Изобретение относится к оборудованию для резки, в том числе просечки, преимущественно тонколистового материала, и может быть использовано на предприятиях металлургического и машиностроительного комплексов.
Известны дисковые ножницы для продольной резки тонколистового материала, содержащие верхние и нижние режущие диски, смонтированные на параллельных приводных валах, и кольца, расположенные между ними [1]. Кольца свободно установлены на осях, размеченных над верхним и под нижним валами. Перекос режущих дисков и износ их режущих кромок компенсируется перемещением последних вдоль валов.
Недостатками данного решения являются сложность конструкции (наличие дополнительных осей), низкая долговечность режущих дисков (износ режущих дисков осуществляется при их контакте между собой и кольцами) и высокая трудоемкость изготовления режущих дисков и колец (поле допуска на толщину дисков и колец при порезке тонколистового материала не должно превышать 3...5 мкм). Следует также отметить, что достигнуть полной компенсации износа режущих кромок и перекоса режущих дисков осевым перемещением последних, как правило, не удается, так как величины износа режущих дисков и колец отличаются друг от друга.
Наиболее близким аналогом предлагаемому изобретению являются многодисковые ножницы, содержащие установленные на двух параллельных валах режущие диски, механизм выборки зазоров между режущими кромками оппозитно расположенных режущих дисков, устройства осевой фиксации последних на валах, а также промежуточные и прижимные кольца, при этом на одном из валов режущие диски выполнены составными [2].
Основные недостатки наиболее близкого аналога связаны с наличием индивидуальных и общего механизмов выборки зазоров между режущими дисками, их конструктивного исполнения, способа осуществления выборки зазоров и высокой трудоемкостью изготовления режущих дисков и промежуточных колец.
Так, наличие большого числа деталей, посредством которых производится выборка зазоров, существенно усложняет конструкции ножниц и предопределяет необходимость выполнения дополнительных операций при сборке и эксплуатации ножниц, и следовательно, увеличивает трудоемкость их изготовления и обслуживания.
Размещение механизма выборки зазоров между частями составного режущего диска сужает технологические возможности ножниц в части получения узких полосок (минимальная ширина отрезаемых полосок равна суммарной толщине частей режущего диска и механизма выборки зазоров). Кроме того, конструктивное исполнение режущих дисков не позволяет использовать один и тот же комплект режущего инструмента для получения полосок различной ширины, а это приводит к увеличению парка режущего инструмента и себестоимости продукции.
Задачей предлагаемого изобретения является упрощение конструкции ножниц, уменьшение трудоемкости их изготовления и обслуживания, снижение себестоимости готовой продукции и расширение технологических возможностей.
Поставленная задача достигается тем, что в известных многодисковых ножницах, содержащих установленные на двух параллельных валах режущие диски, механизм выборки зазоров между режущими кромками оппозитно расположенных режущих дисков, устройства осевой фиксации последних на валах, а также промежуточные и прижимные кольца, при этом на одном из валов режущие диски выполнены составными, согласно изобретению, на другом валу режущие диски также выполнены составными, каждая из частей всех составных режущих дисков выполнена тарельчатой формы и имеет по меньшей мере один конический участок и примыкавший к последнему и перпендикулярный к оси вала цилиндрический участок с режущей кромкой, расположенной со стороны конического участка, при этом части составных режущих дисков попарно состыкованы между собой по основаниям цилиндрических участков, а каждый составной режущий диск состыкован с соседними по меньшим основаниям конических участков.
Одна из частей каждого из составных режущих дисков выполнена с равномерно расположенными по периметру режущей кромки сквозными выемками, при этом указанные части со сквозными выемками расположены на соответствующем валу с направлением конических участков в одну сторону.
Толщина цилиндрических и конических участков частей составного режущего диска выполнена постоянной.
Заявляемые геометрическая форма частей составного режущего диска, их сборка и расположение относительно друг друга позволяют создать упругую систему. Эта система, находясь в сжатом состоянии, за счет упругой деформации конических и цилиндрических участков частей составных режущих дисков обеспечивает в очаге деформации постоянное прижатие режущих кромок, оппозитно расположенных составных режущих дисков друг к другу на протяжении всего срока службы независимо от величины их износа. При этом нагружение системы составных режущих дисков в осевом направлении осуществляется при монтаже на валы штатными устройствами осевой фиксации, что обеспечивает упрощение конструкции ножниц, уменьшение трудоемкости их изготовления и обслуживания и в конечном итоге приводит к снижению себестоимости готовой продукции.
