2.Линия по n.lj о тлич ающ а я с я тем, что устройство извлечения и установки кокилей в центрифуги снабжено механизмом предварительного подрыва и ориентации кокилей, расположенным с внутренней стороны первого кольцевого конвейера и манипулятором, установленным с внутренней стороны второго кольцевого конвейера. 3.Линия по пп.1 и2, отличающаяся тем, что устройство стабилизации температуры кокилей снабжено силовым цилиндром, соплами 10 0 подачи воздушно-водяной смеси, профильными роликами с расположенными внутри них штангами, причем один конец каждой штанги связан с силовым цилиндром, а другой - с соплами подачи воздушно-водяной смеси. 4. Линия по п.2, отли- , чающаяся тем, что манипулятор снабжен направляющими, подвижной кареткой с силовым цилиндром и жестко укрепленной на подвижной каретке штангой с зажимными губками и приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1993 |
|
RU2063301C1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1981 |
|
SU984655A1 |
| Машина для переработки термопластичных материалов | 1983 |
|
SU1132455A1 |
| Установка для производства камнелитых изделий | 1985 |
|
SU1310211A1 |
| Кокиледержатель центробежной машины | 1990 |
|
SU1720789A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Двухпозиционная кокильная машина | 1985 |
|
SU1411096A1 |
| Кокильная секция | 1981 |
|
SU1036443A1 |
1. РОТОРНАЯ ЛИНИЯ ДЛИ ЦЕНТ РОБЕЖНОГО ЛИТЬЯ ГИЛЬЗ преимуществен но с фигурной наружной поверхностью . . 3 содержащая кольцевой конвейер с поворотным столом, привод вращения и механизм фиксации, размещенные на столе спаренные центрифуги с разъемными кокилями, устройства раскрытия кокилей, извлечения и установки кокилей в центрифуги, нанесения жидкого покрытия на внутренние поверхности кокилей, ввода порошкового модификатора, обдува, очистки, стабилизации температуры кокилей и систему дозиро-, вания и заливки жидкого металла, отличающаяся тем, что, с целью механизации процессов подготовки разъемных кокилей и повьшения производительности, линия дополнительно снабжена кольцевым конве;йером с поворотным столом, на котором расположены устройства раскрытия кокилей, обдува, очистки и стабилизации температуры кокилей.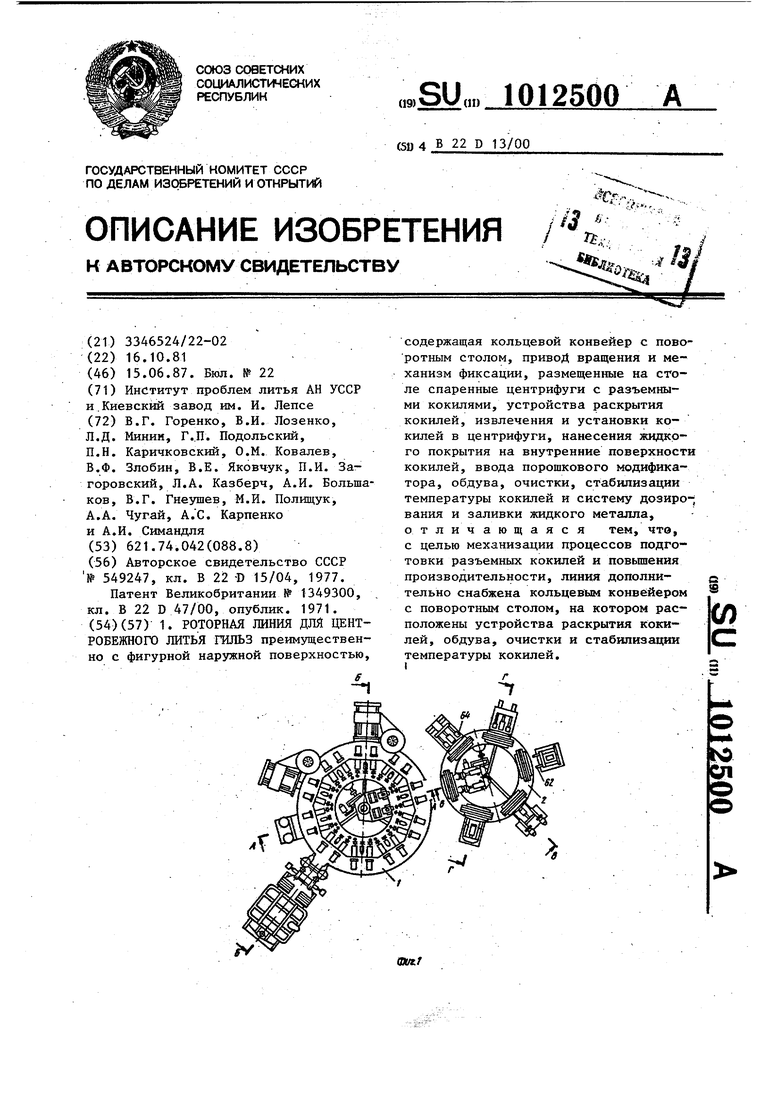
