bo
00
Изобретение относится к прокатному производству и может быть использовано для удаления окалины с прокатываемого металла, например, на ши- рокополосных и тонколистовых станах горячей прокатки.
Цель изобретения - повышение качества очистки без увеличения расхот да охладителя за счет интенсификации процесса охлаждения путем удаления паровой пленки.
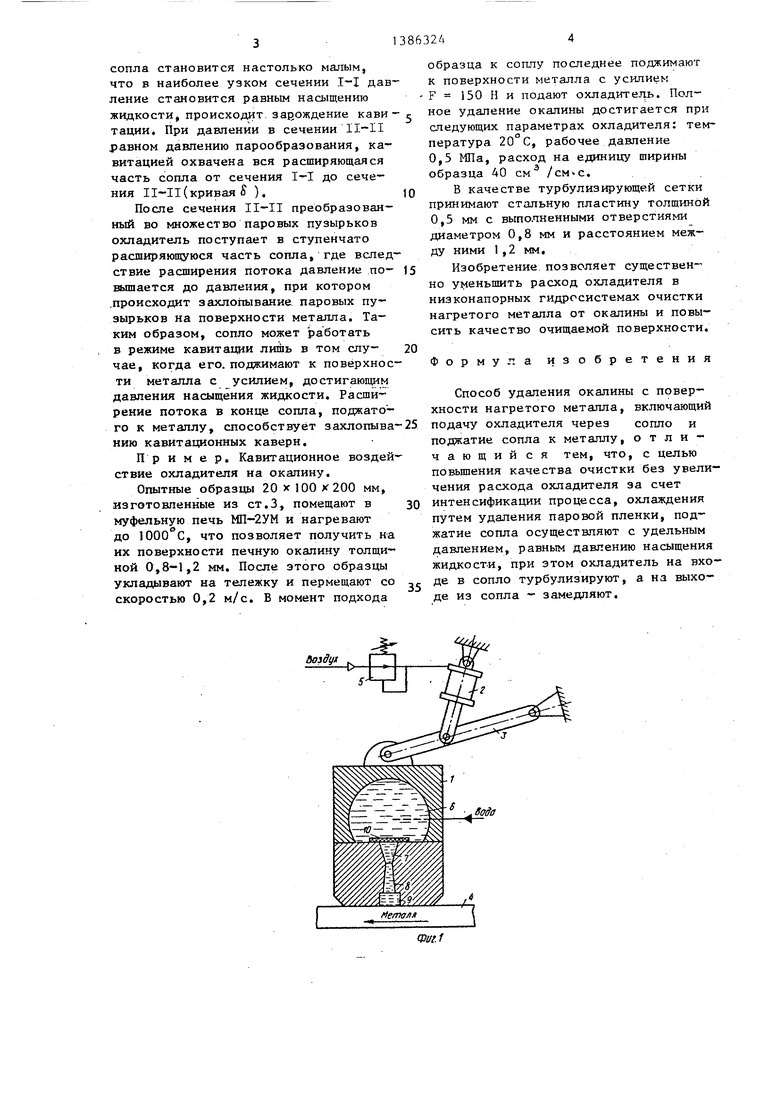
На фиг,1 схематично показано устройство для осуществления способа удаления екалины с поверхности гретого металла; на фиг,2 - схема сопла; на фиг,3 - распределение давлений по длине проточной части.
Устройство содержит сопло 1, поджимаемое пневмоцилиндром 2 через сие тему рычагов 3 к движущемуся металлу 4, Дпя настройки усилия прижима сопла 1 к поверхности металла 4 используется регулятор 5 давления. Сопло 1 имеет напорную камеру 6, соединен- ную с ei O прочной частью, выполненной в виде постепенно сужающегося канала 7 и постепенно расширяющегося канала 8, переходящего в ступенчато расширяющуюся камеру 9 восстановле- НИИ давления. На входе проточной час ти сопла 1 установлена турбулизирую- щая поток сетка 10.
Устройство работает следующим образом.
При подаче охладителя на входе проточной части сопЛа 1 поток турбу- лизируется и по мере сужения канала 7 ускоряется, а давление в соответствии с уравнением Бернулли умень- шается, В наиболее узком сечении канала 7 давление охладителя уменьшается до давления парообразования и в этом месте обра- зуются полости, заполненные па- ром каверны. При переходе в канал 8 основная масса жидкости на этом участке двигается в виде свободной струи, окруженной пенообразной смесью пузырьков пара и жидкости, В камере 9, где давление выше насыщения жидкости, кавитационные каверны . захлопываются. Давление захлопывания каверн зависит от усилия поджа- тия сопла 1 к поверхности металла 4 Настраивая регулятор 5 давления,, достигают такого положения, при котором каверны захлопываются непосредственно на поверхности металла 4
Турбулизация потока способствует более раннему зарождению кавитационньк каверн.
