Изобретение относится к литейному производству, а именно к литью цветных металлов и сплавов под низким давлением, и может быть использовано для литья дисков автомобильных колес в металлические формы.
Известна линия кокильного литья, включающая плавильный агрегат, заливочное устройство, многопозиционную карусельную машину, снабженную кокильными секциями с комбинированным разъемом, транспортер, приемники отливок, выполненные в виде поворотных лотков, манипулятор съема отливок с поворотных лотков, выполненный в виде поворотной консоли с горизонтально закрепленной на ее конце пластиной, и механизм передачи отливок от манипулятора на транспортер, выполненный в виде стоек, на которых установлена с возможностью вертикального перемещения приводная каретка с шарнирно закрепленной на ней корзиной и закреплены копиры, взаимодействующие с корзиной (авт. св. 1061922, МПК В 22 D 15/04, 1982 г.).
Линия предназначена для относительно мелких отливок, поэтому охлаждение их осуществляется за счет выдержки в кокилях. Изготовление крупных отливок на такой линии потребовало бы неоправданно больших габаритов линии и цикла отливки.
Ближайшим аналогом является линия для литья под низким давлением дисков автомобильных колес в металлические формы, выполненная в виде четырех объединенных общей эстакадой и размещенных попарно, симметрично относительно установленного под эстакадой транспортера, литейных установок, включающих, каждая, литьевую машину низкого давления с пресс-формой с горизонтальным разъемом и с раздаточной электропечью, манипулятор для извлечения отливки, бак охлаждения с опускаемым столом для приема отливок и устройством для погрузки отливок на транспортер, устройство перемещения отливки от манипулятора к баку охлаждения, снабженная средством для обрезки облоя. (Линия для литья дисков автомобильных колес, разработанная южнокорейской компанией SAM SUN ENGINEERING CO, 1991 г.). Манипуляторы литейных установок в каждой паре размещены и выполнены с возможностью перемещения отливок вдоль оси транспортера от центра литьевой машины к периферии эстакады. Устройства для погрузки отливок на транспортер выполнены в виде гидравлических толкателей, сталкивающих отливки с опускных столов баков охлаждения через окна в их стенках. Из-за этого баки охлаждения размещены непосредственно возле транспортера и уровень охлаждающей жидкости в них должен быть ниже уровня транспортера. В свою очередь это влечет за собой необходимость размещения баков охлаждения на некотором расстоянии от позиции разгрузки манипулятора и необходимость дополнительного устройства для перемещения отливки от манипулятора на опускной стол бака охлаждения, выполненного в виде наклонного рольганга. Для размещения отливки на опускном столе бака охлаждения литником вверх с целью последующего беспрепятственного сталкивания ее на транспортер в средней части рольганга установлен кантователь. Средство для обрезки облоя размещено после транспортера. Печи литьевых машин рассчитаны на периодическое пополнение расплавом, поэтому их загрузочные люки обращены к периферии эстакады и они имеют большой объем для обеспечения приемлемого периода работы литьевой машины между загрузками, во время которых литьевая машина простаивает. Кроме того, из-за понижения уровня расплава от отливки к отливке увеличивается объем над зеркалом расплава и, как следствие, изменяются условия и время заполнения пресс-формы.
Все это отрицательно сказывается на производительности, ритмичности работы линии и качестве отливок.
При создании изобретения - линия для литья под низким давлением - ставилась задача повышения ее компактности и улучшения условий обслуживания.
Эта задача решается за счет того, что в предлагаемой линии для литья под низким давлением, выполненной в виде четырех объединенных общей эстакадой и размещенных попарно, симметрично относительно установленного под эстакадой транспортера, литейных установок, включающих каждая литьевую машину низкого давления с пресс-формой с горизонтальным разъемом и с раздаточной электропечью, манипулятор для извлечения отливок и бак охлаждения с опускным столом для приема отливок, снабженной средствами для обрезки облоя и устройством для погрузки отливок на транспортер, в отличие от наиболее близкого аналога манипуляторы выполнены и размещены с возможностью их позиционирования над опускными столами баков охлаждения, размещенных со стороны устройства для погрузки отливок на транспортер, установленного в окне эстакады и выполненного в виде установленного на вертикальной направляющей лотка с приводом его перемещения и механизмом разгрузки, причем литейные установки размещены симметрично относительно устройства для погрузки отливок на транспортер.