Кроме того, предлагаемое исполнение составных режущих дисков позволяет по сравнению с ближайшим аналогом существенно расширить технологические возможности ножниц путем порезки листового материала на более узкие полоски (минимальная ширина отрезаемых полосок равна толщине составного режущего диска в очаге деформации) и расширения сортамента производимой продукции без увеличения парка режущего инструмента. Последнее обеспечивается установкой промежуточных колец между составными режущими дисками и его частями. Следует отметить, что при порезке листового материала на полоски шириной, равной толщине составного режущего диска в очаге деформации, они монтируются на валах без промежуточных втулок, а это наряду с отмеченным выше сокращением парка peжущего инструмента обуславливает заметное снижение себестоимости готовой продукции.
Выполнение на половине частей составных режущих дисков каждого вала с однонаправленными коническими участками, равномерно расположенных по периметру режущей кромки сквозных выемок, позволяет дополнительно расширить технологические возможности ножниц путем, например, изготовления полуфабриката просечно-вытяжной сетки, а именно просеченной ленты, при минимальных затратах на изготовление составных режущих дисков. Для выпуска полуфабриката просечно-вытяжной сетки достаточно изготовить половину частей составных режущих дисков (с сквозными выемками), а другая половина берется из существующего парка режущего инструмента используемого, например, для порезки тонколистового материала.
Выполнение толщины цилиндрических и конических участков частей составного режущего диска постоянной обеспечивает единственное снижение трудозатрат на изготовление составных режущих дисков за счет использования при их обработке высокопроизводительных методов штамповки.
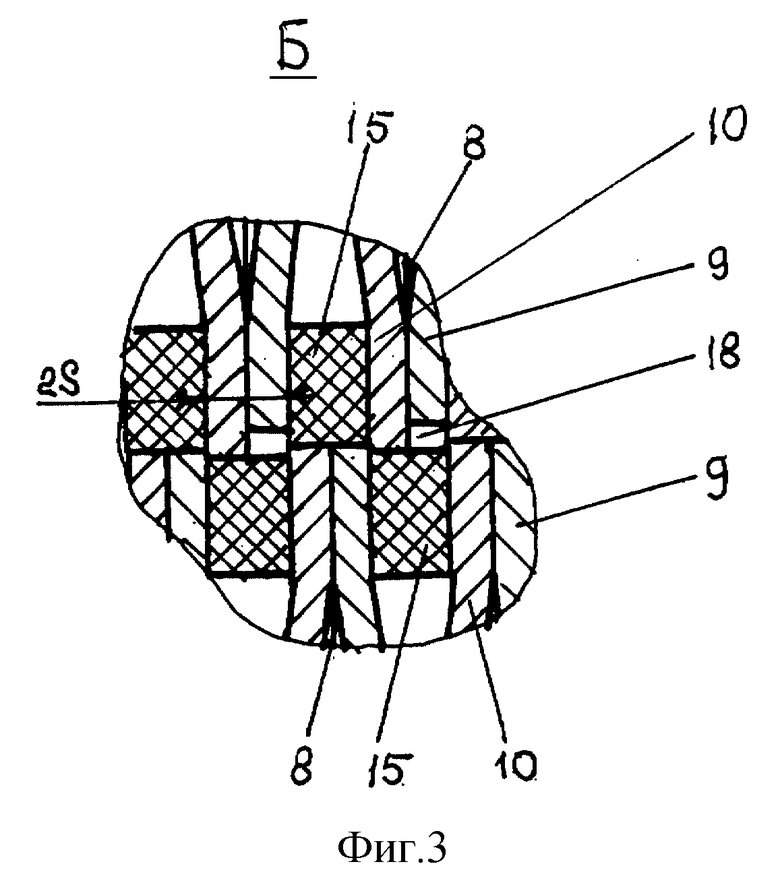
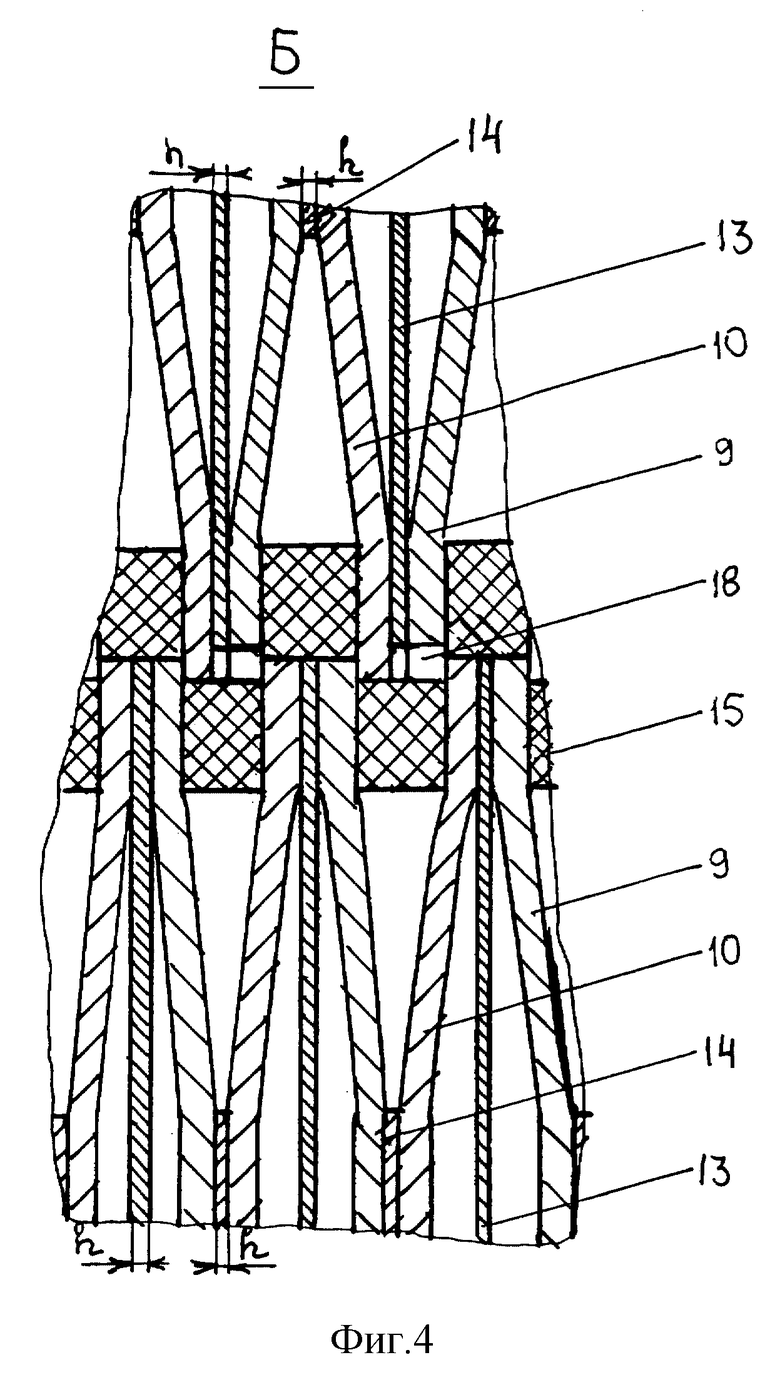
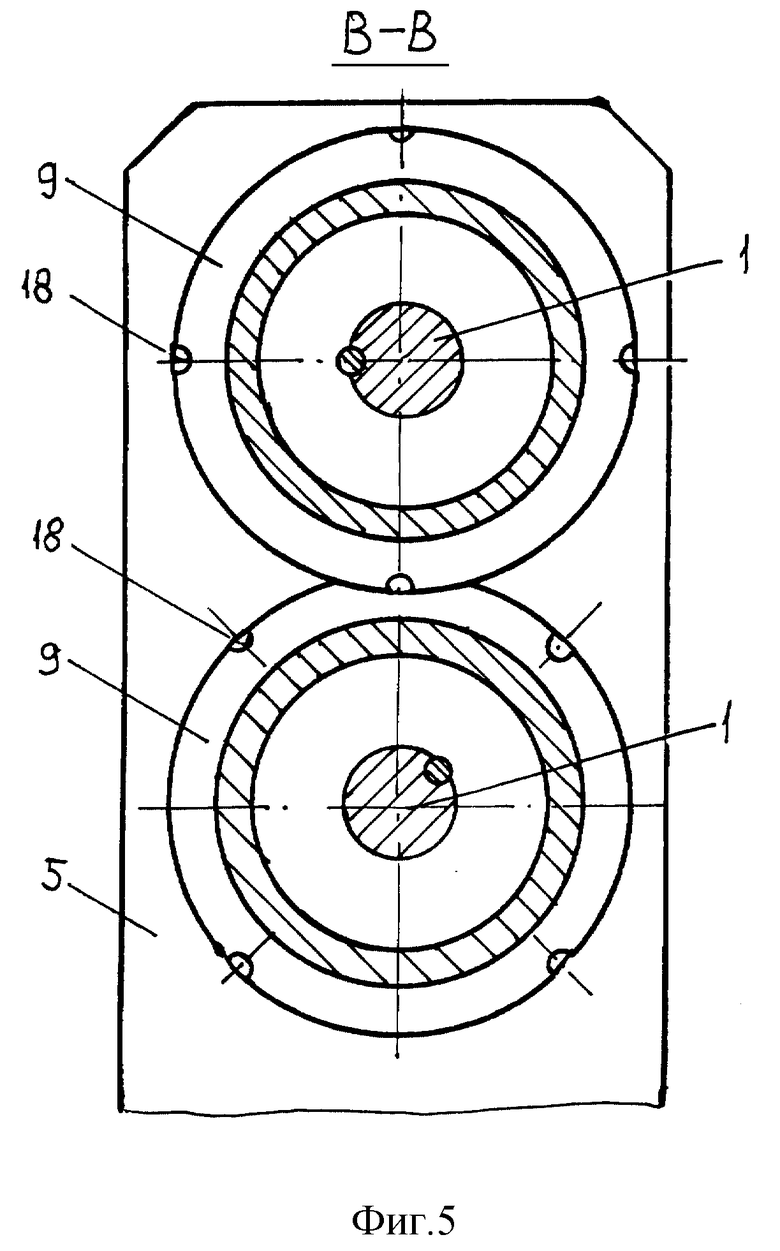
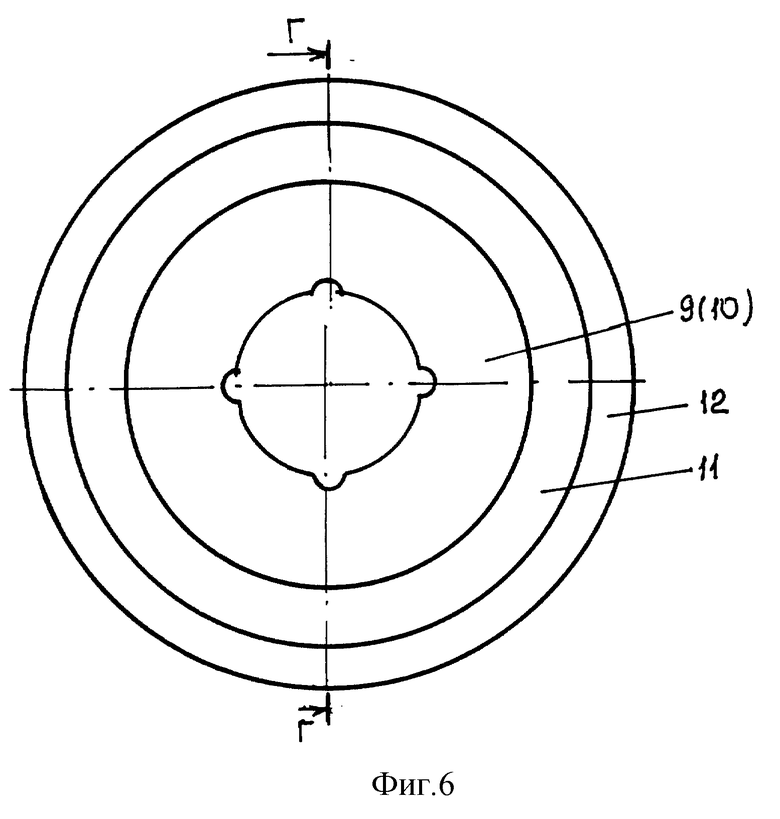
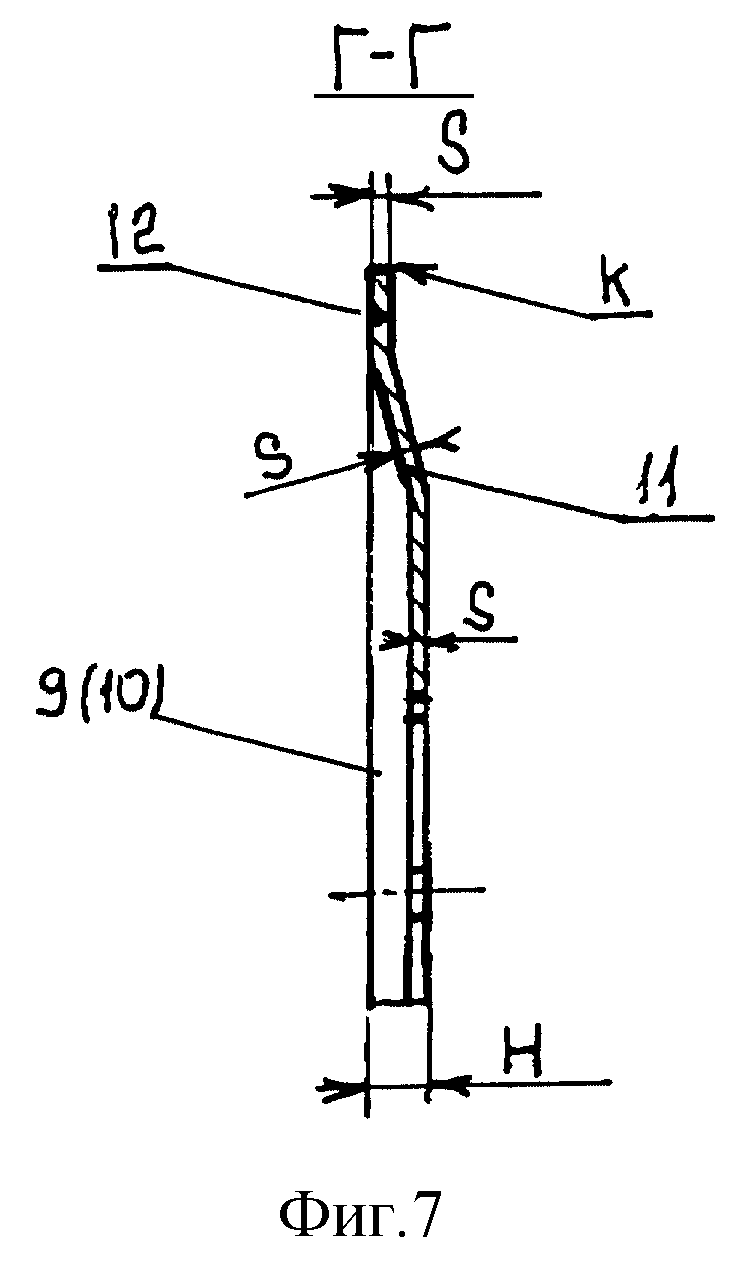
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 схематически изображен продольный разрез многодисковых ножниц по оси резания; на фиг. 2 - выносной элемент А на фиг. 1; на фиг. 3 - выносной элемент