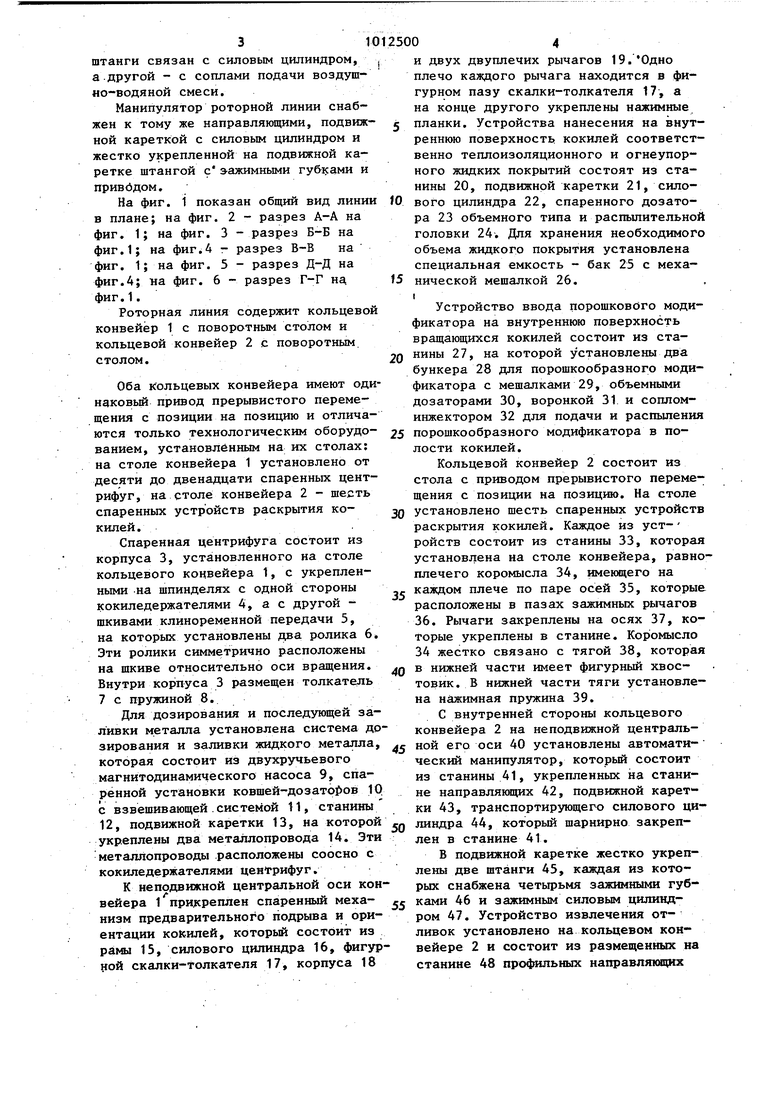
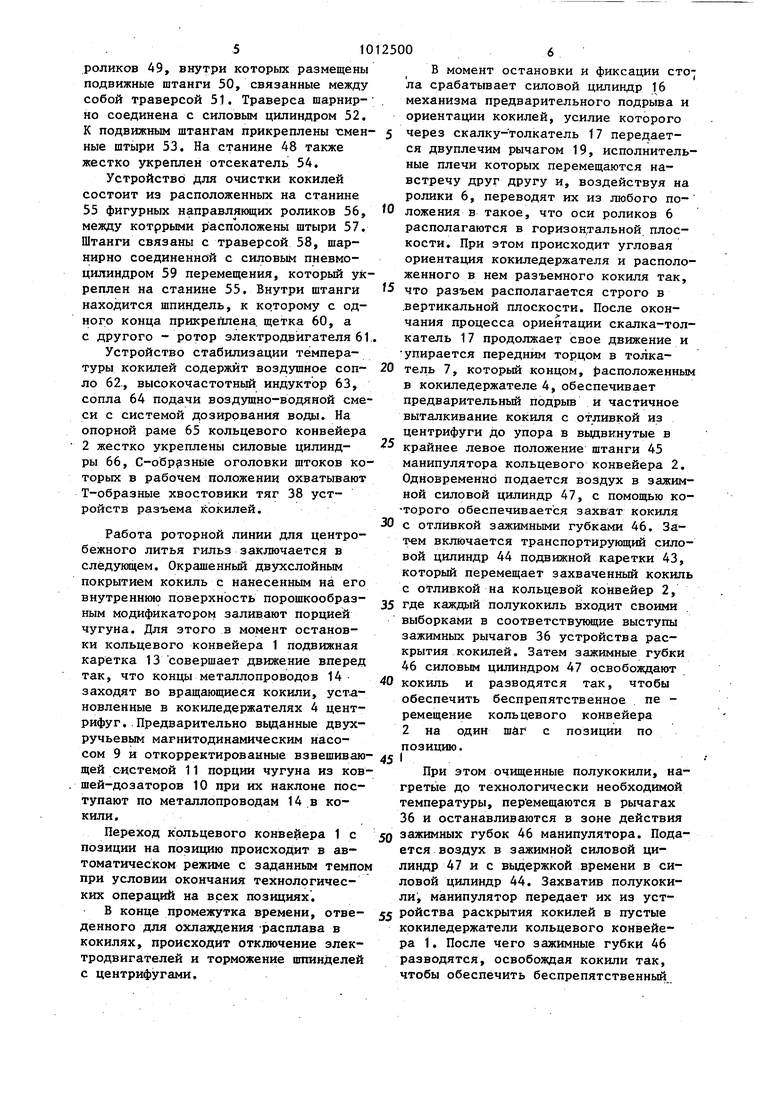
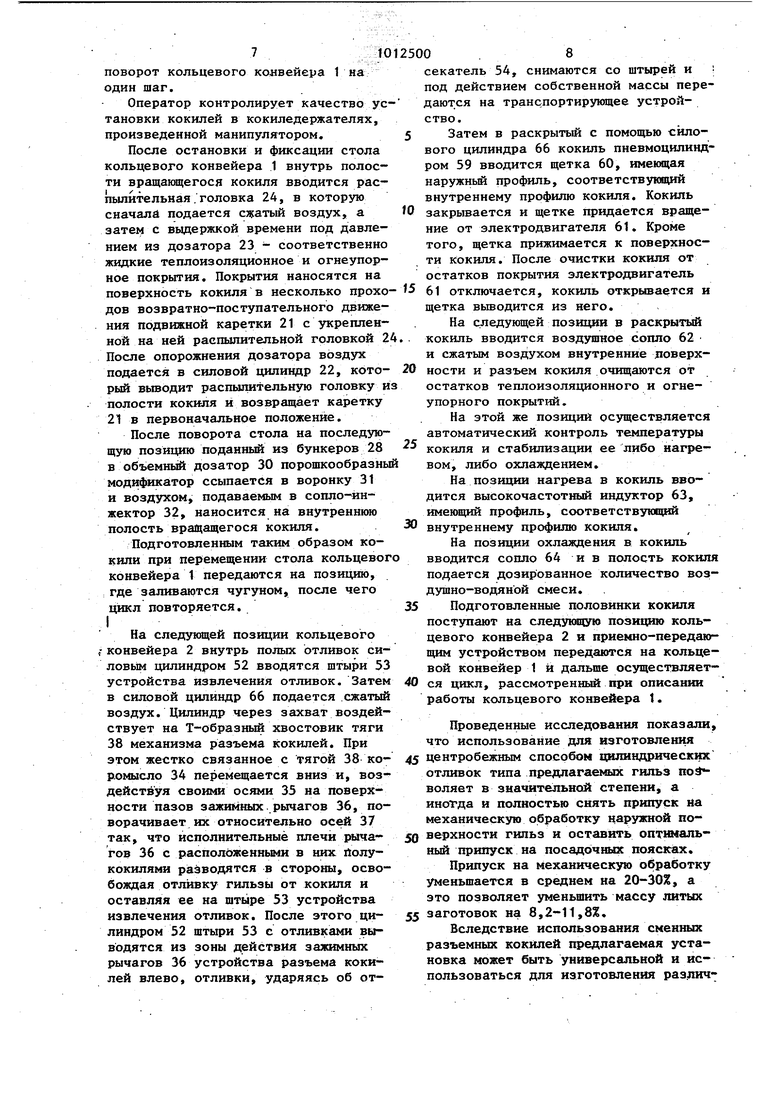
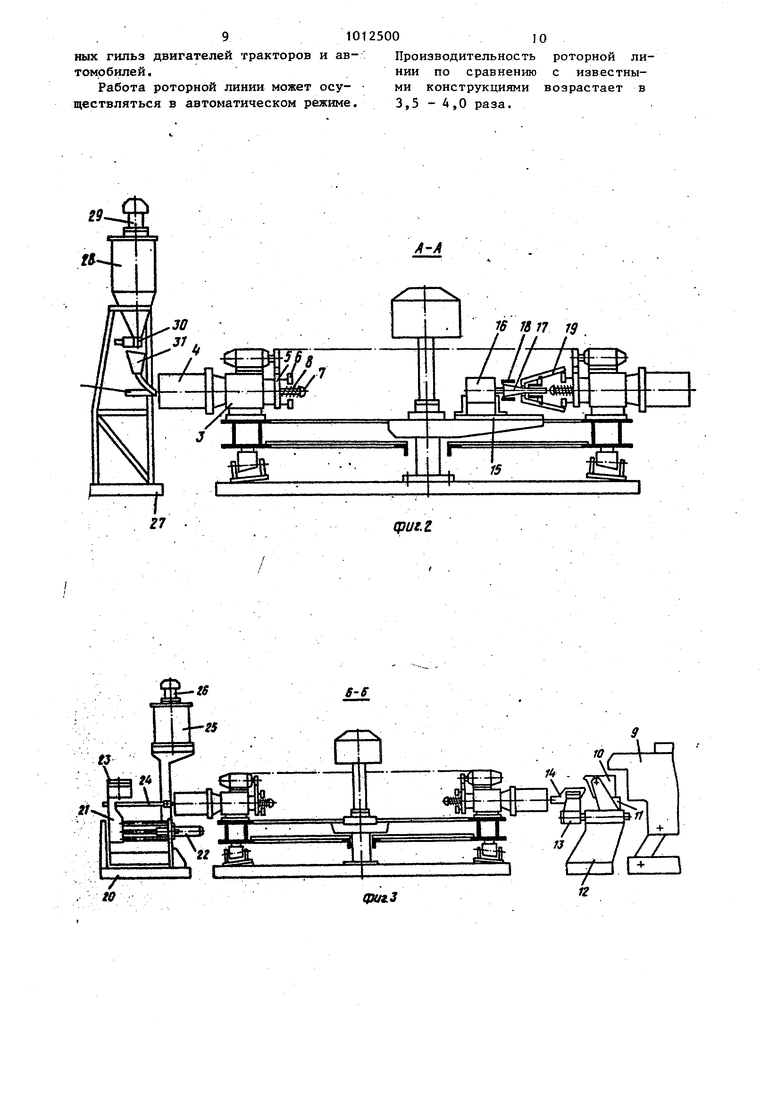
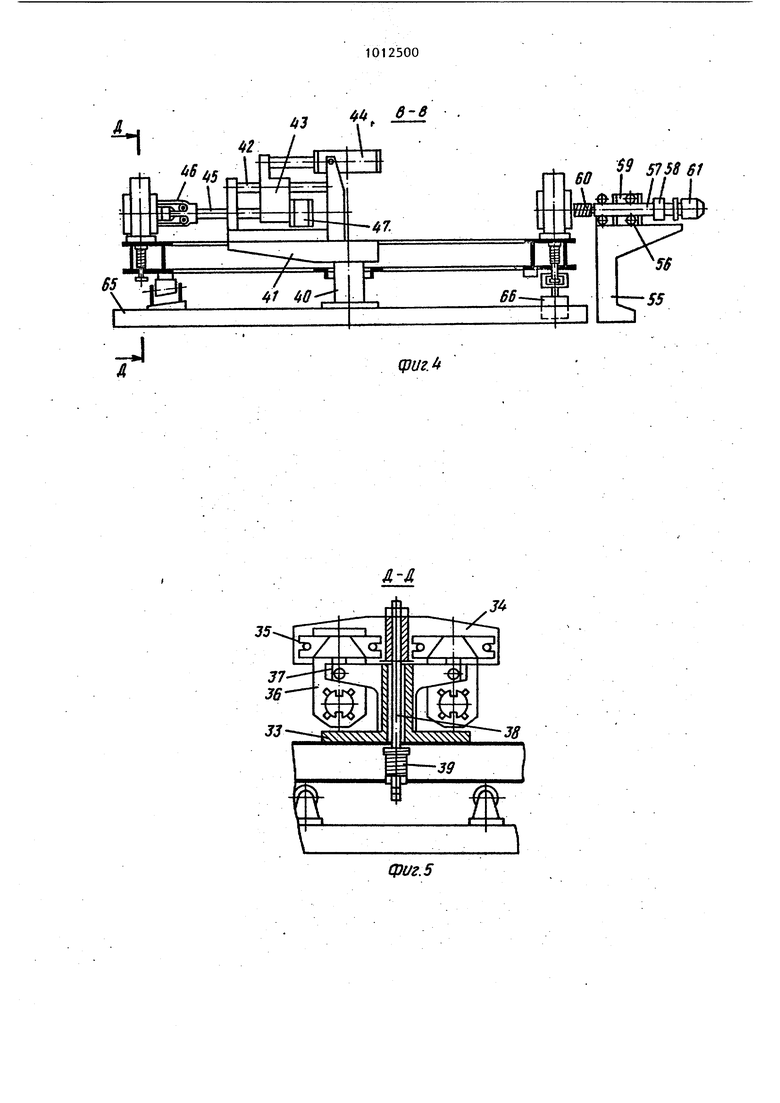
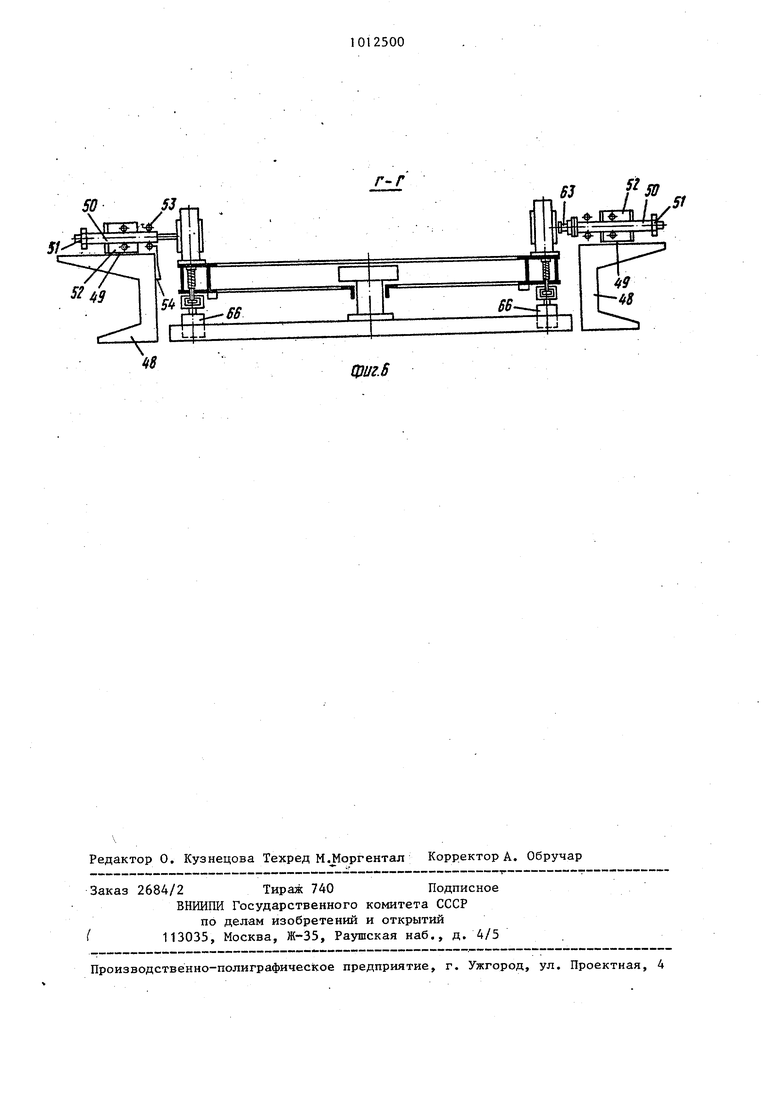
Изобретение относится к литейному производству, в частности к конструкциям роторных установок для центробеж ного литья гильз в разъемный кокиль с теплоизоляционным покрытием. . Известна роторная карусельная кокильная машина, состоящая из двух концентрично расположенных кольцевых платформ с толкателем, обеспечивающим сталкивание кокильных секций с плат- .формы на платформу. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является роторйая линия для центробежного литья гильз преймущественно с фигурной наружной поверхностью, содержащая кольцевой конвейер с поворотным столом, привод вращения и механизм фиксации, размещенные на столе спаренные центрифуги с разъемными кокилями, устройства раскрытия кокилей, извлечения и установки кокилей в центрифуги, нанесения жидкого покрытия на внутренние поверх ности кокилей, вводд порошкового модификатора, обдува, очистки, стабилизации температуры кокилей и систему дозирования и заливки жидкого металла Однако установка, взатая в качестве прототипа, занимает много места, имеет сложную конструкцию, требует большое количество оснастки, процессы обдувки и очистки кокилей не механизированы, а производительность установки сравнительно низкая. Целью изобретения является механизация процессов подготовки разъемных кокилей и повышение производительности. Поставленная цель достигается тем, что роторная линия для центробежного литья гильз преимущественно с фигурной наружной поверхностью, содержащая кольцевой конвейер с поворотным столом, привод вращения и механизм фиксации, размещенные на столе спаренные центрифуги с разъемными кокилями, устройства раскрытия кокилей, извлечения и установки кокилей в центрифуги, нанесения жидкого покрытия на внутренние поверхности кокилей, ввода порошкового модификатора, обдува, очистки и стабилизации температуры кокилей и систему