11бг ч
ул
1t м
7 /3
10 15
21
00 00 СХ)
со
00
S12
Фи.1
Изобретение относится к машиностроению, в частности к станкостроению и может быть использовано при сверлении контровочных отверстий в много- гранниках различных типоразмеров.
Целью изобретения является расширение технологических возможноств и повышение точности обработки.
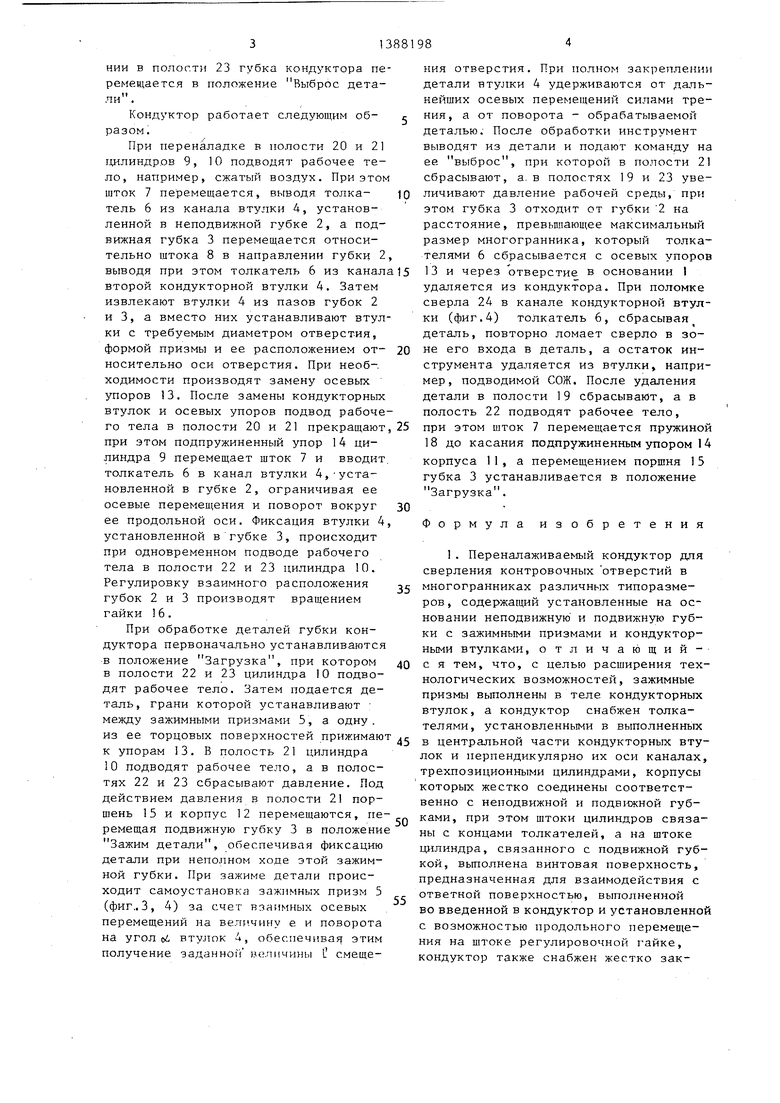
На фиг.1 показан предлагаемый кон- дуктор, общий вид; на фиг.2 - разрез А-Л на фиг.1; на фиг.З - расположение зажимных призм при обработке деталей с торцовой поверхностью, неперпендикулярной оси многогранника; на фиг.4- расположение призм при обработке шестигранника со смеш;еннь ми гранями и расположение части сверла при его поломке .
Переналаживаемый кондуктор состоит из основания 1, на котором расположены неподвижная губка 2, жестко скрепленная с основанием, и подвижная губка 3, в каждой из которых установлены Кондукторные втулки 4 с выполнен- ными на их боковых поверхностях зажимными призмами 5, В каналах втулок выполненных в их центральной части и перпендикулярно их оси, с зазором расположены толкатели 6, противопо-- ложные концы которых соединены со штоками 7 и 8 трехпозиционных цилиндров 9 и 10, а корпуса 11 и 12 цилиндров скреплены с губками 2 и 3, в пазах которых установлены, перпендику- лярно осям кондукторных втулок, сменные осевые упоры 13. В штоке 7 установлен подпружиненный упор 14, а на штоке 8 цилиндра 10 - дополнительный поршень 15. В средней части штока 8 выполнена винтовая поверхность, соединенная с ответной поверхностью регулировочной гайки 16, расположенной в пазу кронштейна 17, установленного на основании 1 кон-дуктора, а сам шток 8 проходит через отверстия в ушках кронштейна 17,
На штоке 7 поршня цилиндра 9 установлена пружина 18.