Б на фиг. 1; на фиг. 4 - то же, что и на фиг. 3, но с установкой промежуточных колец; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - часть составного режущего диска; на фиг. 7 - разрез В-В на фиг. 6.
Многодисковые ножницы для порезки, в том числе просечки тонколистового материала, содержат два параллельных вала 1, смонтированных на подшипниках 2 в подушках 3, 4, размещенных в опорных стойках 5, 6 корпуса 7, и привод валов 1 (не показано), оборудованный средствами бесступенчатой регулировки взаимного углового положения валов 1 (не показано).
На валах 1 с помощью шпоночного соединения (не показано) установлены составные режущие диски 8, состоящие из двух частей 9, 10. Каждая из частей 9, 10 составного режущего диска 8 выполнена тарельчатой формы и содержит по крайней мере один конический участок 11 и примыкающий к нему перпендикулярный оси вала 1 цилиндрический участок 12 с режущей кромкой к (см. фиг. 7). Толщина S конического 11 и цилиндрического 12 участков частей 9, 10 выполнена постоянной, а их высота H выбирается таким образом, чтобы обеспечить в очаге деформации постоянное прижатие режущих кромок к, оппозитно расположенных составных режущих дисков 8 (на верхнем и нижнем валах 1) друг к другу на протяжении всего срока их службы. Части 9, 10 попарно состыкованы по цилиндрическим участкам 12 с расположением режущих кромок к со стороны конических участков 11. Состыковка частей 9, 10 может быть выполнена через промежуточные кольца 13 толщиной h (см. фиг. 4). При этом между составными режущими дисками 8, состыкованными между собой меньшими основаниями конических участков 11, также устанавливаются промежуточные кольца 14 толщиной h. Кроме того, между составными режущими дисками 8 устанавливаются прижимные, например резиновые кольца 15, выполняющие функции выталкивателей. Сжатие составных режущих дисков 8 осуществляется устройством осевой фиксации 16, выполненным в виде передачи винт-вал 1 - гайка 17. Для производства полуфабриката просечно-вытяжной сетки на половине частей составных режущих дисков, например 9, каждого вала 1 с однонаправленными коническими участками 11 выполнены равномерно расположенные по периметру режущей кромки к сквозные выемки 18.
