1
Изобретение относится к сварочному производству и может быть иснользовано при контактной электросварке, выполняемой на стыковых машинах с двумя или большим количеством сварочных трансформаторов.
Известно, что устойчивость процесса оплавления и стабильность воспроизведения заданного режима контактной стыковой сварки в значительной мере зависят от величины сопротивления короткого замыкания сварочной машины Z 1.
Эта величина определяется многими факторами, зависяшими как от конструктивного исполнения машины, так и от конкретных условий ее эксплуатации.
Рациональная конструкция силовой части машины направлена на достижение минимального сопротивления Значительный эффект в снижении ZKS достигается при установке на контактной машине двух или большего количества сварочных трансформаторов, включенных параллельно. Однако величина сопротивления ZRJ в процессе эксплуатации машины может возрастать в большей или меньшей степени в зависимости от нагрева токопроводов, загрязнения, окис;1ения или ослабления переходных контактов контура, состояния поверхности зажимных электродов и т. д.
Значительные изменения сопротивления ZKJ сварочной цепи приводят к нарушению заданного режима. В результате качество сварных соединений ухудшается, вплоть до появления брака. В связи с этим целесообразно контролировать сопротивление сварочной цепи контактных машин и проводить соответствуюшие предупредительные меры.
Известен способ контроля сопротивления короткого замыкания сварочной машины с применением амперметра, вольтметра или ваттметра 2.
К недостаткам известного способа контроля можно отнести эпизодичность измерений из-за трудности и продолжительности выполнения; необходимость дополнительных приспособлений, например наличие медных закорачиваюших шин, необходимость про.межуточных вычислений.
Кроме того, существенным недостатком известного способа является несоответствие контролируемой величины фактическому значению суммарного сопротивления сварочной цепи (т. е. с учетом деталей, подготовленных к сварке) из-за разрыва во вре.мени и контроля сопротивления контура без учета степени зачистки деталей под сварку.
Целью изобретения является повышение качества сварного соединения за счет своевременного обнаружения превышения допустимой величины сопротивления короткого замыканиясварочной цепи.
Поставленная цель достигается тем, что согласно способу контроля сопротивления
короткого замыкания контактной стыковой машины, преимуш,ественно содержаш,ей два сварочных трансформатора, при котором измеряют сопротивление вторичного контура машины, перед каждой сваркой контролируют суммарное сопротивление вторичных контуров сварочных трансформаторов и переходных контактов между зажимными электродами машины и свариваемыми деталями, при этом в качестве параметра,
0 характеризующего суммарное сопротивление, принимают падения напряжения в первичной обмотке одного из сварочных трансформаторов при подаче стабилизированного напряжения на другой трансформатор при разведенных свариваемых деталях.
На чертеже показана схема, реализуюшая способ.
Схема содержит сварочные трансфор,, маторы 1 и 2, зажимные губки 3 машины, свариваемые детали 4 и 5 измерительный прибор б, в качестве которого используется вольтметр переменного тока, шкала которого предварительно проградуирована в микромах с учетом величины стабилизированного напряжения источника 7, контакторы 8 и 9.
Контроль осуществляют перед каждой сваркой следующим образом. В губках 3 машины зажимают детали 4 и 5 так, чтобы их оплавляемые торцы не соприкасались.
0 Сварочную машину отключают от сети, выключив контактор 9. Затем на первичную обмотку трансформатора 1 подают стабилизированное напряжение, включив контактор 8. Контроль производят по вольтметру 6. Стабилизированное напряжение
5 может быть выбрано от 50 до 380 В промышленной частоты. Шкалу вольтметра-б градуируют в микроомах для каждого типоразмера рельсов при помощи известногс метода измерения Zn Предельно допустимое отклонение сопротивления короткого замыкания, при котором обеспечивается стабильное качество сварных соединений, выбирается исходя из технологических особенностей сварки изделий. В частности, для рельсосварочных машин оно составляет
5 10% от номинального.
Предлагаемый способ проверяется при сварке рельсов типа-Рбб {02, 6,8 В) на машине К-190П с сопротивлением 90 мкОм. При этом на первичную обмотку сварочного трансформатора 1 подавалось напряжение 380 В, а контроль осуществлялся по показаниям вольтметра 6 типа Ц25М, шкала которого была отградуирована в микроомах. Было установлено, что увеличение суммарного сопротивления
5 вторичных контуров трансформаторов и переходных контактов между зажимными электродами машины и свариваемыми изделиями в пределах до ПО мкОм несущественно сказывается на устойчивости процесса оплавления, при этом обеспечивается необходимое качество сварных соединений.
Опыт эксплуатации стыковой машины, в частности рельсосварочной, показывает, что чаще всего нарушения режима сварки, которые приводят к образованию некачественного соединения, происходят вследствие чрезмерного увеличения сопротивления сварочной машины.