Кроме того, средства для обрезки облоя размещены между баками охлаждения и устройством для погрузки отливок на транспортер. На эстакаде размещены площадки складирования слитков металла, раздаточные электропечи снабжены средствами для плавления слитков, а их загрузочные люки ориентированы в сторону площадок складирования и снабжены быстродействующими затворами.
Манипуляторы выполнены рычажно-поворотными, причем оси поворота размещены с возможностью поворота манипуляторов в сторону устройства для погрузки отливок на транспортер.
Такое размещение элементов линии минимизирует перемещения операторов при обслуживании и делает возможным групповое обслуживание четырех литейных установок одним оператором.
Выполнение устройства для погрузки отливок на транспортер в виде вертикально перемещаемого с уровня над эстакадой на уровень транспортера лотка и симметричное расположение литейных установок относительно него позволяет обойтись одним механизмом (вместо четырех), при этом уровень охлаждающей жидкости в баках охлаждения может находиться выше уровня транспортера (и даже выше уровня эстакады), т.е. баки охлаждения могут быть размещены с образованием свободного пространства под ними, которое используется для размещения вспомогательных устройств и коммуникаций, что позволяет сделать линию более компактной.
Размещение баков охлаждения литейных установок со стороны устройства для погрузки отливок на транспортер и выполнение и размещение манипуляторов с возможностью их поворота и позиционирования над опускными столами баков охлаждения позволяет организовать движение отливок без использования дополнительных механизмов для их перемещения (например, рольганга) и кантования.
Компактное размещение элементов линии позволяет разместить средства для обрезки облоя на эстакаде, давая возможность обрезку облоя осуществлять операторам литейных машин, а размещение средств между баками охлаждения и устройством для погрузки отливок на транспортер обеспечивает удобство перемещения отливок.
Размещение на эстакаде площадок складирования слитков металла, снабжение раздаточных электропечей средствами для плавления слитков при ориентации загрузочных люков в сторону площадок складирования и снабжение их быстродействующими затворами позволяет пополнять тигли печей слитками после операции прессования каждой отливки без непроизводительного простоя, используя время, необходимое для остывания пресс-формы с отливкой, поддерживая тем самым постоянный уровень расплава перед каждой отливкой, что обеспечивает удобство обслуживания и повышает производительность.
При поддержании зеркала расплава в тигле на одном уровне обеспечиваются постоянные условия заливки и, в результате, стабильные качество и время цикла изготовления отливки. Кроме того, при постоянной подпитке возможно использование печей с меньшим объемом тигля (более чем в два раза), что способствует увеличению компактности линии, снижению металлоемкости отливки и экономии электроэнергии.
Выполнение манипуляторов рычажно-поворотными и размещение осей их поворота с возможностью поворота манипуляторов в сторону устройства для погрузки отливок на транпортер обеспечивает транспортировку отливок от литьевой машины к устройству для погрузки отливок на транспортер, уменьшая необходимые перемещения оператора.
Известна установка для литья под низким давлением, содержащая литьевую машину низкого давления с пресс-формой с горизонтальным разъемом, бак охлаждения и механизм транспортировки отливок в виде крестовины с приводом возвратно-поступательного перемещения и шагового поворота. Отливки закрепляются на концах консолей крестовины посредством заливаемых в отливках стержней, установленнных на консолях. Выведение отливок из рабочего пространства литьевой машины и погружение их в бак охлаждения осуществляется за счет возвратно-поступательного перемещения крестовины, а перемещение от литьевой машины к баку - за счет поворота крестовины. Отделение отливки от механизма транспортировки осуществляется при помощи отрезного пресса и специального устройства для отделения литникового остатка (авт. св. СССР 442007, МПК В 22 D 17/00, 1972 г.).
Эта установка предназначена для литья под низким давлением относительно мелких деталей и не пригодна для литья крупных деталей типа дисков автомобильных колес.
Известна также установка для литья под низким давлением, входящая в линию для литья дисков автомобильных колес, разработанную южнокорейской компанией SAM SUN ENGINEERING, CO, 1991 г. и содержащая литьевую машину низкого давления с пресс-формой с горизонтальным разъемом, с механизмом выталкивания отливки из верхней полуформы, манипулятор для удаления отливки с горизонтально перемещающейся приемной чашей, бак охлаждения с установленной в нем подъемно-опускной кареткой с приводом, на которой установлен стол для приема отливки.
Бак охлаждения установлен на некотором расстоянии от позиции разгрузки манипулятора, для перемещения отливки от этой позиции на стол для приема отливок установлен наклонный рольганг, а для перегрузки отливки с манипулятора на рольганг приемная чаша манипулятора снабжена механизмом наклона. Эта установка является ближайшим аналогом.
