138
ной геометрии зубцов и пазов. Устройство содержит стол 1 для размещения заготовки 2 в виде отрезка гоф- рированной ленты длиной, равной половине длины развертки готового изделия. Бесконечной лентой 6 заготовку, по дают на гибочную оправку. На ленте 6 укреплены три пары захватов F-образной формы, толщина которых равна, ширине паза заготовки. Расстояние между осями захватов в паре 1, равно расстоянию между осями первого и последнего пазов заготовки. Расстояние между парами захватов Ij, такое, чтобы за время перемещения захватов
09
из положения 11 в положение 12 сборочная оправка 14 совершала полтора .оборота, вращаясь совместно с гибочной оправкой..Заготовка принимает форму полуцилиндра, который толкателем 18 перемещается на оправку 14 и фиксируется Г-образными захватами 15, Во время подачи второй заготовки на гибку сборочная оправка 14, вращаясь вместе с гибочной, совершает полтора оборота. Пневмоцилиндр 17 сталкивает заготовку на сборочную оправку. Затем сваривают две половины зубцово- пазовой зоны по вершинам гофр. 1 з.п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Способ изготовления зубцово-пазовой зоны электрической машины и устройство для его осуществления | 1985 |
|
SU1292110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Устройство для изготовления зубцовой зоны магнитопровода электрической машины | 1986 |
|
