Изобретение относится к электромашиностроению, а именно к изготовлению гофрированной зубцовой зоны магнитопровода электрической машины из ленты, и может быть использовано в машиностроении при изготовлении гофрированных изделий из ленты.
Цель изобретения - повышение качества изготовляемых изделий и увеличение производительности.
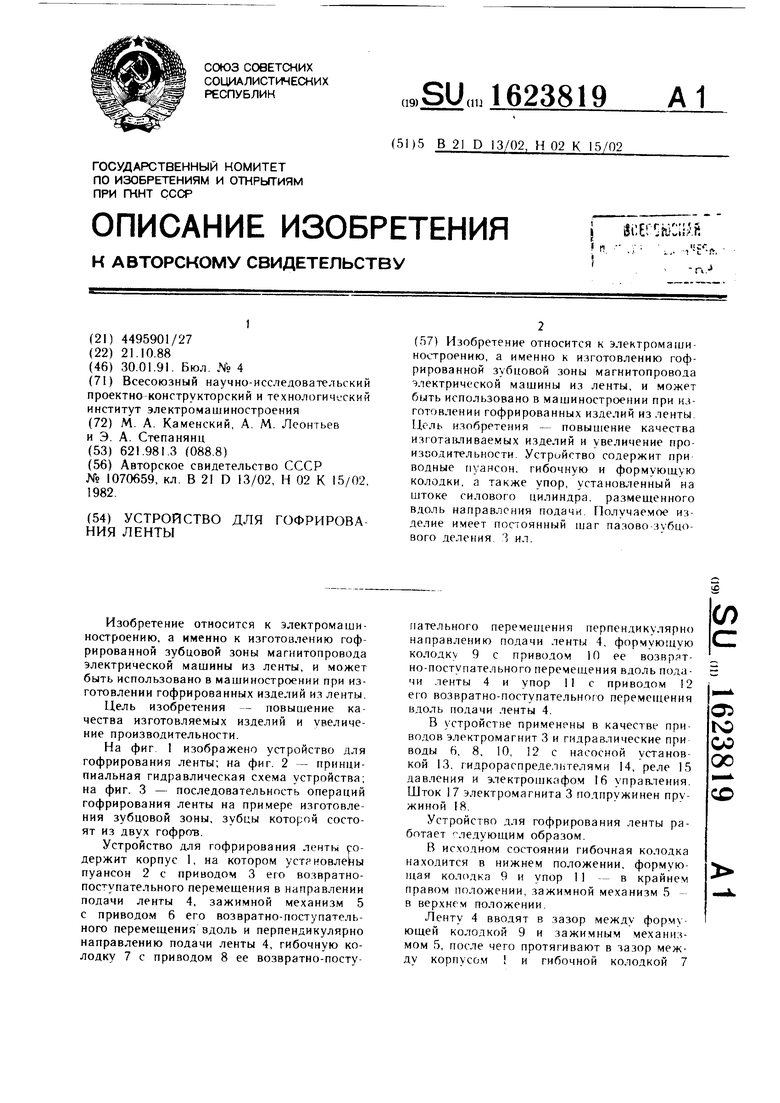
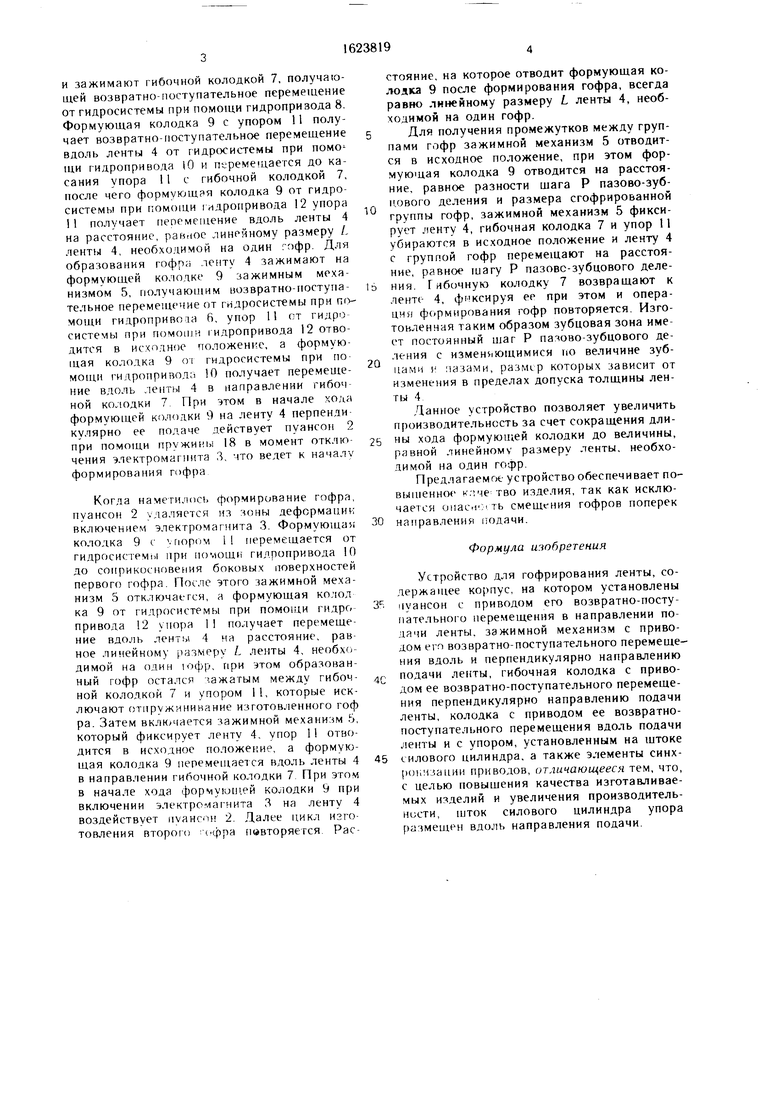
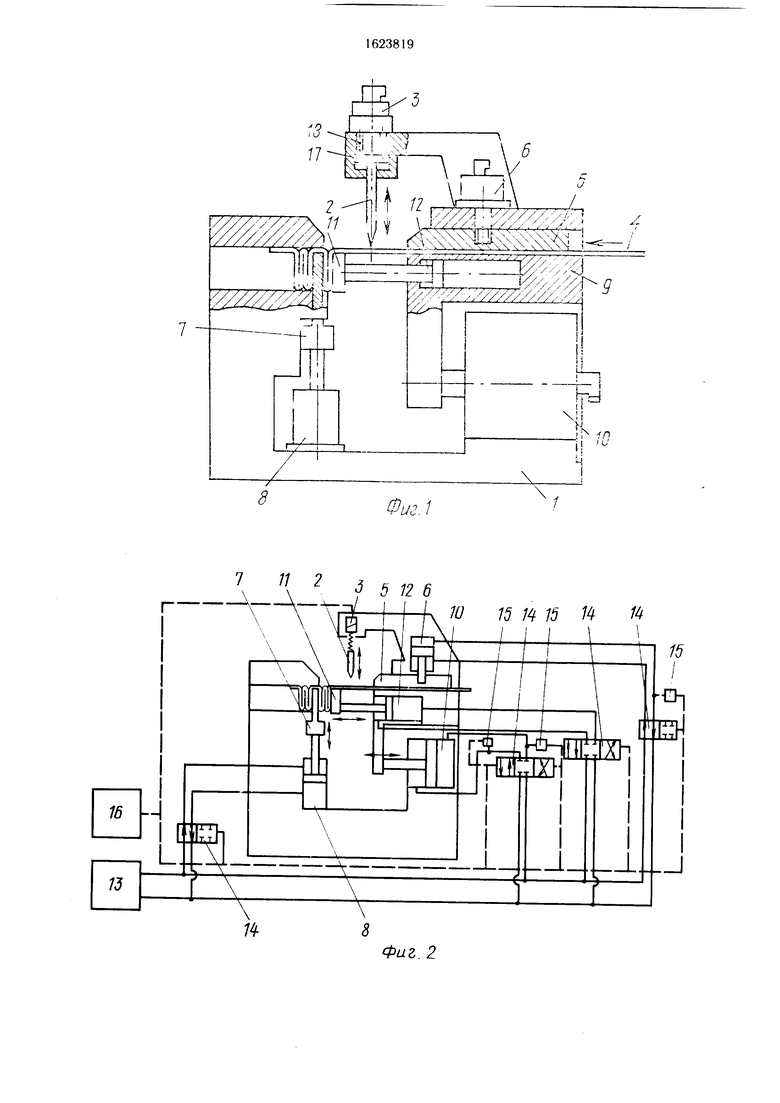
На фиг 1 изображено устройство для гофрирования ленты; на фиг. 2 - принципиальная гидравлическая схема устройства; на фиг. 3 - последовательность операций гофрирования ленты на примере изготовления зубцовой зоны, зубцы которой состоят из двух гофров.
Устройство для гофрирования ленты содержит корпус 1, на котором уст новлены пуансон 2 с приводом 3 его возвратно- поступательного перемещения в направлении подачи ленты 4, зажимной механизм 5 с приводом 6 его возвратно-поступательного перемещения вдоль и перпендикулярно направлению подачи ленты 4, гибочную колодку 7 с приводом 8 ее возвратно-поступательного перемещения перпендикулярно направлению подачи ленты 4, формующую колодк 9 с приводом 10 ее возврят- но-поступательного перемещения вдоль подачи ленты 4 и упор И с приводом 2 его возвратно-поступательного перемещения вдоль подачи ленты 4.