дозирования и заливки жидкого металла, дополнительно снабжена вторым кольцевым конвейером с поворотным столом, на котором расположены устройства раскрытия кокилей, обдува, очистки и стабилизации температуры кокилей. Кроме того, устройство извлечения и установки кокилей в центрифуги снабжено механизмом предварительного подрыва и ориентации кокилей, расположенным с внутренней стороны первого кольцевого конвейера, и манипулятором, установленным с внутренней стороны второго кольцевого конвейера. Помимо этого, устройство стабилизации температуры кокилей снабжено силовым цилиндром, соплами подачи воздушно-водяной смеси, профильными роликами с расположенными внутри них штангами, причем один конец каждой штанги связан с силовым цилиндром, а другой - с соплами подачи воздушно-водяной смеси. Манипулятор роторной линии снабжен к тому же направляющими, подвижной кареткой с силовым цилиндром и жестко укрепленной на подвижной каретке штангой с эажимными гу&ками и приводом. На фиг. 1 показан общий вид линии в плане; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Д-Д на фиг.4; на фиг. 6 - разрез Г-Г на, фиг.1. Роторная линия содержит кольцевой конвейер 1 с поворотным столом и кольцевой конвейер 2 с поворотным столом. Оба кольцевых конвейера имеют оди наковьй привод прерывистого перемещения с позиции на позицию и отличаются только технологическим оборудованием, установленным на их столах: на столе конвейера 1 установлено от десяти до двенадцати спаренных центрифуг, на столе конвейера 2 - шесть спаренных устройств раскрытия кокилей .. Спаренная центрифуга состоит из корпуса 3, установленного на столе кольцевого конвейера 1, с укрепленными .на шпинделях с одной стороны кокиледержателями 4, а с другой шкивами клиноременной передачи 5, на которых установлены два ролика 6 Эти ролики симметрично расположены на шкиве относительно оси вращения. Внутри корпуса 3 размещен толкатель 7 с пружиной 8. Для дозирования и последующей заливки металла установлена система до зирования и заливки жидкого металла которая состоит из двухручьевого магнитодинамического насоса 9, спаренной установки ковшей-до3aTof OB 10 с взвешивающей.