(Л
С
оо
00
со ;о
со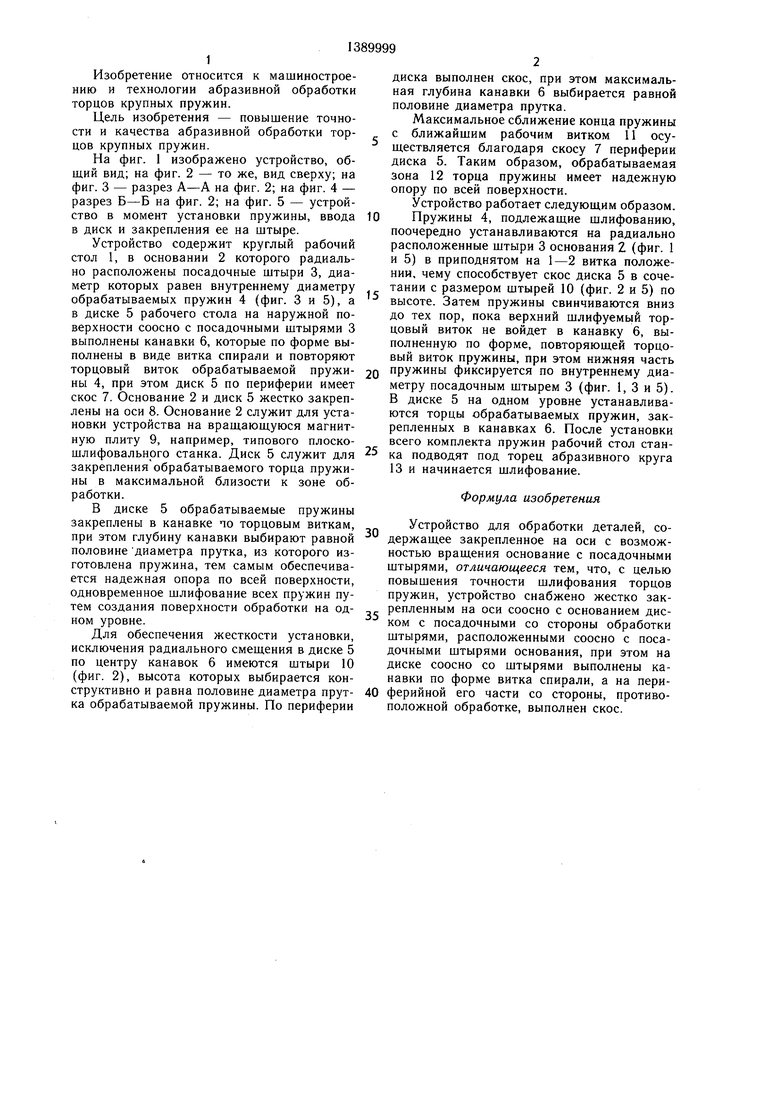
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303511C2 |
Изобретение относится к машиностроению и технологии абразивной обработки торцов крупных пружин. Целью изобретения является повышение точности и качества абразивной обработки торцов крупных пружин. В основании 2 круглого рабочего стола радиально расположены посадочные штыри 3, диаметр которых равен внутреннему диаметру обрабатываемых пружин 4. В диске 5 на наружной поверхности соосно с посадочными штырями 3 выполнены канавки 6, которые по форме повторяют торцовый виток обрабатываемой пружины 4. Диск 5 по периферии имеет скос 7. Основание 2 и диск 5 жестко закреплены на оси 8. Основание 2 служит для установки устройства на вращаюшуюся магнитную плиту 9. Диск 5 служит для закрепления обрабатываемого торца пружины в максимальной близости к зоне обработки. 5 ил.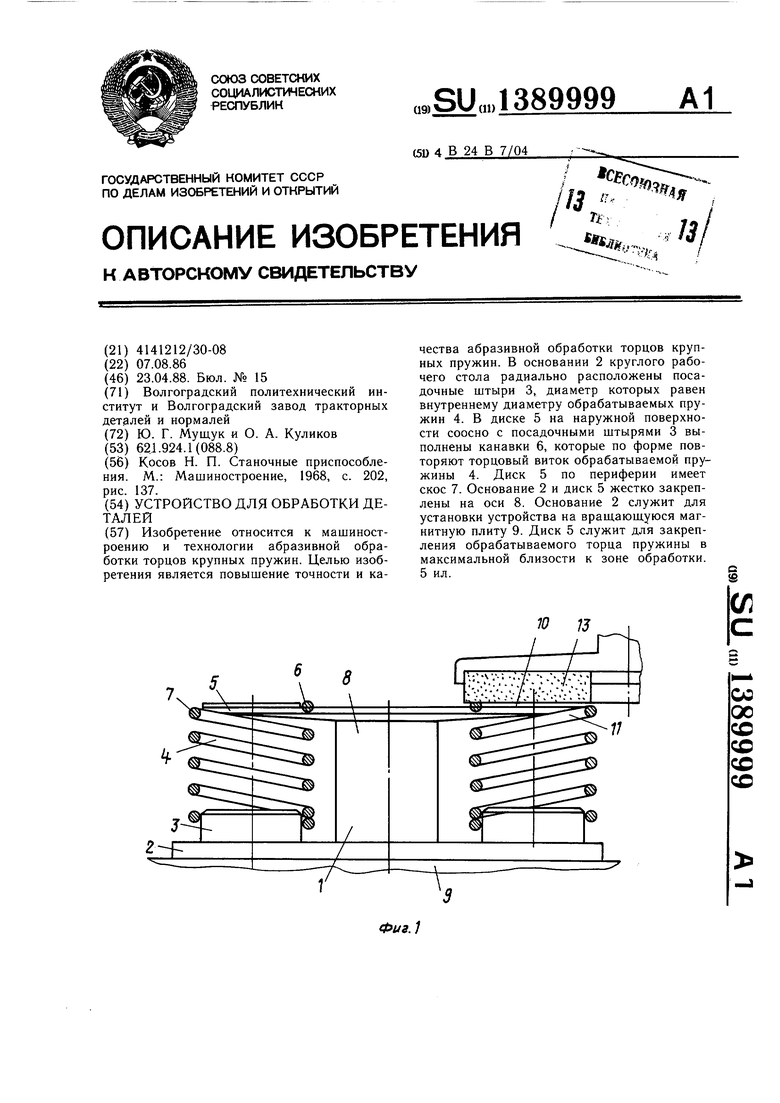