Ввиду того, что отливки имеют расположенный снизу литник и он является помехой при дальнейших перемещениях отливки, в средней части рольганга установлен кантователь. При манипулировании отливкой (при перегрузке на рольганг, перемещении по нему, кантовании, перегрузке на приемный стол бака охлаждения), извлекаемой из пресс-формы в довольно пластичном состоянии, поверхность отливки повреждается.
При создании изобретения - установка для литья под низким давлением - ставилась техническая задача упрощения конструкции установки и повышения качества отливки.
Поставленная задача решается тем, что в установке для литья под низким давлением, содержащей литьевую машину низкого давления с пресс-формой с горизонтальным разъемом, с механизмом выталкивания отливки из верхней полуформы, манипулятор для удаления отливки с горизонтально перемещающейся чашей, бак охлаждения с установленной в нем подъемно-опускной кареткой с приводом, на которой установлен стол для приема отливки, в отличие от известной манипулятор выполнен с возможностью позиционирования приемной чаши над столом для приема отливки, в дне приемной чаши выполнен вырез и открытая в сторону бака прорезь, стол для приема отливки выполнен по форме выреза и установлен на каретке посредством вертикальных стоек, размещенных в пределах ширины прорези, а привод каретки выполнен с возможностью подъема стола выше уровня приемной чаши манипулятора.
Кроме того, стол для приема отливки снабжен полостями для размещения выступающих частей отливки.
Позиционирование приемной чаши манипулятора над столом для приема отливки бака охлаждения позволяет перемещать отливку на стол без использования дополнительных транспортирующих средств, что упрощает конструкцию литейной установки.
Снабжение дна приемной чаши вырезом и выполнение стола для приема отливки по форме этого выреза позволяет повысить точность размещения отливки на столе, а выполнение привода каретки с возможностью подъема стола выше уровня приемной чаши манипулятора позволяет бережно, без нежелательных механических воздействий переносить и помещать в бак охлаждения извлеченную из пресс-формы в довольно пластичном состоянии отливку, что повышает ее качество.
Открытая в сторону бака прорезь в приемной чаше манипулятора и размещенные в пределах ее ширины вертикальные стойки, при помощи которых стол для приема отливки установлен на каретке, позволяют отвести приемную чашу манипулятора при его возвратном движении из-под стола с отливкой, поднятого в верхнее положение, что уменьшает габариты установки и позволяет автоматизировать процесс перемещения отливки между операциями.
Наличие на отливке литника нарушает устойчивое положение отливки на столе, для исключения этого он может быть снабжен полостями для размещения литника, что исключает необходимость кантования отливки, а это упрощает конструкцию установки (не нужен кантователь) и повышает качество отливки.
Известно устройство для удаления отливок из рабочей зоны литьевой машины, выполненное в виде платформы для приема отливок, установленной на конце Г-образного рычага, снабженного приводом поворота (авт. св. СССР 1178536, В 22 D 15/04, 1983 г.).
В этом устройстве платформа для приема отливок движется по дуге окружности, что требует для ее прохода большого просвета между элементами станины литьевой машины.
Наиболее близким аналогом является манипулятор, которым снабжена литейная установка линии для литья под низким давлением, разработанная южнокорейской фиромой SAM SUN ENGINEERING CO, 1991 г., выполненный в виде шарнирного четырехзвенника, содержащего установленное на опоре основание, два кривошипа, установленные на основании, свободными концами связанные с шатуном, на консольной части которого установлена приемная чаша, и снабженный приводом поворота, связанным с осью ведущего кривошипа. Звенья шарнирного четырехзвенника в этом манипуляторе размещены в одной плоскости.
Такое конструктивное выполнение манипулятора позволяет выводить приемную чашу манипулятора с отливкой из рабочей зоны литьевой машины по пологой кривой, обеспечивая минимальный необходимый просвет между элементами станины литьевой машины, но ход приемной чаши ограничен взаимодействием звеньев шарнирного четырехзвенника, что не позволяет переместить отливку от литьевой машины на расстояние, необходимое для помещения ее в бак охлаждения, на транспортер, на транспортное средство или для других целей.
Техническая задача - увеличение рабочего хода манипулятора с целью обеспечения возможности перемещения отливки на значительное расстояние от литьевой машины, например к баку охлаждения, без привлечения дополнительных средств и устройств.