Сборка, настройка и работа на многодисковых ножницах осуществляются следующим образом.
Установленные на подшипниках 2 в подушках 3 валы 1 монтируются в расточках опорной стойки 5. На валы 1 устанавливается соответствующий комплект режущего инструмента.
При порезке тонколистового материала на полоски шириной, равной двойной толщине S цилиндрического участка 12 частей дисков 9, 10, на валы 1 монтируются составные режущие диски 8 и прижимные резиновые кольца 15.
При получении полосок шириной, превышающей двойную толщину S цилиндрического участка 12, на валы 1 монтируются составные режущие диски 8, между ними промежуточные 14 и прижимные 15 кольца, а между частями 9, 10 составных режущих дисков 8 промежуточные кольца 15 с толщиной h, равной толщине промежуточных колец 14.
При производстве полуфабриката просечно-вытяжной сетки операции по установке составных режущих дисков 8, промежуточных 13, 14 и прижимных 15 колец дополняются операциями по взаимной ориентировке частей 9, снабженных сквозными выемками 18, которые осуществляются следующим образом.
Оси сквозных выемок 18, например, частей 9, устанавливаемых на валах 1, ориентируются посредством шпоночных соединений (не показано) соосно друг c другом. Далее валы 1 с составными режущими дисками 8, промежуточными 13, 14 и прижимными 15 кольцами с помощью средств бесступенчатой регулировки взаимного углового положения валов 1 (не показано) разворачивают относительно друг друга таким образом, чтобы оси сквозных выемок 18 разноименных валов 1 при их вращении проходили очаг деформации поочередно со смещением по углу поворота, равному половине угла между осями соседних выемок, расположенных по периметру режущей кромки к части 9 составного режущего диска 8 (см. фиг. 5).
После установки составных режущих дисков 8, прижимных резиновых втулок 15 и в рассмотренных случаях промежуточных колец 13, 14 гайками 17 устройства осевой фиксации 16 производится сжатие составных режущих дисков 8 в осевом направлении. При сжатии составных режущих дисков 8, контактирующих между собой меньшими основаниями конических участков 11, происходит упругое деформирование последних. В результате этого вне зоны контакта (очага деформации) оппозитно расположенных составных режущих дисков наблюдается поворот цилиндрических участков 12 частей 9, 10 составных режущих дисков 8 (см. фиг. 2), а в очаге деформации -постоянное прижатие режущих кромок оппозитно расположенных составных режущих дисков 8 друг к другу (см. фиг. 3) на протяжении всего срока службы последних независимо от величины их износа.
По завершении операции осевой фиксации (сжатия) составных режущих дисков 8 на неприводные хвостовики валов 1 посредством подшипников 2 монтируются подушки 4, которые в свою очередь размещаются в расточках опорной стойки 6, скрепляемой с корпусом 7.
Валы 1 соединяют с приводом многодисковых ножниц (не показано) и приступают к осуществлению процесса резки (просечки) тонколистового материала. Составные режущие диски 8, вращаясь своими режущими кромками к, разделяют тонколистовую заготовку на узкие полоски требуемой ширины. Съем отрезанных полосок с составных режущих дисков 8 производится прижимными кольцами 15.
При производстве полуфабриката просечно-вытяжной сетки, характер взаимодействия составных режущих дисков, заготовки и прижимных втулок аналогичен рассмотренному выше, за исключением того, что при прохождении сквозных выемок 18 через очаг деформации создаются перемычки (разделения листа не происходит), связывающие ячейки просечно-вытяжной сетки между собой.