В момент захлопывания на месте исчезнувшей каверны освобождается сконцентрированная в ней энергия, которая вызывает кратковременное, но значительное локальное повышение давления. Если каверна в момент захлопывания находится на поверхности окалины или в ее микротрещинах, то наблюдается механическое разрушение окалины. Особенно интенсивно разру, шается окалина, имеющая дефекты типа трещин. Попавшие в трещины каверны имеют более разрушительное действие. Кроме того, в момент захлопывания каверн на поверхности или над поверхностью металла 4 возникает ударная волна, вызывающая турбулизацию потока и разрушение паровой пленки, изолирующей спои воды от раскаленной поверхности металла. Отвод тепла в режиме непрерывного разрушения паровой пленки является одним из наиболее совершенных методов охлаждения раскаленных поверхностей.
Таким образом, подача охладителя в режиме срывной кавитации, замыкающейся непосредственно на поверхности металла, повышает механическое и, особенно эффективно, тепловое воздействие охладителя на окалину, вызывающие ее отделение от поверхности нагретого металла. Зарождение кавитации и ее воздействие на окалину подтверждается следующими примерами
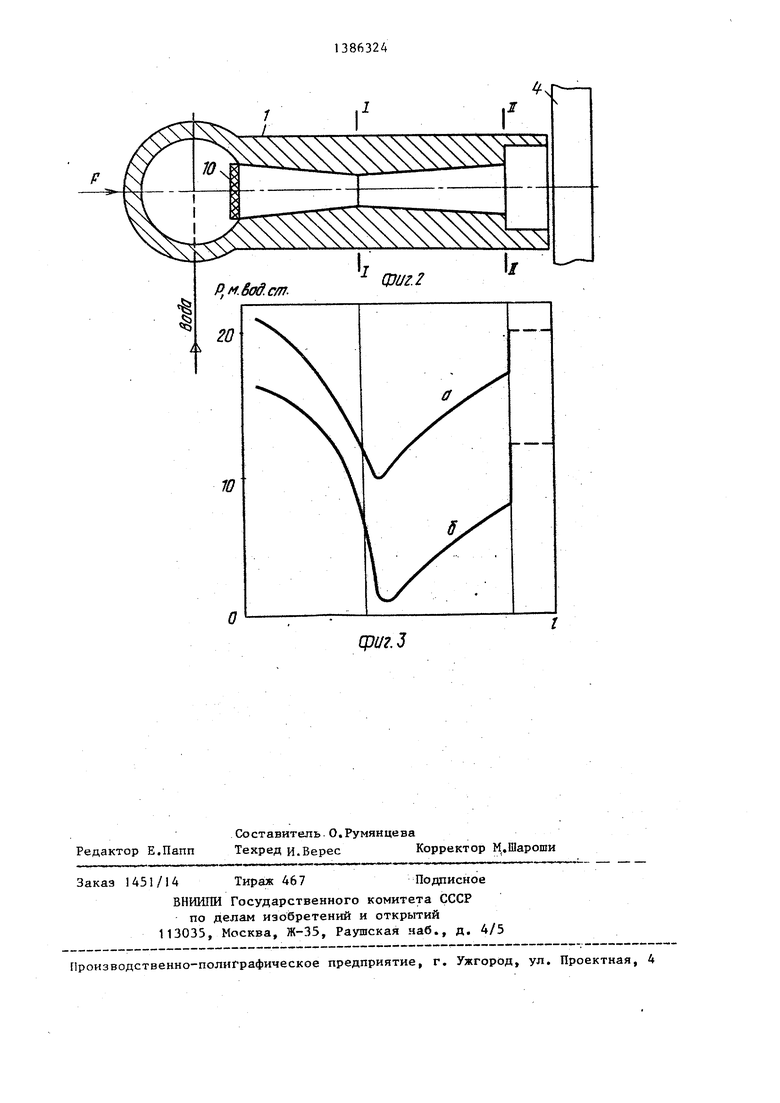
На фиг.2 схематически показана проточная часть сопла 1, сйособству- ющая более раннему зарождению кави- тацйи турбулизирущая сетка 10 и движущийся металл 4, на фиг.З распределение давлений, измеренных посредством дренажных отверстий, выполненных на стенке проточной части сопла
Давление охладителя изменяется на выходе из сопла путем регулирования усилия F поджатия сопла 1 к поверхности металла 4 (дросселирование потока на выходе сопла). При достаточно больших усилиях поджатия сопла (кривая а) происходит обычное движение жидкости: в наиболее узком сечении давление достигает минимального значения, а затем вновь восстанавливается и кавитация потока не наблюдается Когда усилие пояжатия
сопла становится настолько малым, что в наиболее узком сечении 1-I давление становится равным насыщению жидкости, пpoиcxoд т. зарождение кави тации. При давлении в сечении II-II равном давлению парообразования, кавитацией охвачена вся расширяющаяся часть сопла от сечения I-I до сечения II-Il( кривая 5 ),
После сечения II-II преобразованный во множество паровых пузырьков охладитель поступает в ступенчато расширяющуюся часть сопла, где вследствие расширения потока давление по- вьппается до давления, при котором .происходит захлопывание паровых пузырьков на поверхности металла. Таким образом, сопло может работать в режиме кавитации лишь в том слу- чае, когда его. поджимают к поверхности металла с усилием, достигаюпщм давления насыщения жидкости. Расширение потока в конце сопла, поджатого к металлу, способствует захлопыва нию кавитационных каверн.