Эта задача решается за счет того, что в манипуляторе для перемещения отливок, выполненном в виде шарнирного четырехзвенника, содержащем установленное на опоре основание, два кривошипа, установленные на основании, свободными концами связанные с шатуном, на консольной части которого установлена приемная чаша, и снабженным приводом поворота, связанным с осью ведущего кривошипа, в отличие от известного основание выполнено поворотным относительно опоры и он снабжен средством обеспечения последовательности поворота шарнирного четырехзвенника относительно основания и основания относительно опоры.
Кроме этого, манипулятор снабжен общим приводом поворота шарнирного четырехзвенника и основания и фиксатором положения основания относительно опоры или ведущего кривошипа, причем фиксатор выполнен с возможностью обеспечения связи с опорой и, одновременно, разрыва связи с ведущим кривошипом и наоборот.
Основание манипулятора выполнено с осью поворота, совпадающей с осью ведущего кривошипа, опора в виде соосного с ним цилиндра, а фиксатор - в виде установленного на основании и подпружиненного в сторону опоры двуплечего рычага, на одном плече которого выполнен выступ, взаимодействующий с гнездом в опоре, а на другом плече паз, взаимодействующий с пальцем, закрепленным на ведущем кривошипе, причем основание снабжено упором, размещенным с возможностью взаимодействия с пальцем на уровне паза двуплечего рычага в положении выхода его выступа из гнезда опоры.
Выполнение основания манипулятора поворотным относительно опоры и снабжение его средством обеспечения последовательности поворота шарнирного четырехзвенника относительно основания и основания относительно опоры позволяет перемещение приемной чаши по пологой кривой дополнить перемещением по дуге окружности за счет поворота основания с четырехзвенником относительно неподвижной опоры.
Конструкция манипулятора упрощается при использовании одного общего привода для поворота четырехзвенника и основания, для чего манипулятор должен быть снабжен фиксатором положения основания относительно опоры или ведущего кривошипа, причем фиксатор выполнен с возможностью обеспечения связи с опорой и, одновременно, разрыва связи с ведущим кривошипом и наоборот.
Наиболее простой, с точки зрения заявителя, конструкция манипулятора будет при выполнении основания с осью поворота, совпадающей с осью ведущего кривошипа, опоры в виде соосного о ним цилиндра, а фиксатора - в виде установленного на основании и подпружиненного в сторону опоры двуплечего рычага, на одном плече которого выполнен выступ, взаимодействующий с гнездом в опоре, а на другом плече паз, взаимодействующий с пальцем, закрепленным на ведущем кривошипе, причем основание снабжено упором, размещенным с возможностью взаимодействия с пальцем на уровне паза двуплечего рычага в положении выхода его выступа из гнезда опоры.
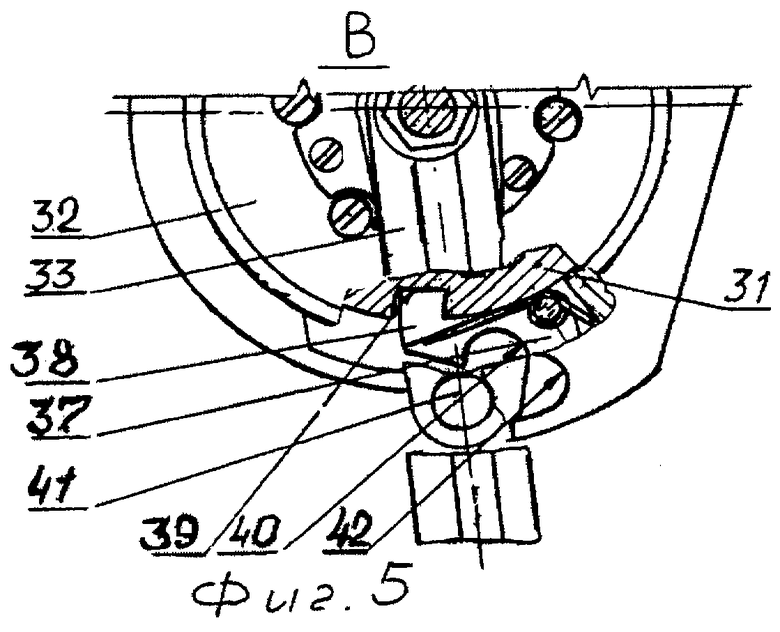
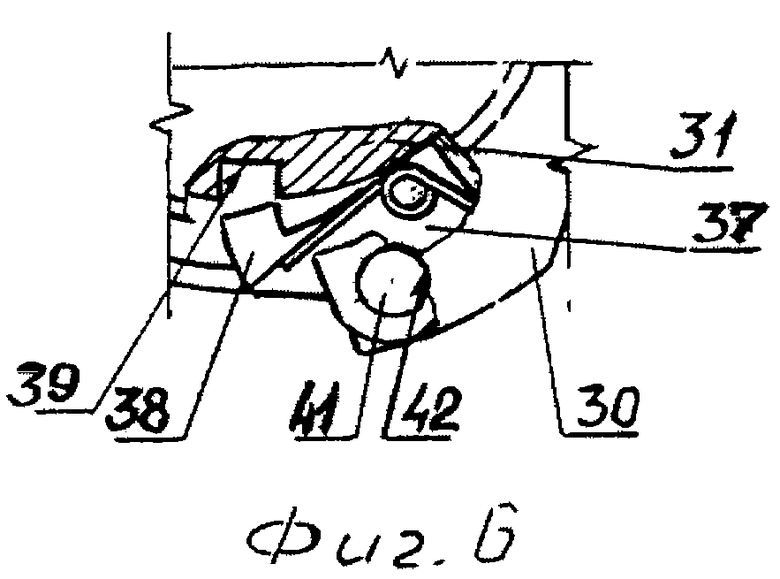