Цилиндр 9 неподвижной губки 2 со- держит шток 7 с выполненным на его ; конце поршнем, корпус 11, подпружи- ненньй упор 14, пружину 18, а также полости 19 и 20. Конструктивно этот -ЦИЛИНДР отличается от обычного двух- позиционного цилиндра наличием подпружиненного упора 14 и пружины 18, Введение этих элементов позволяет получить при отсутствии давления в полостях 19, 20 третье позиционное по- ложение штока 7, необходимое цля фиксации толкателем 6 кондукторной втулки 4 после ее установки в губке 2. Усилие, развиваемое пружиной 18, , должно обеспечивать отвод штока 7 в исходное положение, но в то же время быть меньше усилия, развиваемого пружиной упора 14.
Цереналаживаемый кондуктор работает ел едующим образом.
Для замены кондукторной втулки 4 в полость 20 подается давление, при этом шток 7 перемещается до соприкосновения с дном корпуса 11, вдавливая при этом упор 14 в полость штока 7. После установки втулки давление в полости 20 сбрасывают, при этом пружиной упора 14 шток 7 перемещает- ся в исходное положение. Давление в полость 19 подается при выбросе обработанной детали, при этом толкатель 6 обеспечивает принудительный выброс детали, даже в случае поломки сверла при обработке. После сброса давления шток 7 возвращается пружиной 18 в исходное положение.
Цилиндр 10, скрепленный с подвижной губкой 3, обеспечивает ее трек- позиционное перемещение - зажим детали, исходное положение, выброс детали .
Цилиндр 10 содержит шток 8 с выполненным на его конце поршнем, корпус 12 цилиндра, скрепленный с вижной губкой 3, поршень 15, свободно установленный на штоке 8, полости 21, 22 и 23.
Конструктивно цилиндр 10 представляет цилиндр с закрепленным штоком, рабочие перемещения при этом совершает его корпус. Трехпозиционность перемещений обеспечивается дополнительным поршнем 15.
В начальном (исходном) положении рабочее тело подается в полости 22 и 23, в полости 21 давление отсутствует. Перемещение корпуса 12 на выброс детали (смещение корпуса вправо) ограничивается поршнем 15, площадь которого больше площади поршня штока 8, а перемещениям корпуса 12 на зажим детали (смещение влево) препятствует давление в полости 23. При сбросе давления в полости 23 и подаче рабочего тела в полость 21 происходит зажим детали, а в случае сброса давления в полости 22 и его увеличеНИИ в полог.ти 23 губка кондуктора перемещается в положение Выброс детали.
Кондуктор работает следующим образом.
При переналадке в полости 20 и 21 1.ц1линдров 9, 10 подводят рабочее тело, например, сжатый воздух. При этом шток 7 перемещается, выводя толкатель 6 из канала втулки 4, установленной в неподвижной губке 2, а подвижная губка 3 перемещается относительно щтока 8 в направлении губки 2, выводя при этом толкатель 6 из канала второй кондукторной втулки 4. Затем извлекают втулки 4 из пазов губок 2 и 3, а вместо них устанавливают втулки с требуемым диаметром отверстия, формой призмы и ее расположением относительно оси отверстия. При необ-. ходимости производят замену осевых упоров 13. После замены кондукторных втулок и осевых упоров подвод рабочего тела в полости 20 и 21 прекращают, при этом подпружиненный упор 14 ди- линдра 9 перемещает шток 7 и вводит, толкатель 6 в канал втулки 4,-установленной в губке 2, ограничивая ее осевые перемещения и поворот вокруг ее продольной оси. Фиксация втулки 4, установленной в губке 3, происходит при одновременном подводе рабочего тела в полости 22 и 23 цилиндра 10. Регулировку взаимного расположения губок 2 и 3 производят вращением гайки 16.
При обработке деталей губки кондуктора первоначально устанавливаются
в положение Загрузка, при котором в полости 22 и 23 цилиндра 10 подводят рабочее тело. Затем подается деталь, грани которой устанавливают : между зажимными призмами 5, а одну, из ее торцовых поверхностей прижимают к упорам 13. В полость 21 цилиндра 10 подводят рабочее тело, а в полостях 22 и 23 сбрасывают давление. Под действием давления в полости 21 поршень 15 и корпус 12 перемещаются, перемещая подвижную губку 3 в положение Зажим детали, обеспечивая фиксацию детали при неполном ходе этой зажимной губки. При зажиме детали происходит самоустановка зажимных призм 5 (фиг..3, 4) за счет взаимных осевых перемещений на величину е и поворота на угол oi втулок 4, обеспечивая этим получение заданHOI I величины смеще0
5
0
5
0
5
0
5
0
5
ния отверстия. При по.пном закреплении детали втулки 4 удерживаются от дальнейших осевых перемещений силами трения, а от поворота - обрабатываемой деталью. После обработки инструмент выводят из детали и подают команду на ее выброс, при которой в полости 21 сбрасывают, а. в полостях 19 и 23 увеличивают давление рабочей среды, при этом губка 3 отходит от губки 2 на расстояние, превьппающее максимальный размер многогранника, который толкателями 6 сбрасывается с осевых упоров 13 и через отверстие в основании 1 удаляется из кондуктора. При поломке сверла 24 в канале кондукторной втулки (фиг.4) тоДкатель 6, сбрасывая деталь, повторно ломает сверло в зоне его входа в деталь, а остаток инструмента удаляется из втулки, например, подводимой СОЖ. После удаления детали в полости 19 сбрасывают, а в полость 22 подводят рабочее тело, при этом шток 7 перемещается пружиной 18 до касания подпружиненным упором 14 корпуса 11, а перемещением поршня 15 губка 3 устанавливается в положение Загрузка.
