Известны устройства, используемые для увлажнения литейных фо.рм при охлаждении отливок. Однако эти устройства не позволяют осуществлять дозирование воды, подаваемой на охлаждение отливок.
Особенность настоящего изобретения заключается в том, что, с целью ускорения охлаждения отливок и осуществления регулирования поступающей на охлаждение воды, над литейным конвейером установлена пустотелая плита, соединенная с раздаточным водяным баком и снабженная шприц-иглами.
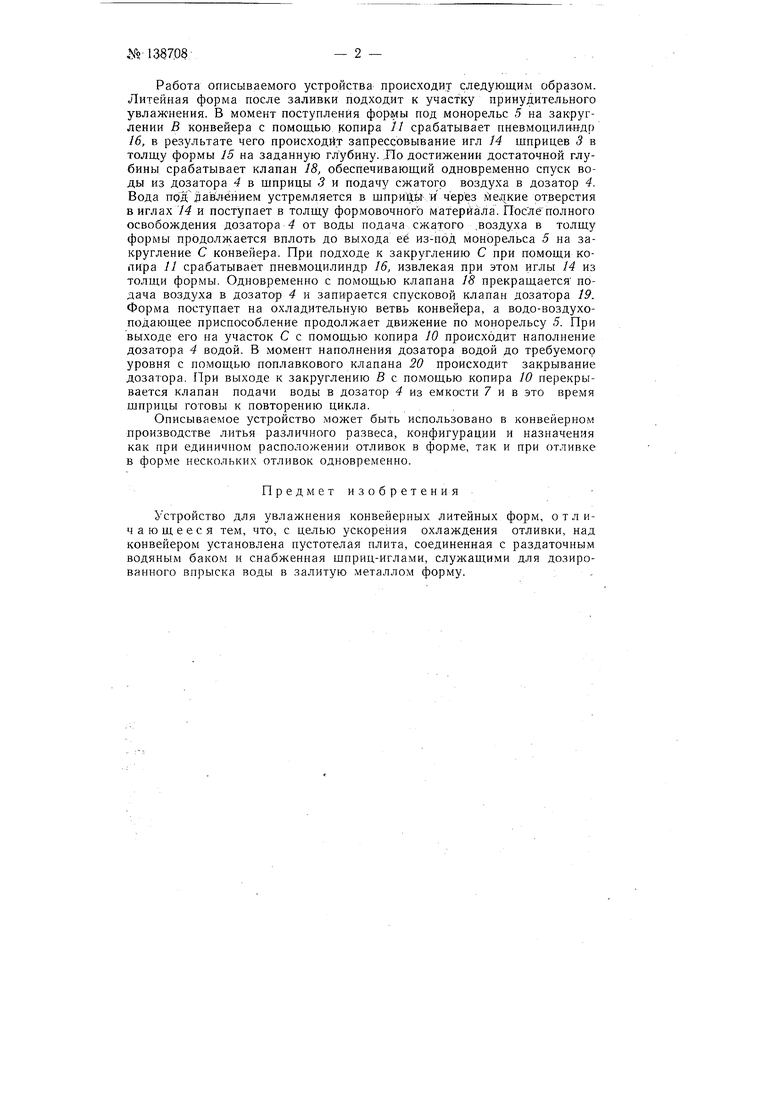
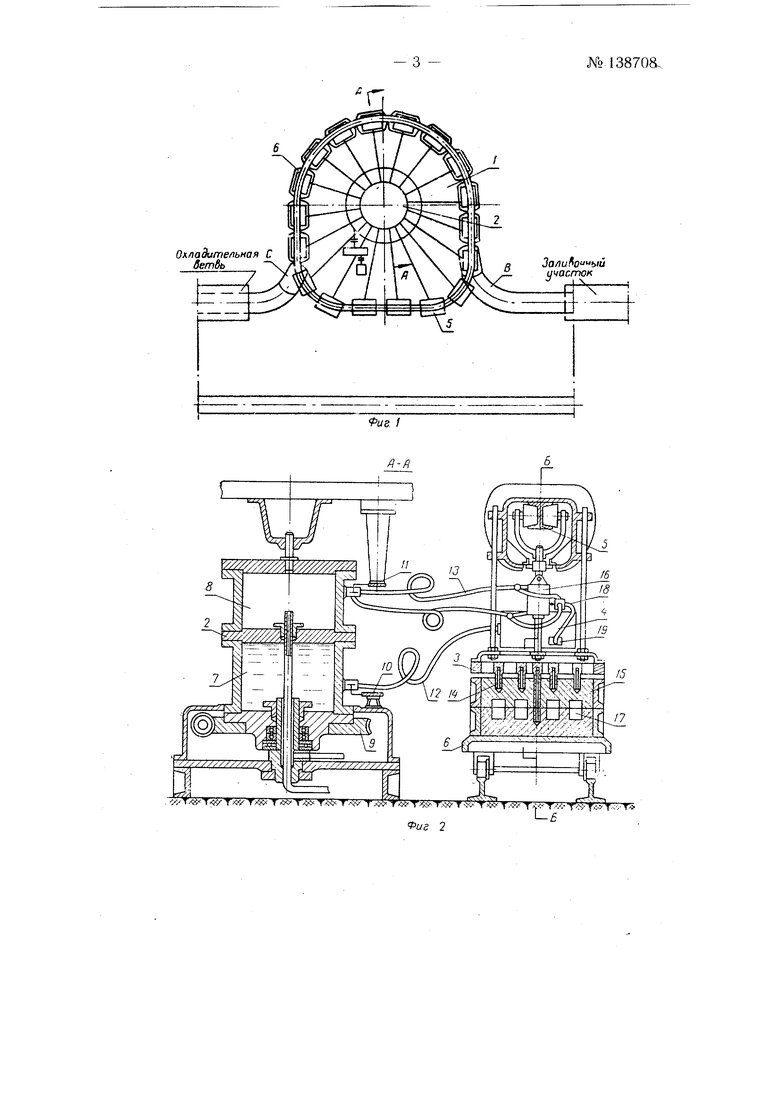
На фиг. 1 показан литейный конвейер, вид сверху; на фиг. 2-то же, вертикальный разрез по А-А; на фиг. 3 - то же, вертикальный разрез по Б-Б.