системой 11, станины 12, подвижной каретки 13, на которой укреплены два металлопровода 14. Эти металлопроводы .расположены соосно с кокиледержателями центрифуг, К неподвижной центральной оси кон вейера 1 прикреплен спаренный механизм предварительного подрыва и ориентации кокилей, который состоит из рамы 15, силового цилиндра 16, фигур ной скалки-толкателя 17, корпуса 18 и двух двуплечих рычагов 19.Одно плечо каждого рычага находится в фигурном пазу скалки-толкателя 17, а на конце другого укреплены нажимные планки. Устройства нанесения на внутреннюю поверхность кокилей соответственно теплоизоляционного и огнеупорного жидких покрытий состоят из станины 20, подвижной каретки 21, силового цилиндра 22, спаренного дозатора 23 объемного типа и распылительной головки 24, Для хранения необходимого объема жидкого покрытия установлена специальная емкость - бак 25 с механической мешалкой 26. Устройство ввода порошкового модификатора на внутреннюю поверхность вращающихся кокилей состоит из станины 27, на которой установлены два бункера 28 для порошкообразного модификатора с мешалками 29, объемными дозаторами 30, воронкой 31 и сопломинжектором 32 для подачи и распыления порошкообразного модификатора в полости кокилей. Кольцевой конвейер 2 состоит из стола с приводом прерывистого перемещения с позиции на позицию. На столе установлено шесть спаренных устройств раскрытия кокилей. Каждое из устройств состоит из станины 33, которая установлена на столе конвейера, равноплечего коромысла 34, имеющего на каждом плече по паре осей 35, которые расположены в пазах зажимных рычагов 36. Рычаги закреплены на осях 37, которые укреплены в станине. Коромысло 34 жестко связано с тягой 38, которая в нижней части имеет фигурный хвостовик. В нижней части тяги установлена нажимная пружина 39, С внутренней стороны кольцевого конвейера 2 на неподвижной центральной его оси 40 установлены автоматический манипулятор, который состоит из станины 41, укрепленных на станине направляющих 42, подвижной каретки 43, транспортирующего силового цилиндра 44, который шарнирно закреплен в станине 41, В подвижной каретке жестко укреплены две штанги 45, каждая из