На фиг. 1 изображена линия для литья под низким давлением в плане; на фиг.2 - литейная установка, разрез по А-А на фиг.1; на фиг.3 - манипулятор в исходном положении и в момент позиционирования над столом для приема отливки бака охлаждения (пунктирными линиями); на фиг. 4 - манипулятор, вид Б на фиг 3; на фиг.5 и 6 - фиксатор положения основания относительно опоры и кривошипа, выносной элемент В на фиг.4
Линия для литья под низким давлением (см. фиг.1) выполнена в виде четырех литейных установок I, объединенных общей эстакадой 2 и размещенных попарно, симметрично относительно установленного под эстакадой транспортера 3. Каждая литейная установка включает литьевую машину 4 низкого давления с раздаточной электропечью 5 с пресс-формой с горизонтальным разъемом между пуансоном 6 и матрицей 7, манипулятор 8 для извлечения отливки, бак 9 охлаждения с опускным столом 10 для приема отливки 11. Линия снабжена средствами 12 для обрезки облоя и устройством 13 для погрузки отливок на транспортер. У каждой установки баки 9 охлаждения размещены со стороны устройства 13 для погрузки отливок на транспортер, установленного в окне 14 эстакады и выполненного в виде установленного на вертикальной направляющей 15 приемного лотка 16 с гидроприводом 17 его перемещения и механизмом 18 разгрузки. Механизм разгрузки снабжен копиром, установленным на вертикальной направляющей, который обеспечивает наклон приемного лотка 16, при подходе к транспортеру 3, на требуемый для скатывания отливки угол.
Манипулятор 8 выполнен и размещен с возможностью позиционирования над опускным столом 10 бака 9 охлаждения. Литейные установки I в линии размещены симметрично устройству 13 для погрузки отливок на транспортер.
Для обрезки облоя может быть использовано любое подходящее средство, например обрезной пресс или, в простейшем случае, рабочий стол с необходимым набором инструментов и приспособлений - стол для обрезки облоя. Средства 12 для обрезки облоя можно разместить, например, рядом с транспортером 3 или после него.
Наиболее целесообразно средства для обрезки облоя разместить между баками охлаждения и устройством для погрузки отливок на транспортер.
Для пополнения раздаточной электропечи расплавом и для поддержания постоянного уровня расплава возможно использование различных устройств, например, в ближайшем аналоге расплав получают в плавильных печах за пределами линии и привозят в ковше, возможно и применение дополнительной печи для расплава слитков металла, расположенной рядом с раздаточной электропечью и соединенной с ней системой трубопроводов с герметичными затворами.
Наиболее просто и удобно осуществлять загрузку слитков непосредственно в раздаточную электропечь периодически в перерывах между операциями прессования отливок. Для этого на эстакаде 2 размещены площадки 19 складирования слитков металла, раздаточные электропечи 5 снабжены средствами (на эскизе не показаны) для плавления слитков металла, а их загрузочные люки 20 снабжены быстродействующими затворами 21 с гидравлическим, механическим или ручным приводом. При этом обеспечивается загрузка раздаточной электропечи слитками металла без увеличения цикла изготовления отливки, используя время, необходимое для остывания пресс-формы с отливкой.