SU1582282A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА "ЧЕРВЯЧНЫЙ ХОМУТ" И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021052C1 |
| Устройство для гофрирования ленты | 1988 |
|
SU1623819A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Статор электрической машины | 1982 |
|
SU1069067A1 |
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - повышение производительности и качества путем обеспечения задан
1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехничес- кой промышленности.
Целью изобретения является повышение производительности и качества путем обеспечения заданной геометрии зубцов и пазов.
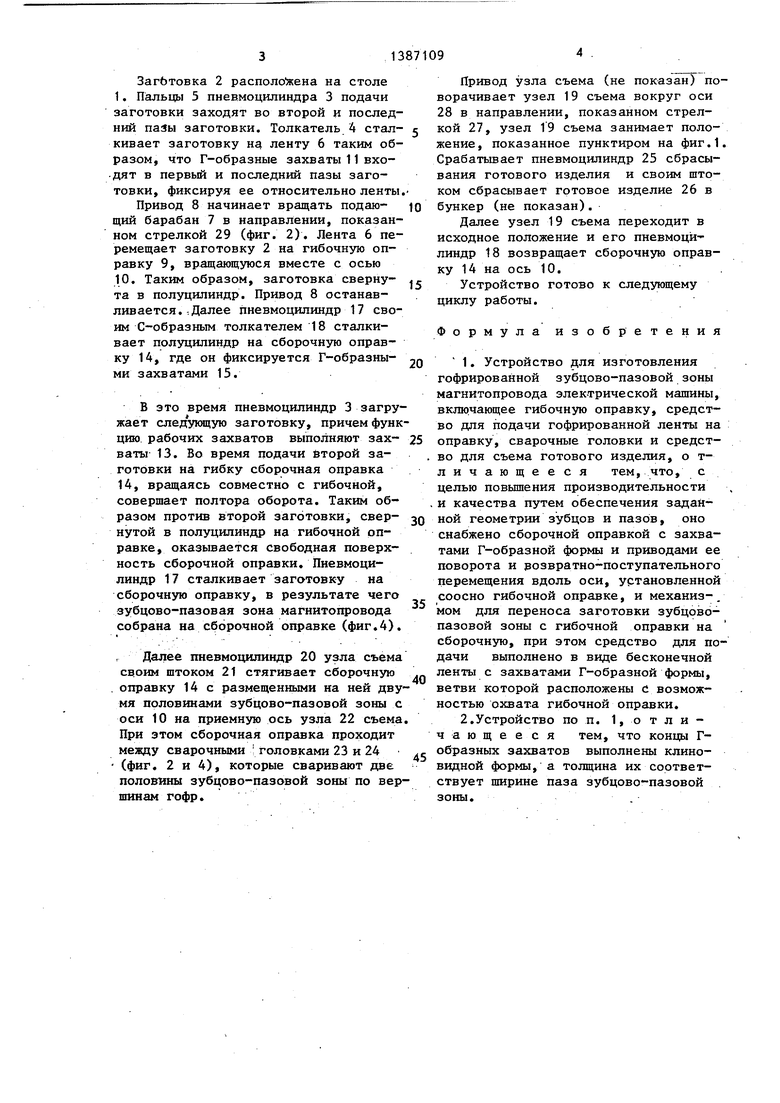
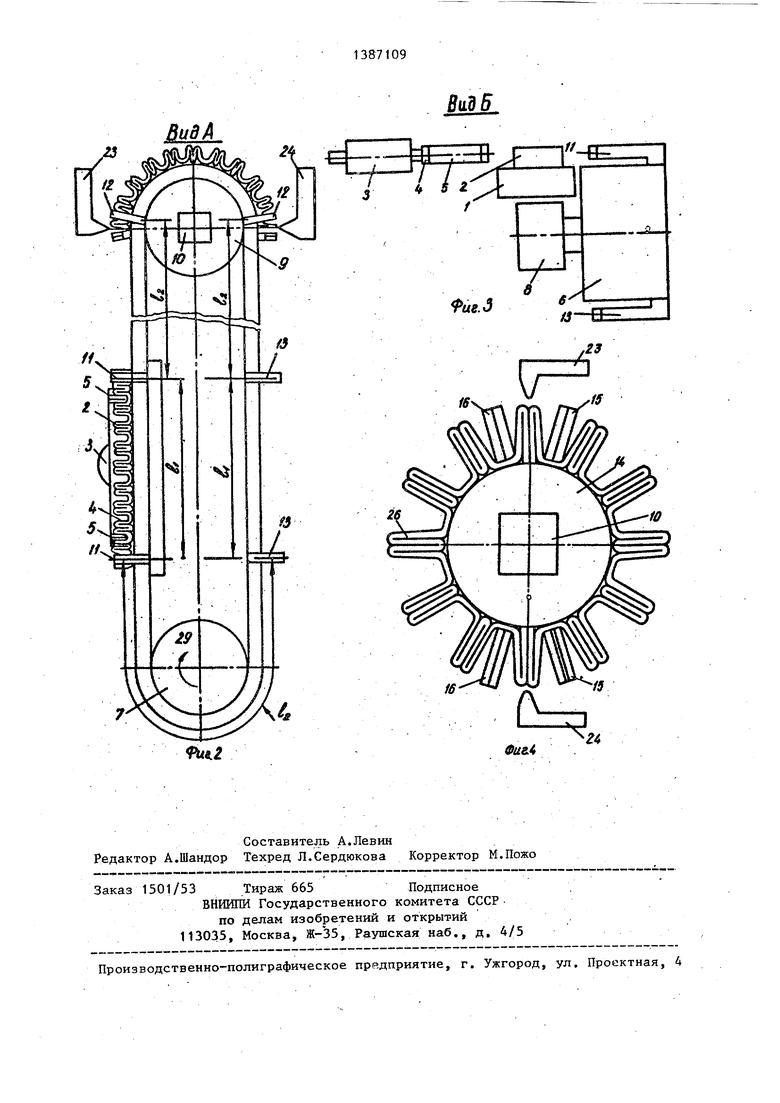
На фиг, 1 показано устройство,общий вид , на фиг, 2 - вид А на фиг.1; на фиг, 3 - В1ЗД Б на фиг 1; на фиг,4 сборочная оправка с двумя половинами зубцов зоны перед сваркой.
I
Устройство состоит из стола 1 для
размещения заготовки 2 в виде отрезка гофрированной ленты длиной, равной половине длины развертки готового изделия, причем на обоих концах находятся половины гофрированных зубцов, пневмоцилиндра 3 подачи, заготовки с толкателем 4 и пальцами 5, расстояние между которыми равно расстоянию между вторым и предпоследним пазами заготовки. Бесконечная лента 6, приводимая в движение подающим барабаном 7 с приводом 8, служит для подачи гофрированной ленты на гибочную оправку 9, размещенную на оси 10.
