00 00 00
to ел
Изобретение относится к производству горячекатаных бесшовных труб, в частности к устройству, выполняющему операцию получения центровочного отверстия в торце трубной заготовки, нагретой для прошивки на косовалковом стане винтовой прокатки.
Цель изобретения - повышение точности и качества зацентровки.
На чертеже представлена схема пневматического зацентровщика трубной заготовки.
Пневматический зацентровщик содержит ствол 1, выполненный с дном 2, боек 3, установленный в полости ствола с возможностью перемещения сжатым воздухом. Внутренняя поверхность корпуса 4 и наружная поверхность ствола зацентровщика на длине до 0,3 длины ствола снабжены резьбой и зафиксированы гайкой-фланцем 5. Дно ствола, резьбовое и фланцевое соединения фик- сируют положение бойка на любом, плавно регулируемом в пределах до 0,3 длины ствола, расстоянии 1„ от плоскости мембраны 6.
Мембрана имеет небольшое отверстие 7, пропускающее сжатый воздух от вводного патрубка 8 в клапанную коробку 9. Выход сжатого воздуха из клапанной коробки перекрывает шарик 10, уравновешивая давление воздуха по обе стороны мембраны. Пружина 11 прижимает мембрану к отверстию полог корпуса. Патрубок 12 соединяет полости корпуса и ствола с эжектором (не показан).
Пневматический зацентровщик работает следующим образом.
Навинчивая полый корпус 4 на ство 1, боек 3, фиксируемый дном 2 ствола 1, устанавливают на расстоянии 1п от плоскости мембраны 6. Взаимное положение ствола и корпуса, определяюще
-ц
величину I, фиксируют фланцем-гайкой 5.
Сжатый воздух, поступающий по вводному патрубку 8, заполняет полость корпуса и через отверстие 7 проходит в клапанную коробку 9. При этом давление по обе стороны мембраны будет одинаковым и она прижимается
пружиной 11 к торцу полого корпуса, перекрывая вход сжатому воздух-у в полость ствола. Нажатием на шарик 10 воздух из клапанной коробки выпускают в атмосферу.
Давление в клапанной коробке 9 падает, мембрана 6 отодвигается, прижимая пружину 11 и открывая вход сжатому воздуху в полость ствола 1, сообщая бойку 3 кинетическую энергию, зависящую, кроме известных факторов, от величины 1, которой определяется положение бойка в полости ствола относительно плоскости мембраны.
При прекращении нажатия на шарик 10 он возвращается в исходное положение. Сжатый воздух заполняет клапанную коробку 9, выравнивая давление воздуха по обе стороны ь змбраны 6. Последняя закрывает полости корпуса 4 и ствола 1 зацентровщика. Эжекцией воздуха из ствола и полости корпуса с помощью отводящего патрубка 12 боек 3 возвращается в исходное положение, прижимаясь к дну.
Пневматический зацентровщик, позволяющий регулировать исходное положение бойка в стволе, обеспечивает получение качественного центровочного отверстия требуемой постоянной глубины.