Перемещение отливок от литьевой машины 4 к баку 9 охлаждения и затем на транспортер 3 можно осуществить, например, с применением манипулятора, размещенного на установленных рядом с литейной установкой несущих конструкциях, либо, как в ближайшем аналоге, манипулятора в сочетании с дополнительными устройствами (рольганг).
Конструкция наиболее проста и компактна при выполнении манипуляторов 8 рычажно-поворотными с размещением их осей с возможностью поворота в сторону устройства 13 погрузки отливок на транспортер. Таким образом, обеспечивается перемещение отливок от всех четырех литьевых машин в зону погрузки их на транспортер одним устройством.
Баки охлаждения представляют собой емкости с проточной водой, установленные и закрепленные на фундаменте на стойках-опорах 22. Внутри баков по вертикальным направляющим 23 перемещается подъемно-опускная каретка 24, снабженная гидроприводом 25 (см. фиг.3), на которой на вертикальных стойках 26 установлен стол 10 для приема отливок. Манипулятор 8 выполнен с возможностью позиционирования приемной чаши 27 над столом 10 для приема отливок. В дне приемной чаши выполнен вырез 28 и открытая в сторону бака 9 охлаждения прорезь 29, а стол 10 выполнен по форме выреза 28. Вертикальные стойки 26 размещены в пределах ширины прорези 29, а привод подъемно-опускной каретки 24 выполнен с возможностью подъема стола для охлаждения отливок выше приемной чаши 27.
Для ориентирования отливок литником вверх можно применять кантователь, как в ближайшем аналоге.
В предлагаемом изобретении стол 10 для приема отливок снабжен полостями 30 для размещения выступающих частей отливки, например литника, что исключает необходимость кантования отливки.
Манипулятор 8 выполнен в виде шарнирного четырехзвенника, содержащего установленное на опоре 31 основание 32, два кривошипа - ведущий 33 и ведомый 34, установленные на основании и свободными концами связанные с шатуном 35, на консольной части которого установлена приемная чаша 27. Манипулятор снабжен приводом поворота 36, связанным с осью ведущего кривошипа, и снабжен средством обеспечения последовательности поворота шарнирного четырехзвенника относительно основания и основания вместе с шарнирным четырехзвенником относительно опоры (см. фиг.4, 5).
Средство обеспечения последовательности поворота шарнирного четырехзвенника относительно основания и основания вместе с ним относительно опоры можно выполнить, например, с двумя приводами, выполняющими каждый свой поворот с обеспечением последовательности включения приводов от системы управления.
В предлагаемой конструкции манипулятор 8 снабжен общим приводом 36 для поворота шарнирного четырехзвенника и основания 32 и фиксатором положения основания относительно опоры 31 или ведущего кривошипа 33, причем фиксатор выполнен с возможностью обеспечения связи с опорой и, одновременно, разрыва связи с ведущим кривошипом и наоборот. Для этого может быть использован любой подходящий известный механизм.
Наиболее простой, с точки зрения заявителя, конструкция манипулятора будет, если основание 32 выполнено с осью поворота, совпадающей с осью ведущего кривошипа 33, опора 31 выполнена в виде соосного с ними цилиндра, а фиксатор - в виде установленного на основании 32 и подпружиненного в сторону опоры 31 двуплечего рычага 37, на одном плече которого выполнен выступ 38, взаимодействующий с гнездом 39 в опоре, а на другом плече паз 40, взаимодействующий с пальцем 41, закрепленном на ведущем кривошипе 33, основание снабжено упором 42 (см. фиг.5, 6). Упор 42 установлен таким образом, что взаимодействует с пальцем 41 на уровне паза 40 в положении выхода выступа 38 из гнезда 39 опоры 31.
Линия работает следующим образом.
Перед началом процесса раздаточные электропечи 5 заполнены расплавом металла до требуемого уровня, быстродействующие затворы 21 загрузочных люков 20 литьевых машин 4 открыты, в лотке загрузочного люка находится слиток металла для предварительного прогрева (на эскизе не показано). Пуансон 6 каждой литейной установки 1 поднят в крайнее верхнее положение. Манипуляторы 8 находятся в исходном положении, опускные столы 10 баков 9 охлаждения находятся в нижнем положении, а приемный лоток 16 устройства 13 для погрузки отливок на транспортер поднят в верхнее положение. Транспортер 3 запущен. Основание 32 манипулятора зафиксировано относительно опоры 31, выступ 38 рычага 37 находится в пазу 39 опоры 31.