Литейный конвейер / оборудован центральным вращающимся водо-воздухоподающим приспособлением, выполненным в виде пустотелой плиты 2, через которую охлаждающая вода и сжатый воздух поступают к щприцам 3 из бака дозатора 4. Перемещающееся водо-воздухоподающее приспособление подвещено к монорельсу 5. Шаг между щприцами равен щагу между литейными формами, помещенными на тележках 6. Это приспособление оборудовано емкостью 7 для подачи воды и емкостью 8 для подачи воздуха. Охлаждающая вода и сжатый воздух по соответствующим трубопроводам и щлангам из дозатора поступают к щприцам 3. Приспособление вращается при помощи электродвигателя через редуктор 9. Раздача воды и сжатого воздуха, к дозаторам производится автоматически при движении конвейера и вращении раздаточного приспособления с помощью копиров 10 и // по шлангам 12 и 13. Впрессовка игл 14 в толщу формы 15, установленной на тележке 6, производится при помощи пневматического цилиндра 16. Длина и расположение игл 14 могут быть различны, обеспечивая необходимое охлаждение отливок 17.
,ys 1387.08;- 2 -,. .
Работа описываемого устройства происходит следующим образом. Литейная форма после заливки подходит к участку принудительного увлажнения. В момент поступления формы под монорельс 5 на закруглении В конвейера с помощью копира 11 срабатывает пневмоцилиндр 16, в результате чего происходит запрессовывание игл 14 шприцев 3 в толщу формы 15 на заданную глубину. По достижении достаточной глубины срабатывает клапан 18, обеспечивающий одновременно спуск воды из дозатора 4 в щприцы 3 и подачу сжатого воздуха в дозатор 4. Вода под Давлением устремляется в щприцьг и через ме(ткие отверстия в иглах 14 и поступает в толщу формовочного материала. ПосЛёполного освобождения дозатора 4 от воды подача сжатого ,воздуха в толщу формы продолжается вплоть до выхода её из-под монорельса 5 на закругление С конвейера. При подходе к закруглению С при помощи копира // срабатывает пневмоцилиндр J6, извлекая при этом иглы 14 из толщи формы. Одновременно с помощью клапана 18 прекращается подача воздуха в дозатор 4 и запирается спусковой клапан дозатора 19. Форма поступает на охладительную ветвь конвейера, а водо-воздухоподающее приспособление продолжает движение по монорельсу 5. При выходе его на участок С с помощью копира 10 происходит наполнение дозатора 4 водой. В момент наполнения дозатора водой до требуемого уровня с помощью поплавкового клапана 20 происходит закрывание дозатора. При выходе к закруглению В с помощью копира 10 перекрывается клапан подачи воды в дозатор 4 из емкости 7 и в это время шприцы готовы к повторению цикла.
Описываемое устройство может быть использовано в конвейерном производстве литья различного развеса, конфигурации и назначения как при единичном расположении отливок в форме, так и при отливке в форме нескольких отливок одновременно.
Предмет изобретения
Устройство для увлажнения конвейерных литейных форм, отличающееся тем, что, с целью ускорения охлаждения отливки, над конвейером установлена пустотелая плита, соединенная с раздаточным водяным баком и снабженная щприц-иглами, служащими для дозированного впрыска воды в залитую металлом форму.
OunadumefibHO С ветбь
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ принудительного увлажнения литейных форм | 1958 |
|
SU118593A1 |
| ЛИНИЯ ПРОИЗВОДСТВА КОЛБАСНЫХ ИЗДЕЛИЙ | 1971 |
|
SU304925A1 |
| Машина карусельного типа для ампулирования лекарственных растворов | 1955 |
|
SU115402A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ГАЗООБМЕНУ В ЛИТЕЙНОЙ ФОРМЕ | 1972 |
|
SU337197A1 |
| СИСТЕМА ОХЛАЖДЕНИЯ ДЛЯ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ ДЛЯ ФОРМОВАНИЯ, В ЧАСТНОСТИ, ЛИТЕЙНЫХ ФОРМ | 2013 |
|
RU2657035C2 |
| Установка для очистки изделий | 1971 |
|
SU441983A1 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Высоковакуумная индукционная плавильная печь | 1957 |
|
SU112421A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
й-й
TV/ Т: СТ.«ТдаТ- Т 4«T 1 Фиг 3
