1
Изобрете}1не относится к трубопрокатному производству и может быть использовано для зацентровки заготовки под прошивку.
Целью изобретения является повышение надежности работы.
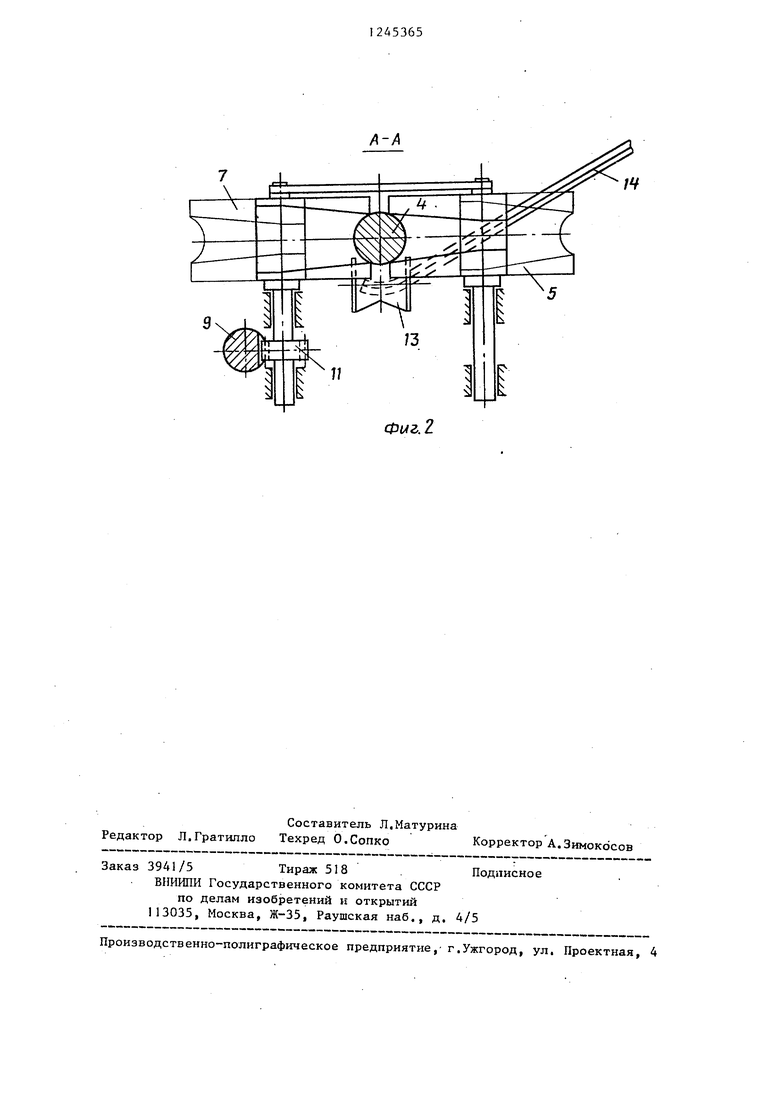
Па фиг.1 изображено устройство . для зацентровки трубной заготовки; на фиг,2 - разрез А-А на фиг.1.
.Устройство для зацентровки трубной заготовки включает зацентров- щик 1 с бойком 2, сталкиватель 3 заготовки 4 с бойка и зажимной механизм для удержания заготовки в момент центровки, выполненный в виде расположенных на одинаковом расстоянии от оси центровки трех роликов . верхнего 5 и нижних 6 и 7 с ручьем переменного сечения на цилиндри 1ес- кой рабочей поверхности и пневмопривод в виде цилиндра 8, связанной с ним зубчатой рейки 9, взаимодействующих с ней зубчатых колес 10 и 1 1 , сидяпхих на валах нижних роликов и водил 12, связывающих верхний ролик с одним из . Для выброса заготовки с подводящего рольганг 1 3 предусмотрены рь;чаги 14,
Устройство работает следующим
образом.
Заготовка 4 по рольгангу 13 подается к зацентровщику 1, Ролики 5 - 7 зажимного механизма в это время развернуты ручьями а в противоположную от заготовки сторону. По сиг- HcUiy от датчика, связанного со стал- кивателем 3, цилиндр 8 через зубчатую рейку 9 и зубчатые колеса 10
3652
и 1 1 г:1рир)однт в движение ролики 6 и 7, лращающиеся в сторону 6oiiKa 2 и через водила 12 поворачивает в
противоположную сторону 1)ОЛИК 5 , При
этом ручьи роликов 5-7 образуют в сечении, нерпендикулярном оси заготовки, круглый калибр с центром на оси заготовки и уменьшающийся по мере разворота роликов до тех пор.
пока .его диаметр не сравняется с
:диаметром заготовки, При этом происходит ее зажатие за счет усилия пнев- моцилиндра, Падежность зажатия обеспечивается тем, что при попытк е сдвинуть заготовку от зацентровщика
ролики 6 и 7 удерживаются пневмоци- . линдром, а ролик 5 имеет небольшую свободу перемещения в сторону движения заготовки за счет посадочных зазоров в шарнира : водил 1 2 и при этом перемеще 1ии еще сильнее зажимает заготовку. После зажатия заготовки боек 2 зацентровщика 1 выбирает на торце заготовки отверстие. Затем , ролнкн отводятся в исходное положение обрятным ходом пневмоцилнндра, заго- тоика 4, если это необходимо, сталки- ва слем отводится от заце11тровщика и рычагами 14 передается на дальнейшую
обработку. После возвращения рычагов в исходное положение устройство готово к принятию следующей заготовки,
Предложенное устройство ;Ц1Я заценТ ровки трубной заготовки по сравнению
с известными позволяет повысить точ (
ность зацентровки и надежность работы устройства, поскольку исключает выброс заготовки из зажима.
А-А
Ф(Аг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Зацентровщик трубной заготовки | 1990 |
|
SU1801637A1 |
| Устройство для подготовки заготовок к прошивке | 1988 |
|
SU1625537A1 |
| Устройство для зацентровки заготовок | 1989 |
|
SU1652008A1 |
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 1972 |
|
SU326003A1 |
| Устройство для зацентровки трубной заготовки | 1975 |
|
SU541513A1 |
| Устройство для подготовки заготовки под прошивку | 1984 |
|
SU1222339A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Устройство для зацентровки нагретых заготовок | 1989 |
|
SU1616741A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |

| Установка для зацентровки нагретых заготовок | 1975 |
|
SU546396A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 0 |
|
SU326003A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