которых снабжена четырьмя зажимными губками 46 и зажимным силовым цилиндром 47, Устройство извлечения отливок установлено на кольцевом конвейере 2 и состоит из размещенных на станине 48 профильных направляющих роликов 49, внутри которых размещены подвижные штанги 50, связанные между собой траверсой 51. Траверса шарнирно соединена с силовым цилиндром 52. К подвижным штангам прикреплены гмен ные штыри 53. На станине 48 также жестко укреплен отсекатель 54. Устройство для очистки кокилей состоит из расположенных на станине 55 фигурных направляющих роликов 56, между котррыми расположены штыри 57. Штанги связаны с траверсой 58, шарнирно соединенной с силовым пневмоцилиндром 59 перемещения, который ук реплен на станине 55, Внутри штанги находится шпиндель, к которому с одного конца прикреплена, щетка 60, а с другого - ротор электродвигателя 61 Устройство стабилизации температуры кокилей содержит воздушное сопло 62, высокочастотный индуктор 63, сопла 64 подачи воздушно-водяной сме си с системой дозирования воды. На опорной раме 65 кольцевого конвейера 2 жестко укреплены силовые цилиндры 66, С-обрэзные оголовки штоков ко торых в рабочем положении охватывают Т-образные хвостовики тяг 38 устройств разъема кокилей. Работа роторной линии для центробежного литья гильз заключается в слёдунлцем. Окрашенный двухслойным покрытием кокиль с нанесенным на его внутреннюю поверхность порошкообразным модификатором заливают порцией чугуна. Для этого в момент остановки кольцевого конвейера 1 подвижная каретка 13 совершает движение вперед так, что концы металлопроводов 14 заходят во вращающиеся кокили, установленные в кокиледержателях 4 центрифуг. Предварительно вьщанные двухручьевым магнитодинамическим насосом 9 и откорректированные взвешиваю щей системой 11 порции чугуна из ков
щей-дозаторов 10 при их наклоне пос тупают по метаплопроводам 14 в кокили.
Переход кольцевого конвейера 1 с позиции на позицию происходит в автоматическом режиме с заданным темпом при условии окончания технологических операций на врех позициях.
В конце промежутка времени, отве-55 Ройства раскрытия кокилей в пустые
