(Л
оо сх
00
to
о N:)
к
Изобретение относится к обработке металлов давлением, в частности к устройствам для порезки листового материала, в том числе и пластмассовой пленки, и является усовершенствованием дисковых ножниц по авт. св. № 1156866.
Цель изобретения - повышение надежности дисковых ножниц и увеличение их производительности за счет обеспечения возможности повышения скорости резания.
диаметра клиновой канавки не менее величины а, определяемой из выражения
а--А .tga
Вместо шариков могут быть установлены закаленные штыри со сферическими торцами.
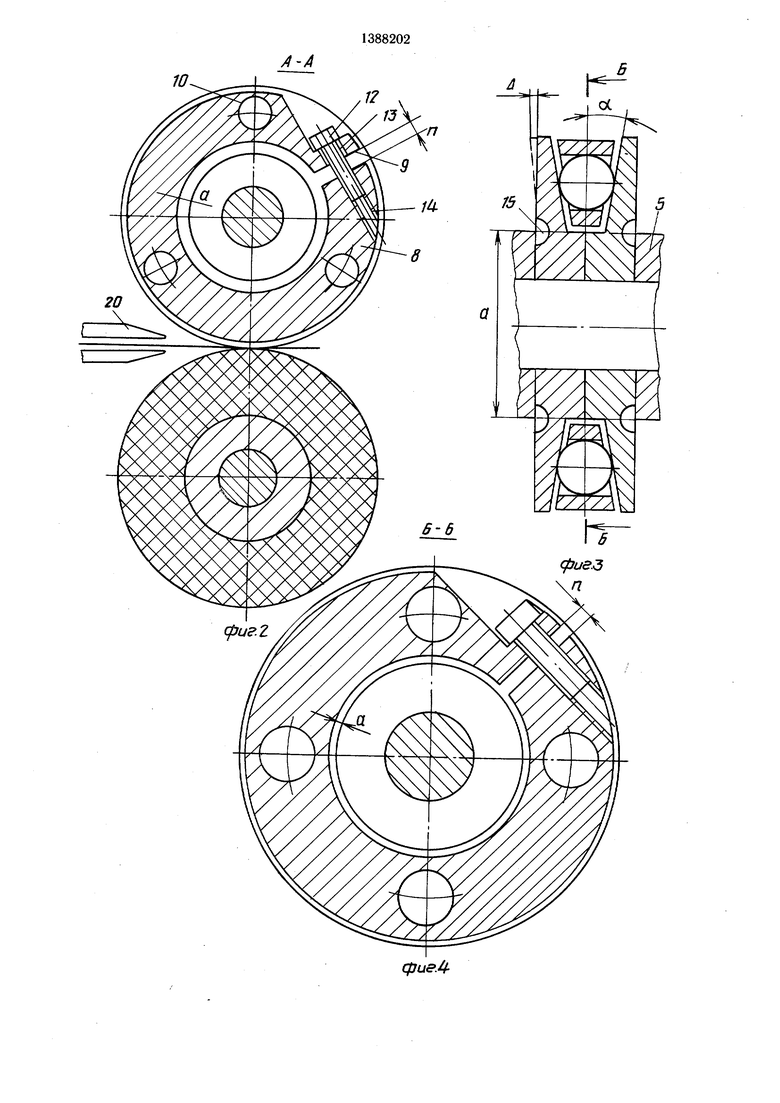
На торцовых поверхностях разрезного диска 7 выполнены кольцевые проточки 15 по окружности с диаметром, равным наружНафиг. 1 изображены дисковые ножницы, Ю ному диаметру промежуточной втулки 5, что
25
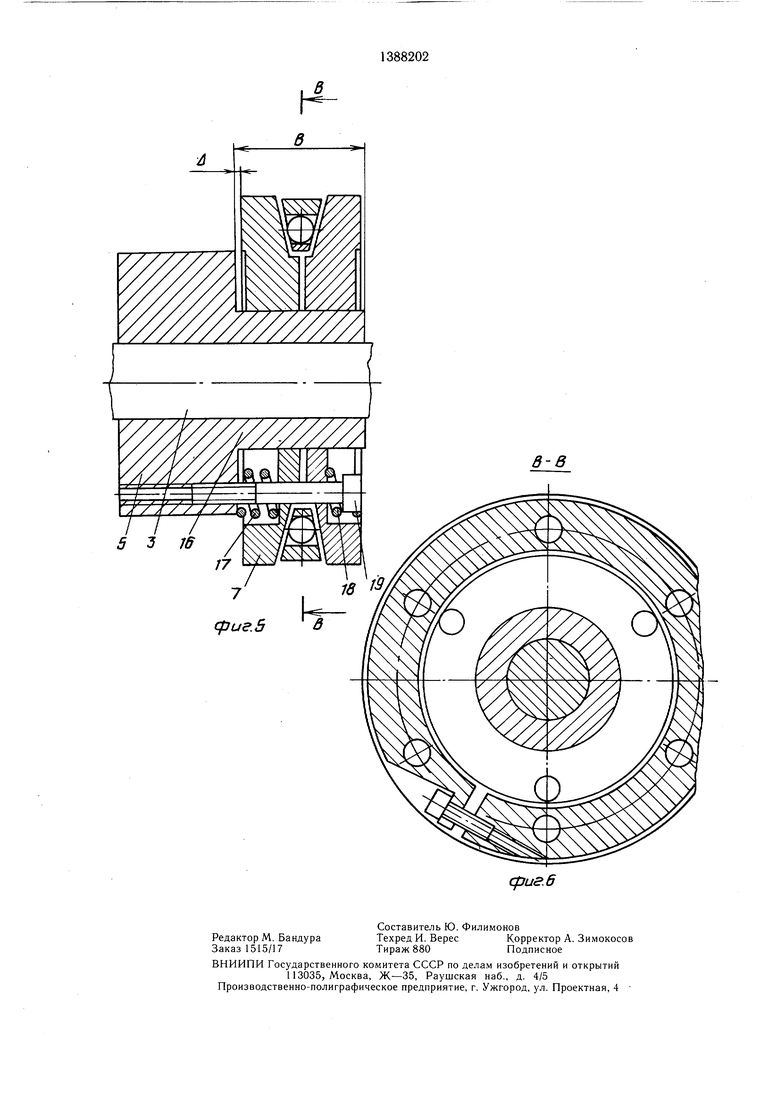
общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - режущий диск с кольцевыми проточками; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - полудиски, смонтированные с помощью промежуточной втул- ки; на фиг. 6 - разрез В-В на фиг. 5.
Дисковые ножницы содержат станину корпуса (не показано) со стенками 1, на которых установлены два параллельных вала 2 и 3. На валу 2 смонтированы режущие диски 4. Между ними установлены 20 промежуточные втулки 5 и прижимные втулки 6. На валу 3 смонтированы режущие диски 7. Между ними также установлены промежуточные втулки 5 и прижимные втулки 6. Режущие диски 7 выполнены разрезными с образованием клиновых канавок, стенки которых имеют наклон под углом а.
В канавку устанавливается разжимающее кольцо 8, которое может быть выполнено с наклонными прямыми стенками, регулируемое с помощью радиального разреза 9. На кольце по окружности равномерно выполнены отверстия 10, в каждом из которых установлен распорный элемент, например шарик 11, таким образом, чтобы он соприкасался с боковыми стенками клиновой канавки. В кольце выполнена выборка под головку регулирующего винта 12, который устанавливается в отверстие 13, выполненное перпендикулярно радиальному разрезу по ту же сторону от него, что и выборка, а по другую сторону выполнена резьбовая часть 14 отверстия 13, в которую ввинчивается винт 12, с помощью которого.изменяют ширину радиального зазора для -изменения диаметра разжимающего кольца (его головка не должна выступать за кромку режущего диска).