При использовании известного способа контроля сопротивление рельсосварочной машины контролируют один раз в месяц. Это не позволяет своевременно обнаружить
недопустимые отклонения суммарного сопротивления сварочной машины. В течемке года по этой причине отбраковывают в среднем 20 сварных стыков. Вырезка дефектного стыка из длинномерных рельсовых плетей и повторная сварка занимает в среднем 1,5 ч. Соответственно экономия времени при использовании предлагаемого способа, позволяющего предотвратить брак, составляетЗО ч в год. Применение предлагаемого способа по сравнению с известным позволяет повысить качество сварного соединения за счет своевременного обнаружения превышения допустимой величины сопротивления короткого замыкания сварочной цепи.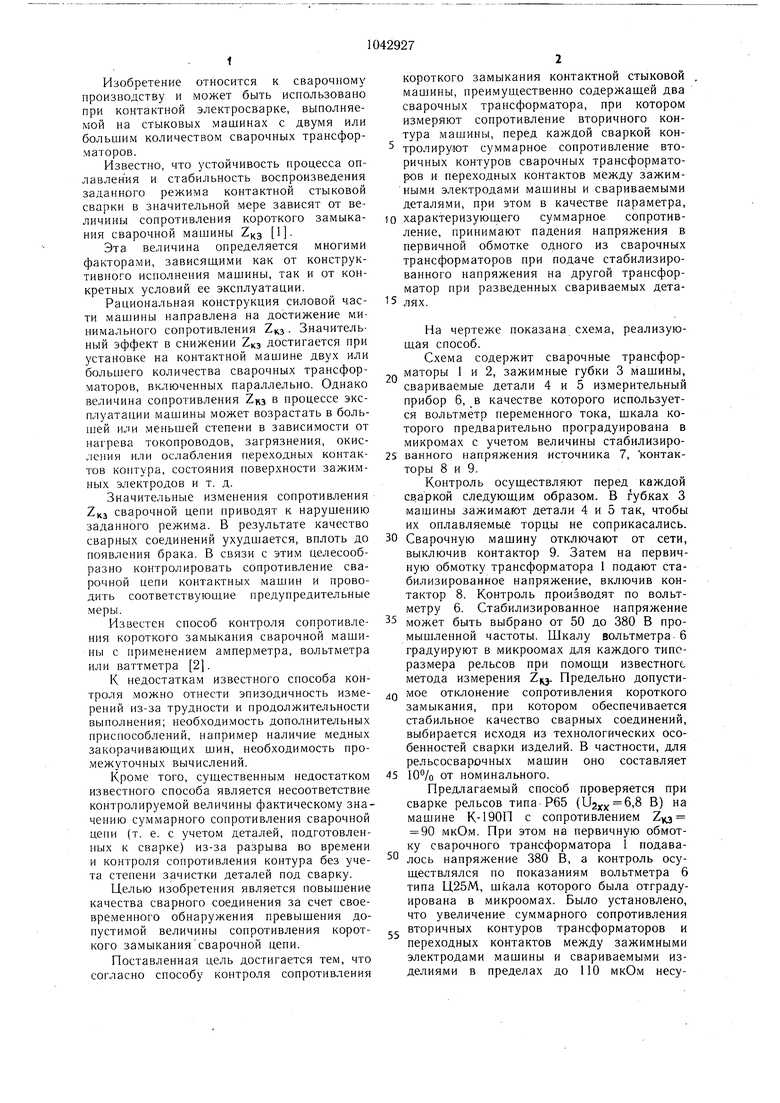
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Способ контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1985 |
|
SU1465217A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281841C1 |
| Способ контактной сварки | 1987 |
|
SU1479240A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
СПОСОБ КОНТРОЛЯ СОПРОТИВЛЕНИЯ КОРОТКОГО ЗАМБ1КАНИЯ КОНТАКТНОЙ СТЫКОВОЙ МАШИНЫ, Dn преимущественно содержащей два сварочных трансформатора, при котором измеряют сопротивление вторичного контура -машкны,отличающийся тем, что, с целью повыщения качества сварного соединения за счет своевременного обнаружения превыщения допустимой величины сопротивления короткого замыкания сварочной цепи, перед каждой сваркой контролируют суммарное сопротивление вторичных трансформаторов и переходных контактов между зажимными ; электродами мащины и свариваемыми деталями, при этом в качестве параметра, характеризующего суммарное сопротивление, принимают падения напряжения в первичной обмотке одного из сварочных трансформаторов при подаче стабилизированного напряжения на другой трансформатор при разведенных свариваемых деталях. Ucemu
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кучук-Яценко С | |||
| И., Лебедев В | |||
| К | |||
| Контактная стыковая сварка оплавлением | |||
| Киев, «Наукова думка, Ю76, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кабанов Н | |||
| С., Слепак Э | |||
| Ш | |||
| Технология стыковой контактной сварки | |||
| М., Машгиз, 1961, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