В устройстве применены в качестве приводов электромагнит 3 и гидравлические при воды 6, 8, 10, 12 с насосной установкой 13, гидрораспределителями 14, реле 15 давления и электрошкафом 16 управления. Шток 17 электромагнита 3 подпружинен пружиной 18.
Устройство для гофрирования ленты работает следующим образом.
В исходном состоянии гибочная колодка находится в нижнем положении, формующая колодка 9 и упор 11 - в крайнем правом положении, зажимной механизм 5 - в верхнем положении
Ленту 4 вводят в зазор между ющей колодкой 9 и зажимным механизмом 5, после чего протягивают в зазор между корпусом и гибочной колодкой 7
(Л
05 ГчЭ
СО 00
СО
и зажимают гибочной колодкой 7, получающей возвратно-поступательное перемещение от гидросистемы при помощи гидропривода 8. Формующая колодка 9 с упором 11 получает возвратно-поступательное перемещение вдоль ленты 4 от гидросистемы при помо1 щи гидропривода (0 и перемещается до касания упора 11 с гибочной колодкой 7, после чего формующая колодка 9 от гидросистемы при помощи iидропривода 12 упора 11 получает пепемещение вдоль ленты 4 на расстояние, раккое линейному размеру L ленты 4, необходимой на один гофр. Для образования гофра ленту 4 зажимают на формующей колодке 9 зажимным механизмом 5, получающим возвратно-поступа- тельное перемещение от гидросистемы при помощи гидропривода 6, упор 11 ст гидро системы при помощи i идропривода 12 отводится в исходное положение, а формующая колодка 9 of гидросистемы при по мощи гидропривода 10 