Для обеспечения работоспособности ножниц радиальный разрез 9 в кольце 8 имеет ширину п, определяемую соотношением
позволяет увеличить величину А смещения одной рабочей кромки режущего диска.
Полудиски разрезного режущего диска 7 смонтированы на валу 3с помощью промежуточной втулки 16 с возможностью их осевого перемещения вдоль оси вала при их разжиме и подпружинены пружинами 17, 18 по оси вала. Ширина В промежуточной втулки 16 равна максимальному разведению полудисков. Крутящий момент на диски 7 передается с помощью винтов 19.
Возможность осевого перемещения полудисков режущего диска 7 в пределах щири- ны втулки 16 позволяет увеличить диапазон величины А, что в свою очередь обеспечивает порезку толстых материалов.
30
35
Для направления разрезаемой ленты установлены направляющие 20.
Дисковые ножницы работают следующим образом.
Перед началом работы шаржируют режущие диски 4 вала 2 алмазной пастой на величину рабочей части, сводят валы 2 и 3 и с помощью винтов 12, сжимая кольцо 8, обеспечивают прижим режущих кромок дисков 7 к дискам 4, так как шарики 11, перемещаясь в клиновой канавке в направлении, перпендикулярном оси вала 3, и взаимодействуя со стенками клиновой канавки, раздвигают режущие кромки диска 7. На холостом ходу производят притирку и приработку режущих кромок до касания всех 40 шариков по одной окружности с обоих сторон диска. Затем с помощью винтов 12 освобождают разжимающее кольцо и устанавливают необходимое перекрытие режущих дисков и необходимый межножевой зазор. При этом режущие кромки диска 7 сводятся внутрь за счет упругой деформации либо за счет усилия пружин 17 и 18.
Для предотвращения самопроизвольного отвинчивания винта 12 в резьбовую часть 14 отверстия 13 может быть с обратной сторо- cQ ны установлен стопорный винт.
45
л
Д2я tga,
где А - требуемая величина смещения одной рабочей кромки режущего диска от действия разжимающего кольца; а - угол наклона стенки клиновой канавки режущего диска. Наружный диаметр кольца выполнен меньше наружного диаметра разрезного режущего диска, разность внутреннего диаметра разжимающего кольца и внутреннего
диаметра клиновой канавки не менее величины а, определяемой из выражения
а--А .tga
Вместо шариков могут быть установлены закаленные штыри со сферическими торцами.
На торцовых поверхностях разрезного диска 7 выполнены кольцевые проточки 15 по окружности с диаметром, равным наруж ному диаметру промежуточной втулки 5, что
ному диаметру промежуточной втулки 5, что
позволяет увеличить величину А смещения одной рабочей кромки режущего диска.
Полудиски разрезного режущего диска 7 смонтированы на валу 3с помощью промежуточной втулки 16 с возможностью их осевого перемещения вдоль оси вала при их разжиме и подпружинены пружинами 17, 18 по оси вала. Ширина В промежуточной втулки 16 равна максимальному разведению полудисков. Крутящий момент на диски 7 передается с помощью винтов 19.
Возможность осевого перемещения полудисков режущего диска 7 в пределах щири- ны втулки 16 позволяет увеличить диапазон величины А, что в свою очередь обеспечивает порезку толстых материалов.
0
5
Для направления разрезаемой ленты установлены направляющие 20.
Дисковые ножницы работают следующим образом.
Перед началом работы шаржируют режущие диски 4 вала 2 алмазной пастой на величину рабочей части, сводят валы 2 и 3 и с помощью винтов 12, сжимая кольцо 8, обеспечивают прижим режущих кромок дисков 7 к дискам 4, так как шарики 11, перемещаясь в клиновой канавке в направлении, перпендикулярном оси вала 3, и взаимодействуя со стенками клиновой канавки, раздвигают режущие кромки диска 7. На холостом ходу производят притирку и приработку режущих кромок до касания всех 0 шариков по одной окружности с обоих сторон диска. Затем с помощью винтов 12 освобождают разжимающее кольцо и устанавливают необходимое перекрытие режущих дисков и необходимый межножевой зазор. При этом режущие кромки диска 7 сводятся внутрь за счет упругой деформации либо за счет усилия пружин 17 и 18.