Согласно предлагаемому изобретению были изготовлены комплекты режущего инструмента для лабораторных ножниц, оборудованных средствами бесступенчатой регулировки взаимного углового положения валов. Технологический процесс изготовления части составного режущего диска включал штамповку тарельчатой формы черновой заготовки (высотой H = 1,8 мм) из холоднокатаного листа (сталь У8) толщиной 0,8 мм; термообработку; шлифовку внутреннего отверстия: шлифовку наружной поверхности в диаметр 105 мм; обработку шпоночных пазов и сквозных выемок. Всего было изготовлено 20 частей составных режущих дисков со сквозными выемками и 40 - без выемок.
При сравнении трудоемкости изготовления режущего инструмента согласно предлагаемому изобретению и ближайшему аналогу можно отметить, что во втором случае трудоемкость, а следовательно, и стоимость инструмента, тесно связанная с себестоимостью готовой продукции, значительно выше, так как черновое формоизменение заготовки режущего диска осуществляется методами механической обработки со снятием стружки и, кроме того, для изготовления готовых режущих дисков необходимо дополнительно выполнить трудоемкие операции шлифовки торца и профильную шлифовку конических участков.
В рамках исследования технологических возможностей предлагаемого технического решения была опробована технология порезки стальной ленты толщиной 0,05. ...0,25 мм на полоски шириной 1,6....5,6 с шагом 0,8 мм и изготовления полуфабриката просечно-вытяжной сетки в виде стальной просеченной ленты шириной 65 мм, толщиной 0,15 мм и шириной элементов ячеек 1,6 и 2,4 мм. Были проведены также сравнительные исследования по технологии порезки стальной ленты на полоски шириной 5,6 мм составными режущими дисками, оборудованными известным механизмом выборки зазоров [2]. Следует отметить, что 5,6 мм - это минимальная ширина полоски, на которую удалось спроектировать известный режущий инструмент.
Количество частей составных режущих дисков, монтируемых на валы, при проведении экспериментальных исследований по опробованию предлагаемого изобретения не превышало 40, а при порезке материала известными режущими дисками - 7.
На основании выполненных исследований установлено следующее.
При сборке и настройке предлагаемых и известных ножниц затраты времени были примерно равны, хотя частей составных режущих дисков в первом случае было в 3,7 раза больше.
В процессе работы корректировки усилия сжатия составных режущих дисков в предлагаемых многодисковых ножницах не проводилось, а в известных выполнялось неоднократно, при этом каждой корректировке усилия сжатия предшествовал некоторый промежуток времени, в течение которого выпускалась продукция, не соответствующая техническим требованиям. Последнее в случае осуществления технологии резки по схеме рулон-рулон связано с существенным увеличением себестоимости готовой продукции.
Качество реза и поле допуска на ширину для всех типоразмеров полосок, отрезанных с применением разработанных составных режущих дисков, в том числе при производстве полуфабриката просечно-вытяжной сетки соответствовали требованиям технических условий на подобную продукции и не уступали аналогичным показателям, полученным при использовании известных составных режущих дисков [2].
При применении штампованных из холоднокатаного листа промежуточных колец, устанавливаемых между предлагаемыми составными режущими дисками и его частями (при порезке полосок шириной больше 1,6 мм), ухудшения качества и точности реза не наблюдалось.
Таким образом можно утверждать, что использование предлагаемого изобретения по сравнению с ближайшим аналогом позволяет упростить конструкцию ножниц, уменьшить трудоемкость их изготовления и обслуживания, снизить себестоимость готовой продукции и расширить технологические возможности. Предлагаемые многодисковые ножницы целесообразно применять для порезки металлических, бумажных и других листов на узкие полоски. Ножницы могут найти широкое применение при изготовлении полуфабриката просечно-вытяжной сетки.
Источники информации
1. Авторское свидетельство СССР N 239764, кл. В 25 D 19/06. Устройство для продольной резки / А.А. Сафаров, Н.И. Иванов N 11946603/25-27; Заявл. 23.10.67; Опубл. 18.03.69. Бюл. N 11.
