Изобретение относится к обработке металлов давлением, в частности к штамповочным универсально-гибочным автоматам с приводом от центральной шестерни.
Цель изобретения - сокращение времени переналадки на изготовление деталей другой номенклатуры.
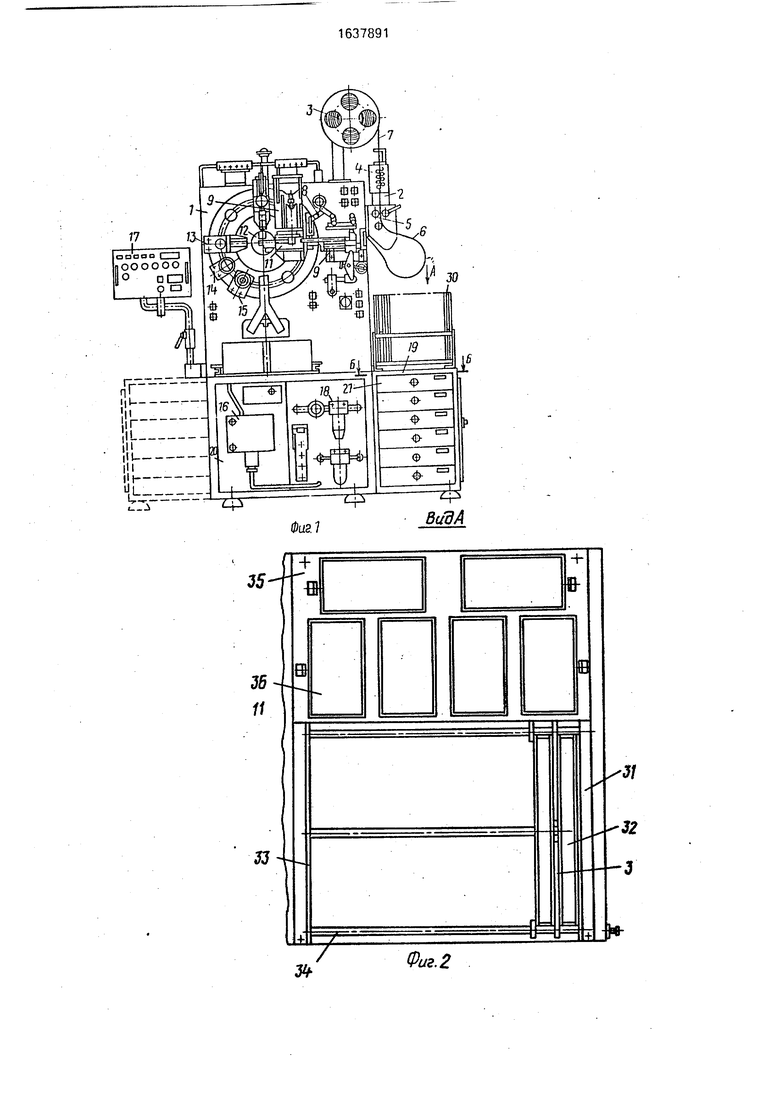
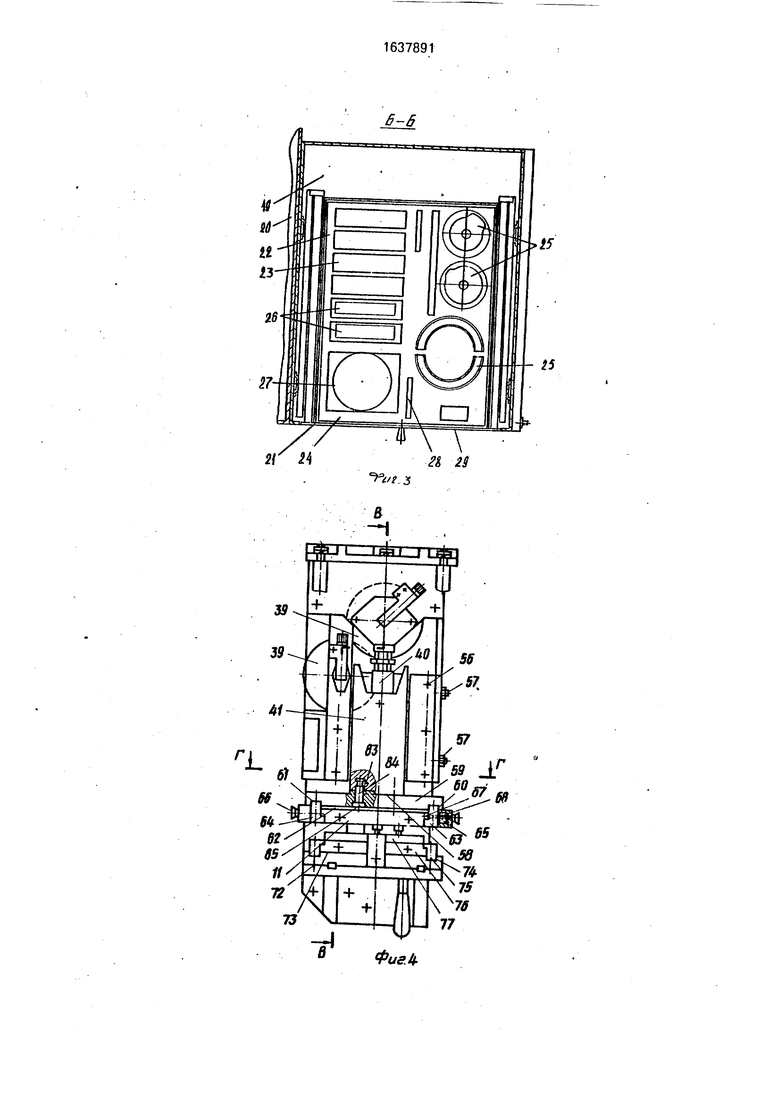
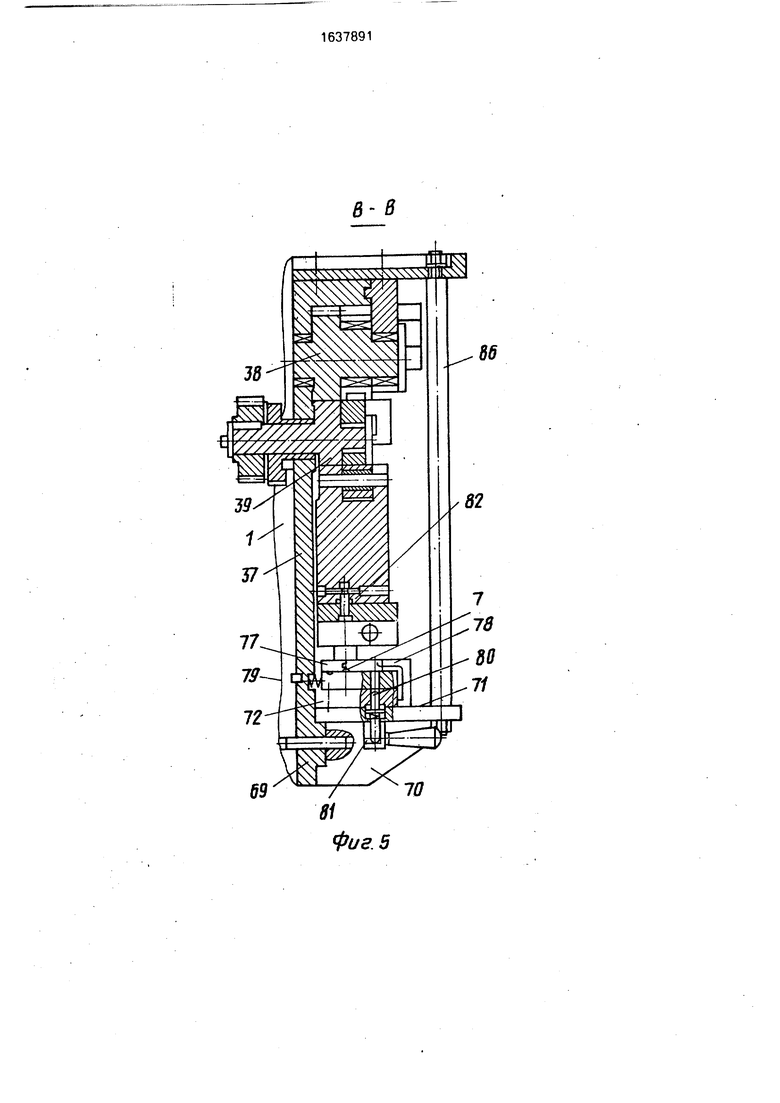
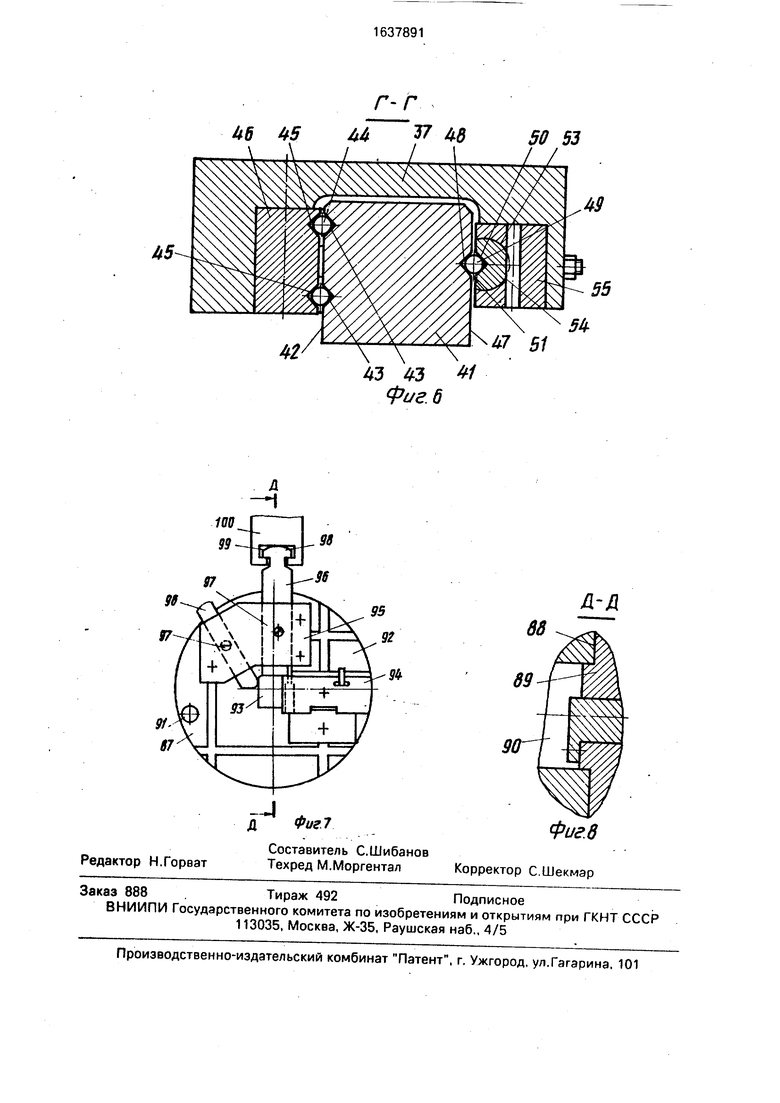
На фиг.1 показан автомат, общий вид; на фиг.2 - вид А на фиг. 1; на фиг.З - сечение Б-Б на фиг 1 на фиг 4-пресс-блок , общий вид; на фиг.5 - сечение В-В на фиг.4; на фиг.6 - сечение Г-Г на фиг.4; на фиг.7 - гибочный блок, общий вид; на фиг.8 - сечение Д-Д на фиг.7,
На фронтальной плите 1 автомата расположены устройство подготовки ленты 2 с
вертикальной компоновкой ла правой стороне автомата, содержащее катушку 3 с лентой, механизм рихтовки 4, лентопротяжное устройство 5, образующее компенсационную петлю 6 из ленты 7, клещевая-цанговая подача 8, содержащая микрометрические винты 9 для установки точного шага подачи, пресс 