Для предотвращения самопроизвольного отвинчивания винта 12 в резьбовую часть 14 отверстия 13 может быть с обратной сторо- Q ны установлен стопорный винт.
Разрезаемая лента по направляющим 20 подается в дисковые ножницы, где нарезается на отдельные полосы, перемещаемые за счет сил трения между режущими дисками 4 и 7 и прижимными втулками 6, 5 которые обеспечивают прижатие ее к режущим дискам.
При появлении после определенного.времени работы по крайней мере одного нека5
13 3
чественного реза его устраняют за счет регулирования зазора с помощью винта 12 на каждом режущем диске. При затуплении режущего диска (не более 0,05 мм по радиусу) валы 2 и 3 сводят. Режущие кромки затупившегося диска разжимают с помощью винта 12 и на холостом ходу прирабатывают, снимая определенный слой, постоянно через определенное время подтягивая винт 12. Затем снова разводят валы 2 и 3, устанавливают необходимое перекрытие ножей, например, с помощью наборов мерительных плиток и с помощью-винта 12 устанавливают необходимый межножевой зазор. При порезке толстых материалов и обеспечения возможности большего количества перезаточек с торцов используют ножницы с дисковыми ножами, установленными на центральной втулке 16, которая выполнена заодно с промежуточной втулкой. Возможность перемещения полудисков на центральной втулке в пределах ее ширины В обеспечивает больший диапазон разведения режущих кромок дисков 7.
При максимальном разведении полудисков промежуточные втулки 5 могут входить (на глубину до 0,3 мм) в цилиндрические проточки с торцов полудисков режущих дисков 7, диаметр которых больше наружного диаметра промежуточных втулок 5 (глубина цилиндрических проточек 0,3-0,5 мм) для обеспечения возможности большего количества заточек.
Формула изобретения
. Дисковые ножницы по авт. св. № 1156866, отличающиеся тем, что, с целью повышения надежности и увеличения производительности за счет обеспечения возможности повыщения скорости резания, каждое разжимающее кольцо выполнено с радиальным разрезом и наружным диаметром, мень- щим наружного диаметра режущего диска, и снабжено равномерно установленными в нем на одной дуге окружности распорными элементами, расположенными с возможностью взаимодействия своей наружной поверх0
5
0
5
ностью со стенками клиновых канавок соответствующего режущего диска, каждый режущий диск выполнен разрезным по плоскости, перпендикулярной оси вала, с образованием двух симметричных частей, а узел натяжения разжимающего кольца выполнен в виде регулировочного винта, расположенного перпендикулярно плоскости разреза и образующего с частью кольца, расположенной по одну сторону разреза, резьбовую пару, при этом в части кольца, расположенной по другую сторону разреза, выполнена выборка под головку винта, щири- ну п разреза определяют из выражения
, /ga
где Д - требуемая величина смещения одной рабочей кромки режущего диска от действия разжимающего кольца;
а - угол наклона стенки клиновой канавки режущего диска,
а разность внутреннего диаметра разжимающего кольца и внутреннего диаметра клиновой канавки режущего диска выбирают не менее величины а, определяемой из выражения
0
5
0
2.Ножницы по п. 1, отличающиеся тем, что, с целью повышения долговечности за счет увеличения величины смещения рабочих кромок режущих дисков, последние выполнены с кольцевыми проточками на торцовых поверхностях, центры окружности которых расположены на диаметре окружности, равном наружному диаметру промежуточной втулки.
3.Ножницы по п. 1, отличающиеся тем, что вал, несущий разрезные режущие диски, снабжен мерными по длине втулками по числу режущих дисков, части каждого режущего диска установлены на соответствующей втулке с возможностью осевого перемещения и подпружинены в осевом направлении одна к другой.