На ленте укреплены три пары захватов 11-13 Г-образной формы, толщина которых 6 равна ширине паза заготовки. Расстояние между осями захватов в паре 1| равно расстоянию между ося- ми первого и последнего пазов заго
0
5
5
0
5
0
товки. Расстояние между парами захватов l.j такое, чтобы за время перемещения захватов из положения, показанного позицией 11, в положение, показанное позицией 12, сборочная оправка 14 совершала полтора оборота, вращаясь совместно с гибочной оправкой.
Сборочная оправка снабжена двумя парами захватов 15 и 16 Г-образной формы,
Пневмоцилиндр 17с С-образным толкателем 18 предназначен для подачи заготовки с гибочной оправки на сборочную. На узле 19 съема установлены Пневмоцилиндр 20, предназначенный для транспортировки своим штоком 21, проходящим внутри приемной оси узла 22 съема, сборочной оправки 14 вместе с собранной зубцово-пазовой зоной между сварочными головками 23 и 24, и Пневмоцилиндр 25 сбрасывания готового изделия 26,
Позицией 27 на фиг, 1 показана стрелка направления вращения узла 19 съема вокруг оси 28 вращения. Пунктиром показано положение узла 19 съема со сборочной оправкой 14, на которой размещено готовое изделие 26 в момент времени перед сбрасьюа- нием изделия.. Позицией 29 на фиг.2 показана стрелка направления вращения подающего барабана.
Устройство работает следующим образом.
ЗагЬтовка 2 располо жена на столе 1. Пальцы 5 пневмоцилиндра 3 подачи заготовки заходят во второй и последний пазы заготовки. Толкатель -4 стал- кивает заготовку на ленту 6 таким образом, что Г-образные захваты 11 входят в первый и последний пазы заготовки, фиксируя ее относительно ленты
Привод 8 начинает вращать подаю- щий барабан 7 в направлении, показанном стрелкой 29 (фиг. 2). Лента 6 перемещает заготовку 2 на гибочную оправку 9, вращающуюся вместе с осью 10. Таким образом, заготовка сверну- та в полуцилиндр. Привод 8 останавливается. .Далее пневмоцилиндр 17 своим С-образным толкателем 18 сталкивает полуцилиндр на сборочную оправку 14, где он фиксируется Г-образны- ми захватами 15.
В это время пневмоцилиндр 3 загружает следующую заготовку, причем функцию рабочих захватов выполняют зах- ваты 13. Во время подачи второй заготовки на гибку сборочная оправка 14, вращаясь совместно с гибочной, совершает полтора оборота. Таким образом против второй заготовки, свер- нутой в полуцилиндр на гибочной оправке, оказывается свободная поверхность сборочной оправки. Пневмоцилиндр 17 сталкивает заготовку на сборочную оправку, в результате чего зубцово-пазовая зона магнитопровода собрана на сборочной оправке (фиг.4).
Далее пневмоцилиндр 20 узла съема своим штоком 21 стягивает сборочную оправку 14 с размещеншлми на ней двумя половинами зубцово-пазовой зоны с оси 10 на приемную ось узла 22 съема. При этом сборочная оправка проходит между сварочными ; головками 23 и 24 (фиг. 2 и 4), которые сваривают две половины зубцово-пазовой зоны по вершинам гофр.
Q
5
0
5
Привод узла съема (не показан) поворачивает узел 19 съема вокруг оси 28 в направлении, показанном стрелкой 27, узел 19 съема занимает положение, показанное пунктиром на фиг.1. Срабатывает пневмоцилиндр 25 сбрасывания готового изделия и своим штоком сбрасывает готовое изделие 26 в бункер (не показан).
Далее узел 19 съема переходит в исходное положение и его пневмоцилиндр 18 возвращает сборочную оправку 14 на ось 10.
Устройство готово к следующему циклу работы.
Формула изобретения
Вид A
Ml.
/ ь-:
ие.д
7
f XI
X
/-г
{f-
15
ФагА
| Авторское свидетельство СССР № 1198664, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