10, в котором устанавливается пакет 11 пуансон-матрица, гибочный блок 12, гибочные ползуны 13, тахометр 14 для индикации числа ходов автомата, командоаппарат 15, однопроводная импульсная система смазки 16 для подачи дозированного количества смазки к трущимся деталям в зависимости от количества совершенных циклов, пульт управления 17, систему подготовки
о со
VJ 00
о
сжатого воздуха 18, инструментальный накопитель 19, выполненный с возможностью присоединения справа и слева к станине 20 автомата 1, выполненный в виде корпуса, выдвижных в горизонтальной плоскости в направлении от лицевой стороны автомата 1 ящиков 21, на дне которых установлены ложементы 22 с гнездами 23 на лицевой стороне 24, конфигурации которых соответствуют кулачкам 25, гибочным пуансонам 26, и отверстием 27 подгибочный блок 12. Для изъятия ложемента из ящика с целью удобства монтажа инструмента на его лицевой стороне закреплены две ручки 28, на лицевой плоскости 29 ящика закреплена пластина 30 с обозначением номера наладки. На верхней плоскости 31 инструментального накопителя 19 закреплена подставка 32, состоящая из вертикальных стенок 33, соединенных между собой стяжками 34 с установленными на них катушками 3, За подставкой 32 на верхней плоскости 31 установлены ложементы 35, в прямоугольных гнездах 36 которых установлены пакеты 11 сменных наладок.
Пресс 10. установленный за клещевой - цанговой подачей 8, смонтирован на основании 37 выполненном в виде плиты. Сверху на основании 37 установлен эксцентриковый вал 38, кинематически связанный посредством зубчатой передачи 39 с центральной шестерней автомата и посредством шатуна 40 с ползуном 41. Шатун 40 выполнен составным с возможностью регулировки своей длины. Ползун 41 выполнен в виде призмы, на левой грани 42 выполнены две треугольные направляющие 43, контактирующие посредством установленных в них шариков 44 с сепаратором с треугольными направляющими 45, выполненными в планке 46, закрепленной на основании 37. На правой грани 47 ползуна 41 выполнена треугольная направляющая 48, контактирующая посредством установленных в ней шариков 49 с треугольной направляющей
50,симметричного выполненной на грани
51,самоустанавливающейся направляющей 52 с цилиндрической опорной поверхностью 53, установленной в продольной цилиндрической канавке 54, планкой 55, поджатой винтами 56 в сторону ползуна и закрепленной на основании винтами 57. На нижней грани 58 ползуна 41 закреплена верхняя плита 59 с двумя горизонтальными пазами 60 и 61 на краях нижней грани 62 с закрепленными в них кронштейнами 63 и 64, образующими вместе с нижней гранью 62 верхней плиты Т-образный широкий паз для установки в нем пакета пуансонов 11. В кронштейнах 63 и 64 установлены цилиндрические фиксаторы 65 и 66, входящие в прямоугольные пазы 67 боковых граней пакета пуансонов 11. Цилиндрические фиксаторы 65, 66 подпружинены пружинами 68 в
5 сторону пакета пуансонов. Таким образом происходит строгая фиксация пакета пуансонов 11 на верхней плите, а при отжатии цилиндрических фиксаторов 65 и 66 - легкое и быстрое изъятие пакета пуансонов из Т10 образного паза.