A-/I
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковые ножницы | 1985 |
|
SU1274864A2 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2017 |
|
RU2670523C1 |
| Дисковые ножницы | 1983 |
|
SU1082568A2 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2689609C1 |
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
| Размалывающая гарнитура дисковой мельницы | 2023 |
|
RU2811135C1 |
| Способ доводки дисковых ножей в сборе | 1988 |
|
SU1641524A1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2274491C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2012 |
|
RU2499858C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для нарезки листового материала, в том числе и пластмассовой пленки. Цель изобретения - повышение надежности дисковых ножниц и увеличение их производительности за счет обеспечения возможности повышения скорости резания. Для этого твердые шарики 11, размещенные по обеим сторонам разжимающего кольца 8, установлены равномерно по одной окружности с обеспе- ченим соприкосновения со стенками клиновой канавки режущего диска 7. Разжимающее кольцо 8 выполнено регулируемым с помощью радиального разреза, перпендикулярно которому выполнено отверстие с резьбовой частью, в которое вставляется регулировочный винт. 2 з.п.ф-лы, 6 ил.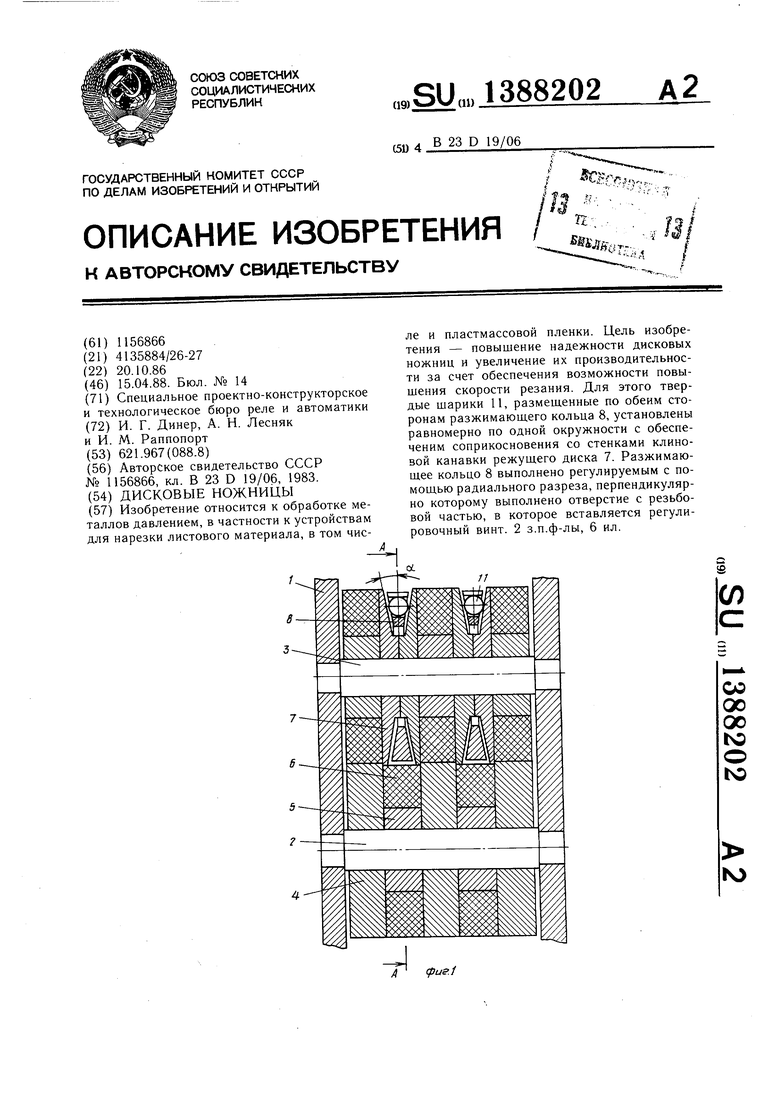
фигЛ
f
| Авторское свидетельство СССР № 1156866, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