получает перемещение вдоль ленты 4 в направлении гибочной колодки 7 При этом в начале хода формующей колодки 9 на ленту 4 перпендикулярно ее подаче действует пуансон 2 при помощи пружины 18 в момент отклю- чения электромагнита 3, что ведет к началу формирования гофра
Когда наметилось формирование гофра, пуансон 2 удаляется из зоны деформации включением электромагнита 3. Формующая колодка 9 с пором II перемещается от гидросистемы при помощи гидропривода 10 до соприкосновения боковых поверхностей первого гофра После этого зажимной механизм 5 отключается, а формующая колол ка 9 от гидросистемы при помощи гидро привода 12 пора 11 получает перемещение вдоль ленты 4 ча расстояние, равное линейному размеру L лепты 4, необходимой на один юфр, при этом образованный гофр остался .ажатым между гибоч- ной колол кой 7 и упором 11, которые исключают отпружининание изготовленного гоф ра. Затем включается зажимной механизм 5, который фиксирует ленту 4, vnop 11 отводится в исходное положение, а формующая колодка 9 перемещается вдоль ленты 4 в направлении гибочной колодки 7 При этом в начале хода формующей колодки 9 при включении электромагнита 3 на ленту 4 воздействует nvancoi 2 Далее цикл изготовления второго ( фра повторяется Рас0
0
a Ь
0 - г 5
стояние, на которое отводит формующая колодка 9 после формирования гофра, всегда равно линейному размеру L ленты 4, необходимой на один гофр.