В нижней части основания 37 на шпоночном выступе 69 закреплен кронштейн- стол 70, на верхней грани 71 которого закреплена нижняя плита 72 на верхней гра15 ни 73 с двумя горизонтальными пазами 74 по краям с закрепленными в них кронштейнами 75, которые образуют широкий Т-образный паз, в котором устанавливается блок-матрица 76 с составным по оси подачи
0 ленты съемником 77, жестко прижатым к зеркалу блок-матрицы 76 С-образной скобой 78. Составной съемник 77 позволяет в процессе обслуживания обеспечить допуск к ленте без изъятия пакета пуансонов и блок5 матрицы 76 из пресса, а также производить независимый один от другого съем пакета пуансонов и блок-матрицы без нарушения их центрации. Для удобства изъятия блок- матрицы в основании 37 закреплена пружи0 на 79, одним концом контактирующая с боковой гранью блок-матрицы. Для строгой фиксации блок-матрицы 76 на кронштейне- столе установлен цилиндрический фиксатор 80, подпружиненный в сторону блок-матри5 цы, и смонтированный на одном конце с возможностью поворота на оси эксцентрик 81 с ручкой. Соосно фиксатору 80 в блок- матрице 76 выполнено классное отверстие для ее базировки относительно пакета пуан0 сонов.
Нижняя грань 58 ползуна 41 соединена с верхней гранью верхней плиты посредством шпоночного соединения выступ - паз 82, а жесткость соединения обеспечивается
5 посредством установки перекрещивающихся штифтов 83 и 84 с кольцевыми проточками на верхних концах вертикально установленных штифтов 84 и буртиками 85 на нижних, которые подтягивают траверсу к ползуну. 0 Кронштейн-стол 70 соединен с верхом основания пресса посредством двух стяжек 86, образующих вместе с основанием жесткую коробчатую конструкцию.
Гибочный блок 12 установлен в центре
5 фронтальной плиты автомата, состоящей из инструментальной плиты 87, выполненной в виде диска, на задней грани 88 которой выполнен классный кольцевой выступ 89, которым инструментальная плита при многократном съеме и установке фиксируется в
центральном отверстии 90 фронтальной плиты, автомата. От осевого проворота гибочного блока 12 в процессе работы и при повторной установке инструментальная плита 87 дополнительно устанавливается на штифт-ловитель 91. Двойная фиксация гибочного блока 12 по кольцевому выступу 89 к штифту-ловителю 91 позволяет с очень высокой.точностью монтировать его при переходе изготовления от одной номенклатуры деталей к другой. На передней грани 92 инструментальной плиты 87 в центре закреплена оправка 93, справа от нее закреплена отрезная матрица 94, сверху от нее - направляющая 95 с установленными в ней гибочными пуансонами 96. В направляющей установлены стопорные винты 97, посредством которых можно фиксировать гибочные пуансоны 96 в направляющей 95, не изымая их из последней при сьеме всего гибочного блока 12. Это снижает потерю времени при смене гибочных блоков, при этом гибочные пуансоны 96 в верхней части выполнены в виде полуокружности 98 с заплечиками, контактирующей с прямоугольным пазом 99 держателя 100 инструментальной головки 13.
Переналадка автомата на выпуск другой номенклатуры деталей производится следующим образом.
Демонтируется предыдущая наладка - гибочный блок 12, пакет 11 пуансон-матрица, кулачки 6 гибочных ползунов 13, сбрасы- ватель и торцовый кулачок для сьема деталей, снимаются подвижные и неподвижные направляющие линейки в клещевой-цанговой подаче (в случае перехода изготовления деталей из ленты другой толщины и ширины), катушка 3 с лентой. Демонтированный гибочный блок 12, кулачки, направляющие линейки укладываются в соответствующий номеру наладки ящик 21 инструментального накопителя 19, катушка 3 в подставку 32, пакет 11 пуансон-матрица (штамп) в гнезда 36.
Согласно сборочному (монтажному) чертежу на новую наладку производится монтаж гибочного блока 12, установка гибочных ползунов 13 по требуемым углам гибки относительно центральной оправки (указываются углы на монтажном чертеже), установка кулачков в гибочных ползунах 13 и торцового кулачка для сбрасывателя, устанавливается пакет 11 пуансон-матрица, устанавливается необходимый шаг подачи в клещевой цанговой подаче посредством микрометрических винтов 9, устанавливаются подвижные и неподвижные линейки в клещевой-цанговой подаче, устанавливается катушка 3 с необходимой лентой, лентопротяжное устройство 5 регулируется на протяжку ленты через механизм рихтовки 4 на величину шага подачи с небольшим приращением, лента 7 заправляется в механизм подачи.