денного для охлаждения -расплава вкокиледержатели кольцевого конвейекокилях, происходит отключение элек-ра 1. После чего зажимные губки 46
тродвигателей и торможение шпинделейразводятся, освобождая кокили так,
с центрифугами,чтобы обеспечить беспрепятственный
гретые до технологически необходимой температуры, перемещаются в рычагах 36 и останавливаются в зоне действия 50 зажимных губок 46 манипулятора. Подается воздух в зажимной силовой цилиндр 47 и с выдержкой времени в силовой цилиндр 44. Захватив полукокили, манипулятор передает их из устВ момент остановки и фиксации стола срабатывает силовой цилиндр 16 механизма предварительного подрыва и ориентации кокилей, усилие которого через скалку-толкатель 17 передается двуплечим рычагом 19, исполнительные плечи которых перемещаются навстречу друг другу и, воздействуя на ролики 6, переводят их из любого положения в такое, что оси роликов 6 располагаются в горизон,тальной плоскости. При этом происходит угловая ориентация кокиледержателя и расположенного в нем разъемного кокиля так, что разъем располагается строго в .вертикальной плоскости. После окончания процесса ориентации скалка-толкатель 17 продолжает свое движение и упирается передним торцом в толкатель 7, который концом, расположенным в кокиледержателе 4, обеспечивает предварительный подрыв и частичное выталкивание кокиля с отливкой из центрифуги до упора в выдвинутые в крайнее левое положение штанги 45 манипулятора кольцевого конвейера 2. Одновременно подается воздух в зажимной силовой цилиндр 47, с помощью которого обеспечивается захват кокиля с отливкой зажимными губками 46. включается транспортирующий силовой цилиндр 44 подвижной каретки 43, который перемещает захваченный кокиль с отливкой на кольцевой конвейер 2, где каждый полукокиль входит своими выборками в соответствующие выступы зажимных рычагов 36 устройства раскрытия кокилей. Затем зажимные губки 46 силовым цилиндром 47 освобождают кокиль и разводятся так, чтобы обеспечить беспрепятственное пе ремещение кольцевого конвейера 2 на один шаг с позиции по позицию. I При этом очищенные полукокили, наповорот кольцевого конвейера 1 на один шаг. Оператор контролирует качество ус тановки кокилей в кокиледержаталях, произведенной манипулятором. После остановки и фиксации стола кольцевого конвейера 1 внутрь полости вращающегося кокиля вводится распылительная .