Для получения промежутков между группами гофр зажимной механизм 5 отводится в исходное положение, при этом формующая колодка 9 отводится на расстояние, равное разности шага Р пазово-зуб- нового деления и размера сгофрированной группы гофр, зажимной механизм 5 фиксирует ленту 4, гибочная колодка 7 и упор 11 убираются в исходное положение и ленту 4 с группой гофр перемещают на расстояние, равное тагу Р пазовс-зубцового деления. Гибочную колодку 7 возвращают к ленте 4, фиксируя ее при этом и операция формирования гофр повторяется. Изготовленная таким образом зубцовая зона имеет постоянный таг Р пазово-зубцового деления с изменяющимися по величине зубцами с пазами, размер которых зависит от изменения в пределах допуска толщины ленты 4
Данное устройство позволяет увеличить производительность за счет сокращения длины хода формующей колодки до величины, равной линейному размеру ленты, необходимой на один гофр.
Предлагаемое устройство обеспечивает повышенное к;;че тво изделия, так как исключается омас-1 ть смещения гофров поперек направления подачи.
Формула изобретения
Устройство для гофрирования ленты, содержащее корпус, на котором установлены пуансон с приводом его возвратно-поступательного перемещения в направлении подачи ленты, зажимной механизм с приводом его возвратно-поступательного перемещения вдоль и перпендикулярно направлению подачи ленты, гибочная колодка с приводом ее возвратно-поступательного перемещения перпендикулярно направлению подачи ленты, колодка с приводом ее возвратно- поступательного перемещения вдоль подачи ленты и с упором, установленным на штоке силового цилиндра, а также элементы синх- роьмзапии приводов, отличающееся тем, что, с целью повышения качества изготавливаемых изделий и увеличения производительности, шток силового цилиндра упора размещен вдоль направления подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования ленты | 1987 |
|
SU1493352A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1304131A2 |
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1245382A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1082517A1 |
| Устройство для изготовления гофрированной зубцовой зоны электрической машины | 1981 |
|
SU964871A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |
| Устройство для гофрирования ленты | 1982 |
|
SU1015968A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
Изобретение относится к электромашиностроению, а именно к изготовлению гофрированной зубцовой зоны магнитопровода электрической машины из ленты, и может бить использовано в машиностроении при изготовлении гофрированных изделий из ленты Цель изобретения - повышение качества изготавливаемых изделий и увеличение производительности Устройство содержит при водные пуансон, гибочную и формующую колодки, а также упор, установленный на штоке силового цилиндра, размещенного вдоль направления подачи Получаемое изделие имеет постоянный шаг пазово-зубцо- вого деления 3 ил.
8
1 11 2
Фиг 1
3 5 12 6
10 15 П 15 П М
L
,JL..J
Фиг 2
7 77
Фиг.з
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