В ручном режиме производят пробную вырубку заготовки, получают готовую деталь, производятся замеры размеров детали на соответствие требованиям чертежа, устанавливается программа деталей и включается автомат, По завершении изготовления необходимой партии деталей производится переналадка автомата на следующую деталь.
.Объем одного инструментального накопителя - шесть наладок, при двух накопителях объем удваивается.
Применение инструментальных накопителей позволяет решить эту проблему потому, что сменный инструмент, штампы,
наладки, кулачки находятся в накопителе и сокращается время на получение, доставку, комплектацию.
Применение предлагаемого изобретения позволяет на одном автомате изготавливать детали малых серий, сократив время переналадки автомата с одной детали на другую с 8-10 до 2-3 н/ч, сократить потребность в автоматах на количество, равное емкости инструментального накопителя в
наладках, высвободятся при этом автоматы и производственные площади (5,2 м из расчета на один автомат), улучшится организация рабочего места и культура производства.
35
Формула изобретения
1. Универсально-гибочный автомат для изготовления деталей малых серий, содержащий станину с фронтальной плитой, на
которой установлены механизм для размотки ленточного материала с катушки, механизм рихтовки, клещевая подача, пресс, гибочные приводные от кулачков ползуны с державками пуансонов для отрезки и гибки
и гибочная оправка, при этом пресс выполнен в виде основания со столом, связанным с верхней частью основания, стяжными тягами, матрицы со съемником, установленной на столе, пуансона, ползуна с плитой
для крепления пуансонов, кинематически связанного с центральной шестерней посредством шатуна, направляющих для ползуна и механизма регулировки штамповой высоты, отличающий с я тем, что, с целью
сокращения времени переналадки на изготовление деталей другой номенклатуры, пуансоны для гибки детали и отрезки ее от ленты выполнены в виде гибочного блока, установленного в центре фронтальной плиты и состоящего из инструментальной плиты круглой формы, на задней плоскости которой выполнен кольцевой выступ для крепления к фронтальной плите и отверстие под штифт, смещенное относительно центра штифта, посредством которого инструментальная плита фиксируется на фронтальной плите, направляющих и стопорных винтов для пуансонов, установленных в направляющих.
2.Автомат по п. 1, отличающийся тем, что он снабжен инструментальным накопителем, состоящим из корпуса, ящиков, установленных в корпусе с возможностью выдвижения, ложементов с гнездами соответствующей формы для укладки в них сменных кулачков инструмента, расположенных в ящиках, подставки для хранения катушек для ленточного материала, выполненной в виде вертикальных стенок и горизонтальных стержней для укладки на них катушек, соединяющих собой стенки, и ложемента с гнездами для укладки в них сменных пуансонов и матриц пресса, при этом подставка и ложемент расположены в верхней части корпуса.
3.Автомат по пп.1 и 2, о т л и ч а ю щ и й- с я тем, что ложементы для кулачков и инструмента снабжены съемными ручками и установлены в ящиках инструментального накопителя.
4.Автомат по пп.1-3, отличающий- с я тем, что узел крепления пуансонов в прессе выполнен в виде плиты с заплечиками, в которой собраны в единый пакет все пуансоны, верхней плиты, закрепленной на ползуне и имеющей два паза, выполненные по бокам нижней ее плоскости, двух кронштейнов, закрепленных в пазах верхней плиты и контактирующих своими выступающими частями с заплечиками пакета пуансонов, и подпружиненных фиксаторов для крепления пакета пуансонов, установленных на кронштейнах, при этом на пакете пуансонов выполнены пазы прямоугольного профиля для размещения рабочих элементов фиксаторов, а узел крепления матрицы в прессе выполнен в виде нижней плиты, закрепленной на столе и имеющей два паза, выполненные по бокам верхней ее плоскости, двух кронштейнов, закрепленных в пазах нижней плиты и контактирующих своими выступающими частями с заплечиками матрицы,
и пружины сжатия, закрепленной на основании пресса с возможностью взаимодействия с задней поверхностью матрицы, а съемник матрицы выполнен составным, присоединенным к зеркалу матрицы С-об- разной скобой.