Пример. Кавитациониое воздействие охладителя на окалину.
Опытные образцы 20 х100 X200 мм, изготовленные из ст.З, помещают в муфельную печь МП-2УМ и нагревают до 1000 С, что позволяет получить на их поверхности печную окалину толщиной 0,8-1,2 мм. После этого образцы укладывают на тележку и пермещают со скоростью 0,2 м/с. В момент подхода
образца к соплу последнее поджимают к поверхности металла с усилием F 150 Н и подают охладитель. Полное удаление окалины достигается при следующих параметрах охладителя: температура 20 С, рабочее давление 0,5 МПа, расход на единицу ширины образца 40 см .
В качестве турбулиз1фующей сетки принимают стальную пластину толщиной 0,5 мм с выполненными отверстиями диаметром 0,8 мм и расстоянием между ними 1,2 мм.
Изобретение, позволяет существенно уменьшить расход охладителя в низконапорных гидросистемах очистки нагретого металла от окалины и повысить качество очищаемой поверхности.
Формула изобретения
Способ удаления окалины с поверхности нагретого металла, включающий подачу охладителя через сопло и поджатие сопла к металлу, отличающий ся тем, что, с целью повьш1ения качества очистки без увеличения расхода охладителя за счет интенсификации процесса, охлаждения путем удаления паровой пленки, поджатие сопла осуществляют с удельным давлением, равным Давлению насыщения жидкост-и, при этом охладитель на входе в сопло турбулизируют, а на выходе из сопла - замедляют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления окалины с поверхности нагретого металла | 1977 |
|
SU621416A1 |
| КАВИТИРУЮЩЕЕ СОПЛО | 2000 |
|
RU2228422C2 |
| Способ очистки изделий и устройство для его осуществления | 1986 |
|
SU1366238A1 |
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| ТЕПЛОВОЙ КАВИТАЦИОННЫЙ ГЕНЕРАТОР | 2010 |
|
RU2422733C1 |
| Способ охлаждения фурмы для продувки жидкого металла | 1975 |
|
SU511354A1 |
| Кавитатор | 1989 |
|
SU1708436A1 |
| КАВИТАЦИОННЫЙ ТЕПЛОВОЙ ГЕНЕРАТОР | 1997 |
|
RU2131094C1 |
| АКУСТИЧЕСКОЕ УСТРОЙСТВО | 1989 |
|
SU1637451A1 |
| КАВИТАЦИОННАЯ УСТАНОВКА | 1998 |
|
RU2152465C1 |
Изобретение относится к прокатному производству и может быть использовано для удаления окалины с прокатываемого металла, например, на широкополосных и толстолистовых станах горячей прокатки. Цель изобретения - повышение качества очистки без увеличения расхода охладителя за счет интенсификации процесса охлаждения путем удаления паровой пленки. Удаление паровой пленки в данном способе происходит за счет захлопывания кавитационных пузырьков непосредственно на поверхности металла. Предложенный способ позволяет эффективно удалять паровую пленку, что приводит к интенсивному охлаждению окалины и способствует более полному ее отслоению и тем самым повы шению качества очистки. 3 ил. 3 (Л
Ооздуг
t
Р,м.6од.с/п.
фиг. 2
сри.
| Способ удаления окалины с горя-чЕКАТАНОй пОлОСы | 1979 |
|
SU829240A1 |