Формула изобретения
Пневматический зацентровщик трубной заготовки, содержащий полый корпус, расположенный в нем ствол, установленный с возможностью перемещения в полости ствола боек, пневмосистему с клапаном и подпружиненной мембраной, закрывающей полость корпуса, и Ьжектор, создающий разряжение в ство- |пе, отличающийся тем, что, с целью повьш1ения точности и качества зацентровки, он снабжен гайкой-фланцем, соединенным жестко и герметично с корпусом, на внутренней поверхности которого выполнена резьба, а ствол выполнен с дном, имеющим осевое отверстие, и с наружной резьбой на длине 0,3 от дна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зацентровки трубной заготовки | 1987 |
|
SU1433512A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Пневматическая пушка для зацентровки трубной заготовки | 1973 |
|
SU478635A1 |
| ПНЕВМАТИЧЕСКИЙ ЗАЦЕНТРОВЩИК ГОРЯЧЕЙ ТРУБНОЙЗАГОТОВКИ | 1971 |
|
SU298399A1 |
| Пневматический ударный механизм | 1980 |
|
SU962601A2 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |
| Устройство для зацентровки трубной заготовки | 1985 |
|
SU1245365A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ ПОД ПРОШИВКУ | 2008 |
|
RU2364453C1 |
| Пневмоимпульсное устройство для выпуска сыпучего материала из емкости | 1991 |
|
SU1797592A3 |
| Стреляющий механизм | 1980 |
|
SU872567A2 |
Изобретение относится к производству горячекатаных бесшовных труб, в частности к устройству, выполняющему операцию получения центровочного отверстия в торце трубной заготовки, нагретой для прошивки на косовалко- вом стане винтовой прокатки. Целью изобретения является повышение точности и качества зацентровки. Пневматический зацентровщик содержит ствол 1, выполненный с дном 2, и боек 3, установленный в полости ствола. Внутренняя поверхность корпуса 4 и наружная поверхность ствола на длине до 0,3 длины ствола снабжены резьбой и зафиксированы гайкой-фланцем 5. Мембрана 6 имеет отверстие 7, пропускающее сжатый воздух от патрубка 8 в клапанную коробку 9. Выход воздутса перекрывает шарик 10. Пружина 11 прижимает мембрану к отверстию полого корпуса. Патрубок 12 соединяет полости корпуса и ствола с эжектором. 1 ил. Ш (Л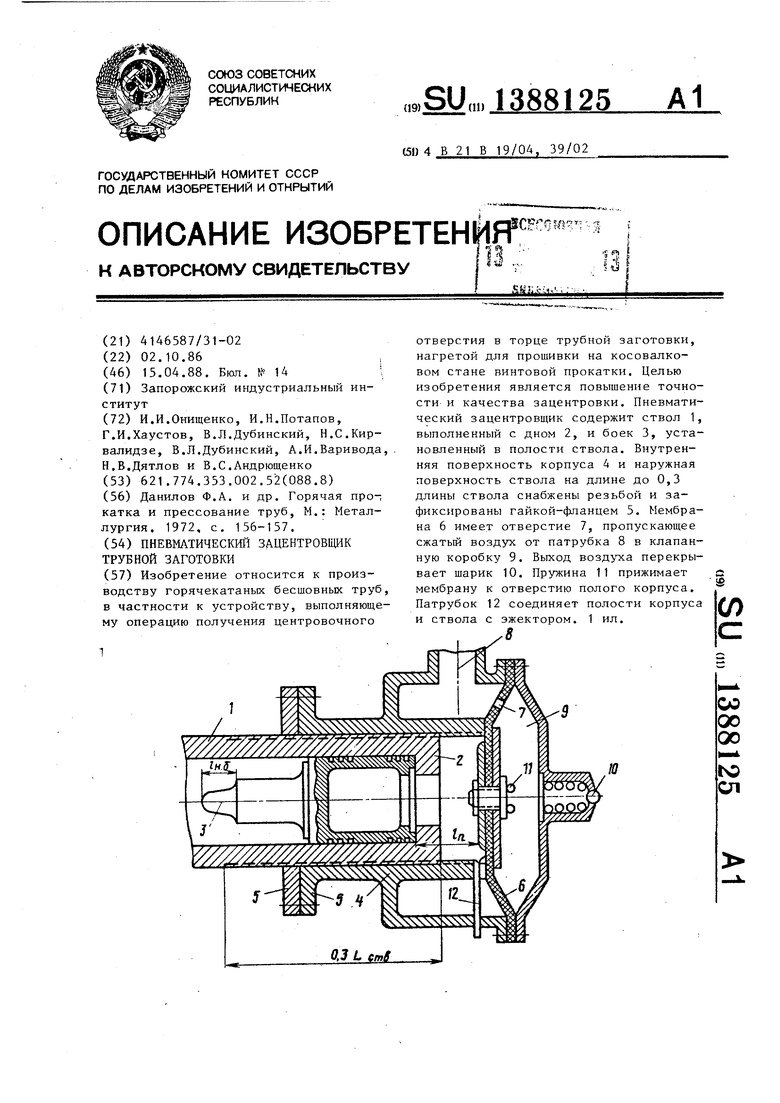
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб, М.: Металлургия | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