головка 24, в которую сначала подается сжатый воздух, а затем с вьщержкой времени под давлением из дозатора 23 - соответственно жидкие теплоизоляционное и огнеупорное покрытия. Покрытия наносятся на поверхность кокиля в несколько прохо дов возвратно-поступательного движения подвижной каретки 21 с укрепленной на ней распылительной головкой 2 После опорожнения дозатора воздух подается в силовой цилиндр 22, который вьгаодит распылительную головку и полости кокиля и возвращает каретку 21 в первоначальное положение. После поворота стола на последзпощую позицию поданный из бункеров 28 в объемный дозатор 30 порошкообразны модификатор ссыпается в воронку 31 и воздухом, подаваемым в сопло-инжектор 32, наносится на внутреннюю полость вращащегося кокиля. Подготовленным таким образом кокили при перемещении стола кольцевог конвейера 1 передаются на позицию, где заливаются чугуном, после чего цикл повторяется. На следующей позиции кольцевого конвейера 2 внутрь полых отливок силовым цилиндром 52 вводятся штыри 53 устройства извлечения отливок. Затем в силовой цилиндр 66 подается сжатый воздух. Цилиндр через захват воздействует на Т-образный хвостовик тяги 38 механизма разъема кокилей. При этом жестко связанное с тягой 38 коромысло 34 перемещается вниз и, воздействуя своими осями 35 на поверхности пазов зажимных .рычагов 36, поворачивает их относительно осей 37 так, что исполнительные плечи рычагов 36 с располЪженными в них йолукокилями разводятся в стороны, освобождая отливку гильзы от кокиля и оставляя ее на штыре 53 устройства извлечения отливок. После этого цилиндром 52 штыри 53 с отливками выводятся из зоны действия зажимных рычагов 36 устройства разъема кокилей влево, отливки, ударяясь об от100 секатель 54, снимаются со штырей и под действием собственной массы передаются на транспортирующее устройство. Затем в раскрытый с помощью силового цилиндра 66 кокиль пневмоцилиндром 59 вводится щетка 60, имеющая наружньй профиль, соответствующий внутреннему