5.Автомат по пп.1-4, отличающий- с я тем, что направляющие ползуна выполнены в виде ДВУХ планок, закрепленных на
основании по бокам от ползуна, на первой по ходу ленты из которых выполнена продольная направляющая канавка треугольного профиля, а на второй планке выполнены две направляющие канавки, расположенные на
равном расстоянии от канавки на первой планке, и шариков с сепараторами, установленных в направляющие каналы, образованные направляющими канавками, выполненными в планках и соответствующих местах ползуна, при этом первая планка выполнена состоящей из корпуса с продольной канавкой полукруглого профиля, установленного в основании пресса с возможностью регулировочного перемещения к ползуну и вкладыша с направляющей канавкой, установленного в корпусе, с возможностью самоцентрирования.
6.Автомат по пп.1-5, отличающий- с я тем, что верхняя плита пресса закреплена на ползуне посредством шпонки и стяжных элементов, выполненных в виде стержня с головкой на одном конце и кольцевой канавкой цилиндрического сечения на другом конце и запирающих штифтов,
при этом в верхней плите выполнены отверстия для размещения стержней с головкой, а в ползуне выполнены отверстия для участков стержней с кольцевой канавкой и расположенные перпендикулярно им отверстия
под запирающие штифты.
7.Автомат по пп. 1-6, о т л и ч а ю щ и й- с я тем, что матрица пресса снабжена фиксатором с подпружиненным запирающим элементом и эксцентриковым приводом
возврата запирающего элемента, установленным на столе, при этом запирающий элемент выполнен цилиндрическим, а в нижней плите и в матрице выполнено отверстие для размещения запирающего элемента.
8. Автомат по пп.1-7, от л и ч а ю щи й- с я тем, что механизм регулировки штампо- вой высоты пресса выполнен в виде составного, регулируемого по длине шатуна.
Фиг1
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Устройство для изготовления изделий из проволоки | 1989 |
|
SU1703231A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Универсально-гибочный автомат | 1982 |
|
SU1079335A1 |
| Инструмент для резки миниатюрных деталей на универсально-гибочных автоматах | 1987 |
|
SU1505622A1 |
| Автомат универсально-гибочный, штамповочный, модульного типа | 1989 |
|
SU1813585A1 |
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Клещевая подача с приводом от вала пресса | 1988 |
|
SU1593751A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1989 |
|
SU1734252A1 |
Изобретение относится к обработке металлов давлением, в частности к штамповочным универсально-гибочным автоматам с приводом от центральной шестерни. Цель изобретения - сокращение времени переналадки на изготовление деталей другой номенклатуры. Автомат содержит станину 20 с фронтальной плитой 1, на которой установлены механизм для размотки ленточного материала с катушки 3, механизм 4 рихтовки, лентопротяжный механизм 5, клещевая подача 8, пресс 10 со штампом 11, гибочные приводные от кулачков, ползуны 13 с державками пуансонов и гибочная оправка. Для удобства хранения сменного инструмента автомат снабжен инструментальным накопителем 19 с ящиками 21, ложементами и подставками. Конструкция пресса позволяет быстро и независимо друг от друга снимать и устанавливать пуансон и матрицу штампа 11, обеспечивая при этом высокую точность. Кроме того, имеется доступ к ленте. Инструмент для формовки детали - оправка, гибочные пуансоны и обрезная матрица смонтированы в гибочном блоке 12, облегчающем смену инструмента. 7 з.п. ф-лы, 8 ил. сл с
35+
36
11
33 fr
/
31
-32 3
ИФиг. 2
1-6
77
ФиеЛ
69
Фие.5
0-Я
42
Г-Г
54
43 43 41 Фиг. 6
47 51
д-д
Фиг.В
| Ровинский Г.Н., Ровинский В.Г | |||
| Универсально-гибочные автоматы с приводом от центральной шестерни | |||
| М.: Машиностроение, 1978. |
