позволяет повысить производительность труда при сборке рамок кор- пусов гитар, значительно повысить точность и качество склейки рамок корпусов благодаря тому, что гибка и склеивание обечаек и, контробечаек пронзводнтся с одной уста- новкн на одном и том же приспособлении. Применение данной ваймы с расщирен- ными технологическими возможностями позволяет осуществить переход при сборке рамок корпусов гитар различных мензур с одной на другую без замены оборудования путем лишь несложных переналадок. Конструкция ваймы позволяет также (в обосно- ванных технологией случаях) производнть склейку рамок корпусов из обечаек и контробечаек, выгнутых ранее на другой техно- логнческой познции, но не обрезанных в чистые размеры.
Формула изобретения
г
0
„ 0
5
0
тельности труда и качества сборки, рамок корпусов струнных музыкальных инструментов, найма снабжена двумя наружными полуваймами, двумя внутренними полувай- мами, передними и задними торцовыми прижимами, устройствами для фрезерования торцов контробечаек, устройствами для центрирования обечаек, устройствами для год- жима передних и задних клецев рамок корпусов струйных музыкальных инструментов, при этом наружные и внутреннне шаблоны выполнены регулнруемыми и смонтированы в виде верхних и нижних групп, которые расположены соответственно на наружных и внутренних пОлуваймах, причем число шаблонов в любой группе каждой полуваймы равно числу собираемых рамок корпусов струнных музыкальных ннструментов, наружные и внутренние полуваймы смонтированы на станине посредством горизонтальных направляющих, жестко закрепленных на станине перпендикулярно продольной оси рамкн корпуса струнного музыкального инструмента и силовых цилиндров, торцовые прижимы устаиовлены на станине по обеим сторонам внутренних полувайм симметрично продольной оси рамки корпуса струнного музыкального инструмента посредством горизонтальных направляющих, жестко закрепленных с нижней стороны станины параллельно продольной оси рамки корпуса струнного музыкального инструмента и силовых цилиндров, устройства для фрезерования торцов контробечаек размещены под плитой станнны ваймы посредством вертикальных скалок, жестко закрепленных на станине, и силовых цилиндров, устройства для поджима передних и задних клецев размещены между внутренними полуваймами симметрично продольной оси рамки корпуса струнного музыкального инструмента посредством ползунов, установленных в направляющих, жестко закрепленных на станине параллельно продольной оси рамки корпуса струнного музыкального инструмента, а устройства для центрирования обечаек шар- ннрно размещены с торцовых сторон наружных полувайм с возможностью взаимодействия с торцовыми прнжимами, при этом наружные и внутренние щаблоны выполнены с направляющими гнездами, которые расположены на расстоянии от края контура шаблонов, меньшем толщины соответственно обечаек и контробечаек.
вертикальные направляющие с размещенными на них посредством взаимодействующих с вертикальными направляющими втулок, установленных с возможностью перемещения в вертикальной плоскости, со- ответствующими верхними и нижними группами шаблоиов, подпружиненными навстречу друг другу, при этом наружные и внутренние полуваймы снабжены устройствами для изменения угла наклона шаблонов к горизонтальной плоскости и жесткой фиксации их в этом положении, наружные полуваймы снабжены механизмами для синхронного перемещения групп щаблонов в вертикальной плоскости, а соответствующие сменные гибкие ленты наружных и внутренних полувайм имеют возможность фиксации от перемещения в вертикальной плоскости посредством жестко закрепленных на них упоров, взаимодействующих со стопорами, установленными в кронштейнах опорных пластин с возможностью перемещения в направлении, перпендикулярном продольной оси рамки корпуса музыкального инструмента, и жесткой фиксации в рабочем положении.
Q
5 0 5 о 5 0
ках, при этом валы снабжены звездочками, охватываемыми замкнутой цепью, на наружных концах валов установлены рукоятки поворота, имеющие возможность стопоре- ния в нескольких фиксированных положениях посредством установленных на них подпружиненных фиксаторов, причем валы имеют возможность поворота относительно кулачков и осевого перемещения относительно кулачков и ступиц рукояток поворота, а кулачки имеют возможность поочередного взаимодействия выполненными на их боковых поверхностях и диаметрально расположенными пазами с ответными сцепными элементами, жестко установленными на валах.
на крайних штырях направляющей пластины, а средняя часть гибкой ленты взаимодействует с одной стороны с перекладинами П-образных скоб, а с другой - с концами обечаек рамки корпуса струнного му- зыкального инструмента.
на верхних концах которых установлены перпендикулярно продольной оси рамки корпуса музыкального инструмента и симметрично отнонтельно нее валы с жестко закрепленными на их концах фрезами, кинематически связанные с приводом устройства, размещенным на основании, при этом фрезы установлены с возможностью регулировки их положения вдоль осей валов и жесткой фиксации в рабочем положении-, а основания связаны с силовыми пневмоцилинд- рами.
CM ю QO :Q
V f- nX cvr
Cs,
/У
I5
12
l
гв
-7
97
/3J ,
lL
98
(52
ч /JJ95- 50 9B 6
fpus.
2J5 2VS
/
Фиг. В
to со
t
/уФие.9 /
B(jffr
I 1
-5И Н&-,
Д Юб 8QJ09.
/7 т .
5 8f irrO.S2 30 6
ЦX
Фиа. fO
т
г, ,Л(7
фиг. 11
Ви&Д
фиг. 12
fO207 206
фиг. /
220
222
278 212
Фиг. 16
23
8и
.2
258 Sl 25& (259} 260 (257)
Фиг. fS
//-А/
ff7
/30
фиг. /7
Фиггв
/i-H
Г25 //
-H
(pt/г. 22
3
Фиг. 24
/74
П5 26 r02
77ff8}
фиг. 23
2W
с-с
tn
rdf Щдо Фиг. 25
157
т-т
166 /
фи. 28
фиг. 30
fpuz 27
JS3 154 / /5-KJ
У-У
Фа. 23
вц&Ф
Л-Л
25
Гг
Ц- Ц
/ //////////У/ ХЧ УчЧХЧУУ
/I
фиг. 33
226
726
фиг. 2
20
Ч-Ч
279 /
280
Фиг. 34
Ш Ш
225
УТТ
22
ffJup. 35
JS(f6)
2JC
) fS{/6)
20
. 37
23f24)
фие. 36 2Ъ(2
Щ-Щ
21 6{7 L/
77fre)
| Устройство для окантовки корпуса гитары | 1979 |
|
SU887159A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ОБЕЧАЕК, КОНТРОБЕЧАЕК И СБОРКИ РАМКИ КОРПУСА СМЫЧКОВЫХ ИНСТРУМЕНТОВ | 0 |
|
SU220475A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