Литейные установки последовательно запускаются после нажатия литейщиком кнопки "старт цикла" на пульте управления (на эскизе не показан). Быстродействующий затвор 21 закрывает загрузочный люк 20, пуансон 6 опускается в нижнее положение и смыкается с матрицей 7, в раздаточную электропечь 5 подается избыточное давление воздуха, часть расплавленного металла выдавливается в пресс-форму, через определенное время, необходимое для ее заполнения и формирования отливки, избыточное давление стравливается. Срабатывает затвор 21 и открывается загрузочный люк 20, предварительно подогретый слиток металла, находящийся на лотке загрузочного люка, подается в раздаточную электропечь, а на его место литейщик кладет слиток металла с площадки складирования 19. Периодичность загрузки определяется массой отливки по техпроцессу.
Пуансон 6 с отливкой 11 поднимается вверх выше приемной чаши 27 манипулятора 8 и останавливается. Включается привод 36 манипулятора 8, поворачивая его ведущий кривошип 33 совместно с ведомым кривошипом 34 и шатуном 35 на неподвижном основании 32 в раскрытую пресс-форму литьевой машины 4 до тех пор, пока приемная чаша 27 не окажется под отливкой 11. Отливка 11 сталкивается с пуансона в приемную чащу 27, и пуансон 6 поднимается в крайнее верхнее положение. Привод 36 включается в обратную сторону, и приемная чаша 27 с отливкой 11 выходит из-под пуансона и по пологой кривой перемещается в сторону бака 9 охлаждения. Проходя через исходное положение манипулятора ведущий кривошип 33 своим пальцем 41 заходит в паз 40 двуплечего рычага 37 и, преодолевая сопротивление пружин, поворачивает его вокруг своей оси и доходит до упора 42 на основании 32, одновременно выступ 38 полностью выходит из паза 39. Основание 32 расфиксируется относительно опоры 31. Ведущий кривошип 33 взаимодействует с основанием 32, поворачивая его вокруг своей оси. Приемная чаша 27 манипулятора 8 с отливкой 11 по радиусной кривой перемещается до бака 9 охлаждения и позиционируется над центром опускного стола 10. Включается гидропривод 25, поднимая подъемно-опускную каретку 24 по вертикальным направляющим 23, при этом опускной стол 10 проходит через вырез 28 в дне приемной чаши 27, подхватывает отливку 11, при этом литник отливки располагается в полости 30, поднимает ее над приемной чашей 27 и в этом положении останавливается. Включается привод 36, поворачивая в обратную сторону ведущий кривошип 33, который в свою очередь воздействует пальцем 41 через паз 40 на рычаг 37, поворачивая основание 32 в сторону литьевой машины 4 и выводит приемную чашу 27 манипулятора из-под опускного стола 10 с отливкой 11, при этом вертикальные стойки 26 проходят в прорезь 29. По достижении исходного положения манипулятора 8 привод 36 выключается, при этом выступ 38 доходит до паза 39 и под действием пружин заходит в него, зафиксировав основание 32 относительно опоры 31. Включается гидропривод 25, подъемно-опускная каретка с опускным столом 10 и размещенной на нем