профилю кокиля. Кокиль закрывается и щетке придается вращение от электродвигателя 61. Кроме того, щетка прижимается к поверхности кокиля. После очистки кокиля от остатков покрытия электродвигатель 61 отключается, кокиль открывается и щетка выводится из него. На следующей позиции в раскрытый кокиль вводится воздушное сопло 62 и сжатым воздухом внутренние поверхности и разъем кокиля очищаются от остатков теплоизоляционного и огнеупорного покрытий. На этой же позиций осуществляется автоматический контроль температуры кокиля и стабилизации ее либо нагревом, либо охлаждением. На позиции нагрева в кокиль вводится высокочастотный индуктор 63, имеющий профиль, соответствующий внутреннему профилю кокиля. На позиции охлаждения в кокиль вводится сопло 64 ив полость КОКШ1Я подается дозированное количество воздушно-водяной смеси. Подготовленные половинки кокиля поступают на следующую позицию кольцевого конвейера 2 и приенно-передающим устройством передаются на кольцевой конвейер 1 и дальше осуществляется цикл, рассмотренный при описании работы кольцевого конвейера 1. Проведенные исследования показали, что использование для изготовления центробежным способом цилиндрических отливок типа предлагаемых гильз под воляет в значительной степени, а иногда и полностью снять припуск на механическую обработку наружной поверхности гнльз и оставить оптимальный припуск на посадочных поясках. Припуск на Механическую обработку уменьшается в среднем на 20-30%, а это позволяет уменьшить массу литых заготовок на 8,2-11,8%. Вследствие использования сменных разъемных кокилей предлагаемая установка может быть универсальной и использоваться для изготовления различ9101250010
ных гильз двигателей тракторов и ав- Производительность роторной литомрбилей.НИИ по сравнению с известныРабота роторной линии может осу- ми конструкциями возрастает в ществляться в автоматическом режиме. 3,5 - А,О раза.
27
(pUtZ р 1 (ригЛ
J4
фиг.5
505Jj
lL:g- n T I
49
Г-Г
фиг.В
| Карусельная кокильная машина | 1975 |
|
SU549247A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент Великобритании № 1349300, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
