Предлагается гидравлическое, безнасосное приспособление для обработки деталей на металлорежущих станках методом обкатки роликами или шариками, укрепляемыми непосредственно в резцедержателе станка.
Это приспособление отличается тем, что для создания давления в основном цилиндре и обеспечения накатки тел и плоских поверхностей в нем применен поршень-возбудитель с гидропластом. Для накатки нежестких валов тремя шариками, а жестких валов и плоских поверхностей одним шариком приспособление выполнено в виде расположенных под углом 120° трех гидравлических цр нгппов с державками.
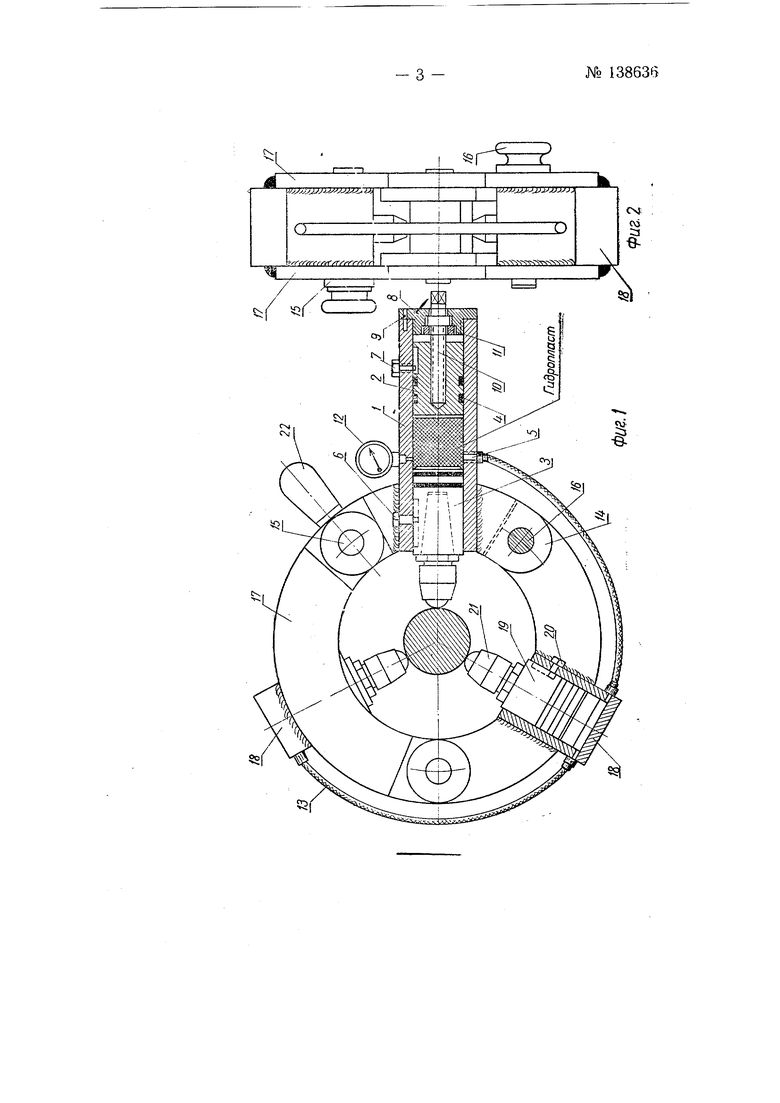
На фиг. 1 показано приспособление, общин вид; на фиг. 2 - то же, вид сбоку.
В цилиндре / приспособления находятся поршни .2 и 5 с маслостойкими манжетами 4 и 5. Болты 6 и 7 предотвращают поворот поршней. Фланец 8 на резьбе ввернут в цилиндр / и стопорится винтом 9. Во фланце 8 встроен винт 10, бурт которого закрыт кольцом // с наружной резьбой. Винт JO входит в поршень 2. В отверстии верхней части цилиндра / установлен манометр 12. К нижнему отверстию цилиндра / с помощью штуцера присоединен шланг 13 высокого давления.
В левой части цилиндра 1 приварены две дугообразные щеки 14, к которым съемными щтырями 15 и 16 крепятся две полудуги 17. Между щеками полудуг приварены цилиндры 18, порщни 19 которых удерживаются от поворота болтами 20. В поршни 3 и 19 вставлены державки с шариками или роликами 21 для накатки. Цилиндры 1 и 18 соединены шлангами 13 высокого давления. Приспособление крепится в резцедержателе. Вал, подлежаший накатке (упрочнению), устанавливается в центрах токарного станка.
После включения в работу токарного станка вращением винта 10 в цилиндре / перемещаются поршень-возбудитель 2 с гидропластом, кото№ 138636- 2 рый создает давление на поршне.. Величина создаваемого давления контролируется по манометру 12. Затем суппорту сообщается продольная подача и производится накатка.
Для смены обрабатываемого вала необходимо вынуть съемный штырь 15 и рукояткой 22 поднять вверх полудугу 17.
Для накатки одним шариком 21 жестких валов и их галтелей необходимо отключить шланг 13 с цилиндра /, вынуть штыри /5 и /6 и разъединить полудуги 17 с цилиндра /.
Для накатки плоских поверхностей пользуются также одним шариком. При этом приспособление крепится в резцедержатель продольнострогального станка.
Предмет изобретения
1.Приспособление для накатки деталей роликами или шариками, с применением винтогидравлического нагружения, отличающееся тем, что, с целью создания давления в основном цилиндре и обеспечения накатки тел и плоских поверхностей, применен поршень-возбудитель с гидропластом, например, в качестве рабочей жидкости.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с цельЕо обеспечения возможности накатки нежестких валов тремя щариками, а жестких валов и плоских поверхностей одним шариком (роликом), оно выполнено в виде расположенных по окружности под углом 120° трех гидравлических цилиндров с державками, из которых два вспомогательных цилиндра закреплены на двух полудугах, соединенных с двумя дугообразными щеками третьего основного цилиндра, устанавливаемого непосредственно в резцедержателе токарного станка, при этом накатку одним шариком выполняет основной цилиндр, а два других цилиндра отключают отсоединением полудуг, а при накатке плоских поверхностей основной цилиндр устанавливают в резцедержателе продольнострогального станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой и упрочняющей обработки обкатыванием | 1972 |
|
SU517475A1 |
| Устройство для раскатки отверстий | 1961 |
|
SU143638A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Приспособление для накатки рифов | 1991 |
|
SU1785477A3 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| Устройство для разгрузки механизмов | 1982 |
|
SU1038077A2 |
| Устройство для упрочнения обкаткой конической резьбы | 1990 |
|
SU1761448A1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1990 |
|
SU1763158A1 |