2. Авторское свидетельство СССР N 1274864, кл. В 23 D 19/06. Дисковые ножницы / И.Г. Динер, А.H. Лесняк - N 3894609/25-27; Заявл. 14.05.85; Опубл. 07.12.86. Бюл. N 45.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2155116C1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187402C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| ЦЕНТРОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЖЕСТКО КООРДИНИРОВАННЫХ ОТВЕРСТИЙ | 2000 |
|
RU2193951C2 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТОЧНОГО МАТЕРИАЛА | 2009 |
|
RU2419522C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151692C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 2009 |
|
RU2419523C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗАХОДНОГО ОТВЕРСТИЯ | 2001 |
|
RU2196664C1 |

Изобретение относится к оборудованию для резки, в том числе просечки, преимущественно тонколистового материал, и может быть использовано на предприятиях металлургического и машиностроительного комплекса. Многодисковые ножницы содержат установленные на двух параллельных валах составные режущие диски, механизм выборки зазоров между режущими кромками оппозитно расположенных режущих дисков, устройства осевой фиксации последних на валах, а также промежуточные и прижимные кольца. Каждая из частей всех составных режущих дисков выполнена тарельчатой формы и имеет, по меньшей мере, один конический участок и примыкающий к последнему и перпендикулярный к оси вала цилиндрический участок с режущей кромкой, расположенной со стороны конического участка. При этом части составных режущих дисков попарно состыкованы между собой по основаниям цилиндрических участков. Каждый составной режущий диск состыкован с соседними по меньшим основаниям конических участков. Одна из частей каждого из составных режущих дисков выполнена с равномерно расположенными по периметру режущей кромки сквозными выемками. При этом указанные части со сквозными выемками расположены на соответствующем валу с направлением конических участков в одну сторону. Такое конструктивное выполнение дисковых ножниц позволит уменьшить трудоемкость их изготовления и обслуживания, снизить себестоимость готовой продукции и расширить технологические возможности. 2 з.п.ф-лы, 7 ил.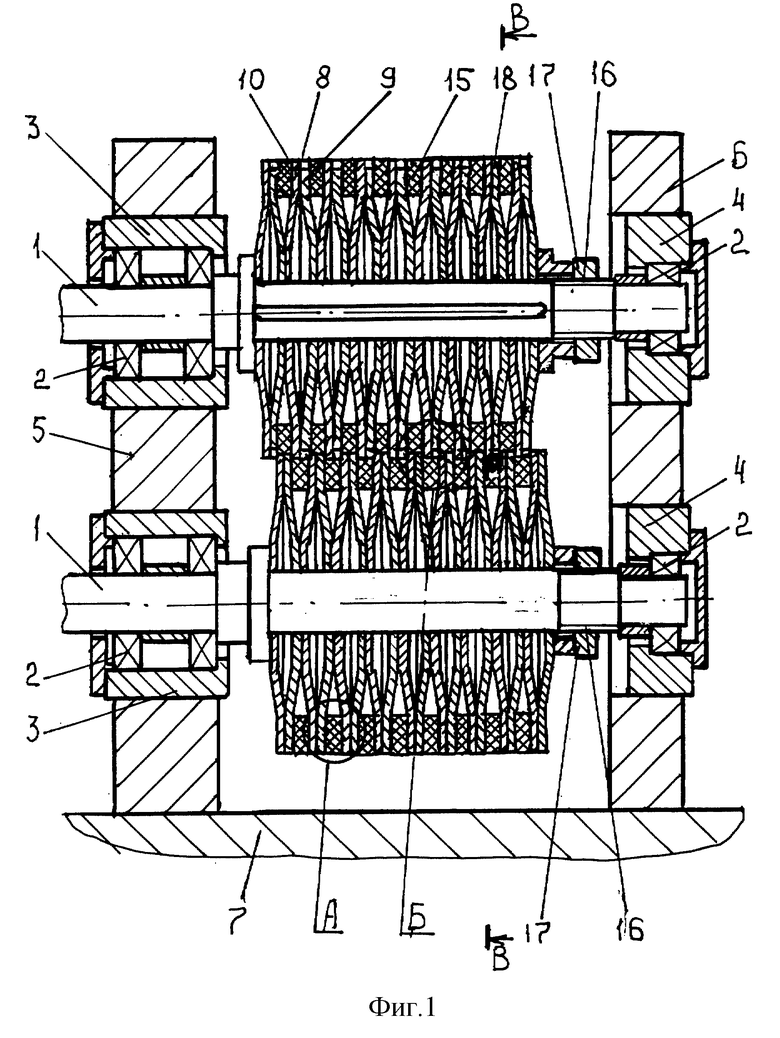
| SU 12574864 A2, 07.12.1986 | |||
| SU 1156866 A, 23.05.1985 | |||
| US 4805506, 21.02.1989. |