Формула изобретения
1. Переналаживаемый кондуктор для сверления контровочных отверстий в многогранниках различных типоразмеров, содержащий установленные на основании неподвижную и подвижную губки с зажимными призмами и кондукторными втулками, отличающий- с я тем, что, с целью расширения технологических возможностей, зажимные призмы выполнены в теле кондукторных втулок, а кондуктор снабжен толкателями, установленными в выполненных в центральной части кондукторных втулок и перпендикулярно их оси каналах, трехпозиционными цилиндрами, корпусы которых жестко соединены соответственно с неподвижной и подвижной губками, при этом штоки цилиндров связаны с концами толкателей, а на штоке цилиндра, связанного с подвижной губкой, выполнена винтовая поверхность, предназначенная для взаимодействия с ответной поверхностью, выполненной во введенной в кондуктор и установленной с возможностью продольного перемещения на штоке регулировочной гайке, кондуктор также снабжен жестко закрепленным на основании кронштейном с пазом, предназначенным для ограничения продольных перемещений гайки, и осевыми сменными упорами, размещенными в пазах, выполненных в губках пер- перпендикулярно оси кондукторных втулок.
2. Кондуктор ПОП.1, отличающийся чем, что, с целью повышения точности обработки, кондукто15- ные .втулки установлены в губках с возможностью ограниченных осевых перемещений и по.ворота относительно их продольной оси.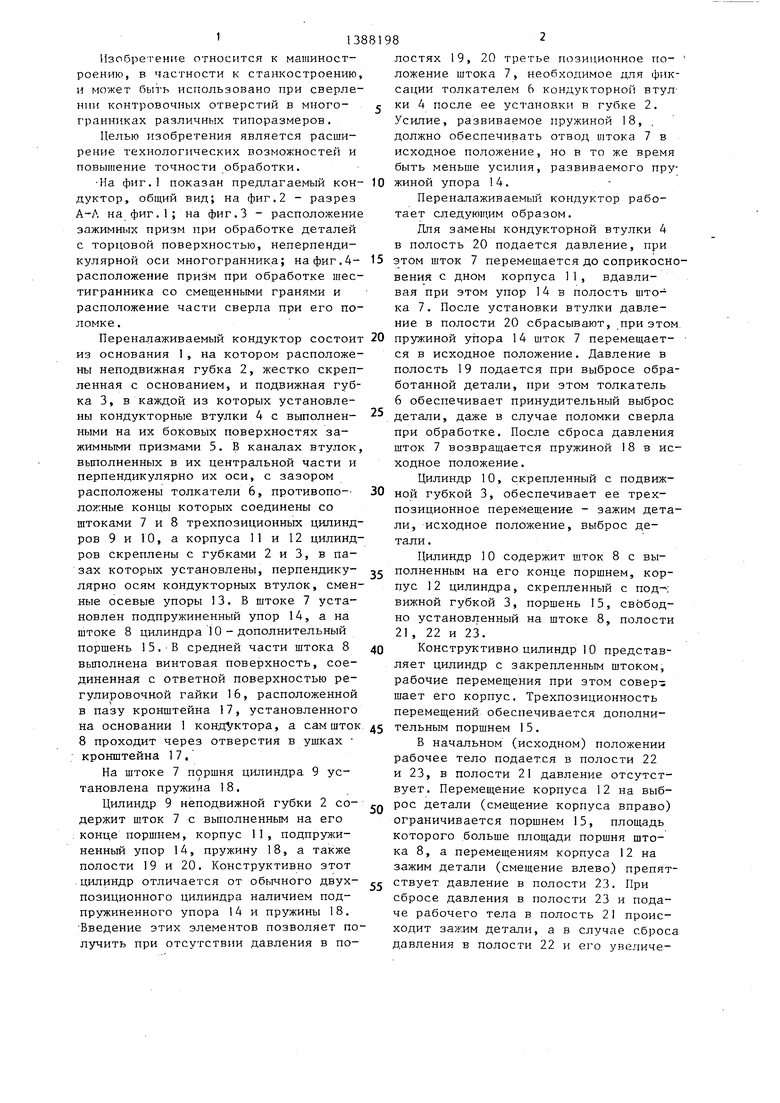
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В МНОГОГРАННИКАХ | 1992 |
|
RU2071872C1 |