отливкой 11 опускается в нижнее положение, погружая отливку в воду, и останавливается. После охлаждения отливки, время которого определяется техпроцессом, гидропривод 25 включается и подъемно-опускная каретка со столом поднимает отливку на уровень эстакады. Литейщик вручную перекладывает отливку на средство 12 для обрезки облоя, производит удаление облоя и также вручную перекладывает отливку на приемный лоток 16 устройства 13 для погрузки отливок на транспортер. Включается гидропривод 17, который по вертикальной направляющей 15 опускает приемный лоток 16 с отливкой 11 через окно 14 в эстакаде 2 до копира 18, лоток наклоняется, отливка сталкивается на транспортер 3 и перемещается им за пределы эстакады 2, а приемный лоток 16 возвращается гидроприводом 17 в исходное положение и готов принять отливку от следующей литейной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под давлением | 1979 |
|
SU846084A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ТОРМОЗНЫХ БАРАБАНОВ | 1990 |
|
RU2009009C1 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1992 |
|
RU2033892C1 |
| Многопозиционная установка для литья под низким давлением | 1986 |
|
SU1371768A1 |
| Машина литья под низким давлением | 1985 |
|
SU1324757A1 |
| Устройство для литья под низким давлением | 1983 |
|
SU1107959A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| Машина для литья под низким давлением | 1983 |
|
SU1135546A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |



Изобретение может быть использовано для литья дисков автомобильных колес в металлические формы. Линия выполнена в виде четырех литейных установок, объединенных общей эстакадой. Установки размещены попарно симметрично относительно транспортера, установленного под эстакадой. Каждая установка включает машину для литья под низким давлением, раздаточную печь, манипулятор для извлечения отливки и бак охлаждения с опускным столом для приема отливки. Манипулятор выполнен в виде четырехзвенника и размещен с возможностью позиционирования его приемной чаши над опускными столами баков охлаждения, размещенных со стороны устройства для погрузки отливок на транспортер. Манипулятор имеет возможность последовательного поворота шарнирного четырехзвенника относительно основания и основания относительно опоры. Обеспечивается компактность линии, улучшение ее обслуживания, повышение производительности. 3 с. и 6 з.п. ф-лы, 6 ил.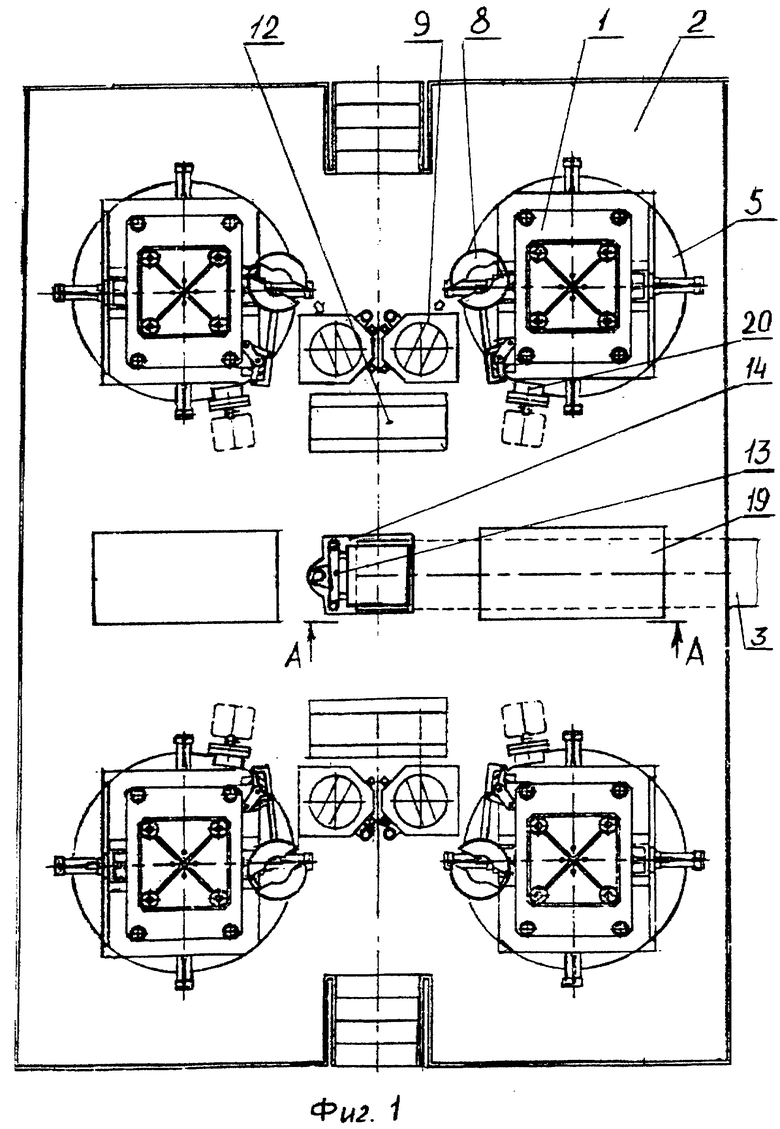
| Линия для литья дисков автомобильных колес | |||
| SAM SUN ENGINEERING CO | |||
| Общество с ограниченной ответственностью "К и К" | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Устройство для литья под низким давлением | 1975 |
|
SU549249A1 |
| US 6059011 A, 09.05.2000 | |||
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| Устройство для удаления отливок из рабочей зоны литейной машины | 1983 |
|
SU1178536A1 |
| Манипулятор для удаления отливок из машин литья под низким давлением | 1984 |
|
SU1243896A1 |