| Кондуктор для сверления отверстий | 1981 |
|
SU1115864A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Переналаживаемый кондуктор | 1983 |
|
SU1093430A2 |
| Переналаживаемый кондуктор | 1977 |
|
SU686833A1 |
| Многозахватный автооператор | 1979 |
|
SU776863A1 |
| Устройство для крепления дрели | 1985 |
|
SU1321532A1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| Переналаживаемый кондуктор | 1984 |
|
SU1252072A2 |
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР | 1972 |
|
SU429897A1 |
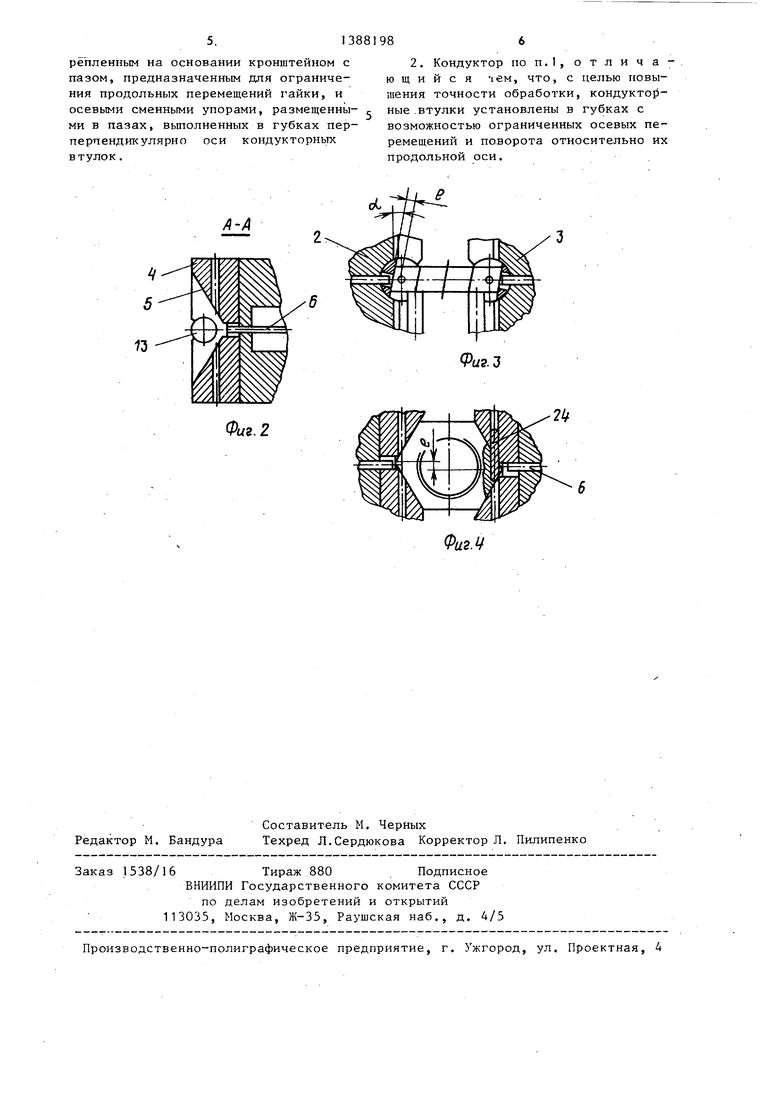
Изобретение относится к машиностроению, в частности к станкостроению, и может быть использовано при сверлении контровочных отверстий в ; многогранниках различйых типоразмеров. Целью изобретения является расширение технологических возможностей и повьшение точности обработки. Обрабатываемая деталь зажимается призмами, вьшолненными на боковой поверх- ности быстросменных кондукторных втулок 4, установленных в губках 2 и 3 кондуктора 1 с возможностью ограниченных осевых перемеп;ений и поворота. Исходное взаимное расположение устанавливается регулировочной гайкой 16, размещенной на штоке 8 зажимного цилиндра 10 в пазу кронштейна 17, скрепленного с основанием кондуктора 1. Сброс детали с осевых упоров 13 после ее обработки осуществляется толкателями 6, установленными в штоках 7 и 8 трехпозиционных цилиндров 9 и 10 и проходящих через каналы в центральной части кондукторных втулок 4. 1 3.п. ф-лы, 4 ил. (О (Л
/1-А
Фиг.1
| Кондуктор для сверления отверстий | 1981 |
|
SU1115864A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