Фиг.1
Изобретение относится к машиностроению и технологии абразивной обработки торцов крупных пружин.
Цель изобретения - повышение точности и качества абразивной обработки торцов крупных пружин.
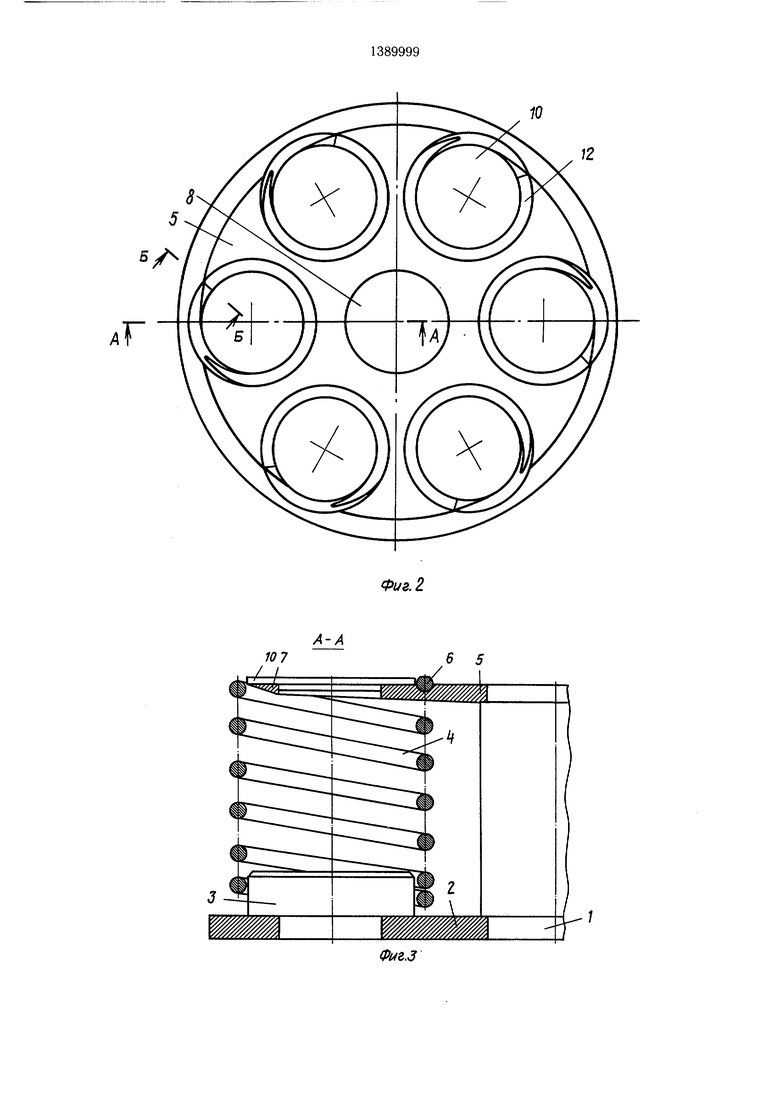
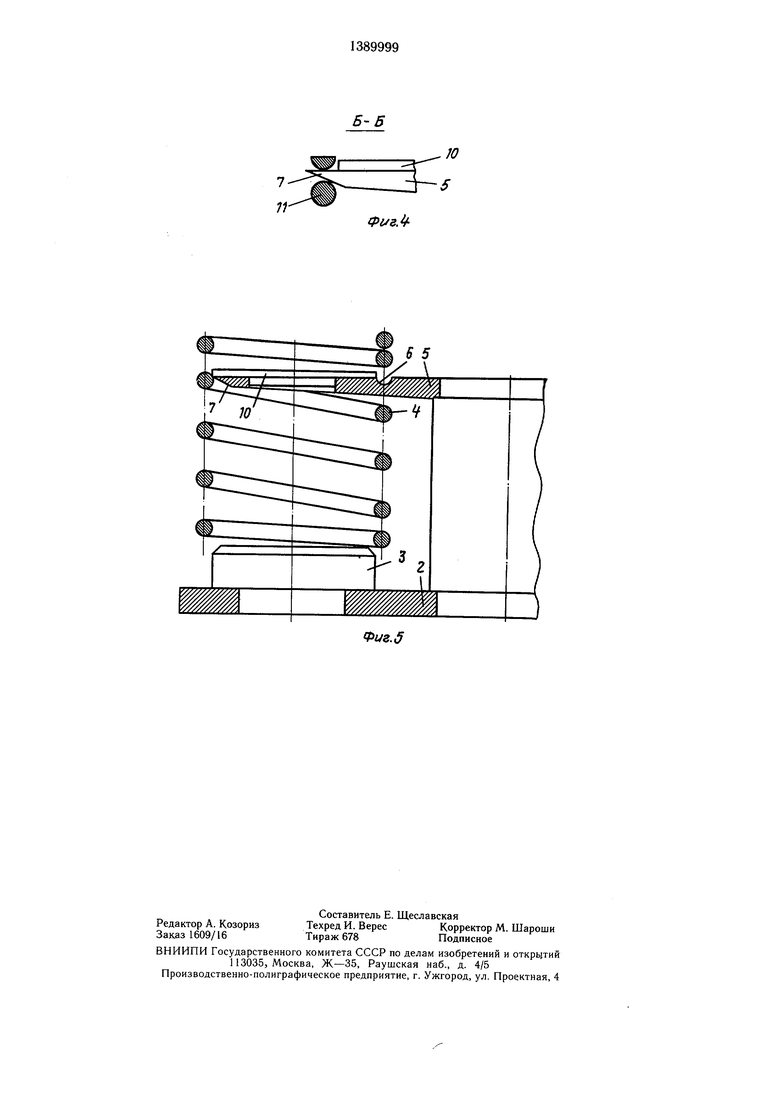
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - устройство в момент установки пружины, ввода в диск и закрепления ее на штыре.
Устройство содержит круглый рабочий стол 1, в основании 2 которого радиаль- но расположены посадочные штыри 3, диаметр которых равен внутреннему диаметру обрабатываемых пружин 4 (фиг. 3 и 5), а в диске 5 рабочего стола на наружной поверхности соосно с посадочными штырями 3 выполнены канавки 6, которые по форме выполнены в виде витка спирали и повторяют торцовый виток обрабатываемой пружины 4, при этом диск 5 по периферии имеет скос 7. Основание 2 и диск 5 жестко закреплены на оси 8. Основание 2 служит для установки устройства на вращающуюся магнитную плиту 9, например, типового плоско- шлифовального станка. Диск 5 служит для закрепления обрабатываемого торца пружины в максимальной близости к зоне обработки.
В диске 5 обрабатываемые пружины закреплены в канавке по торцовым виткам, при этом глубину канавки выбирают равной половине диаметра прутка, из которого изготовлена пружина, тем самым обеспечивается надежная опора по всей поверхности, одновременное шлифование всех пружин путем создания поверхности обработки на одном уровне.
Для обеспечения жесткости установки, исключения радиального смещения в диске 5 по центру канавок 6 имеются штыри 10 (фиг. 2), высота которых выбирается конструктивно и равна половине диаметра прутка обрабатываемой пружины. По периферии
диска выполнен скос, при этом максимальная глубина канавки 6 выбирается равной половине диаметра прутка.
Максимальное сближение конца пружины с ближайшим рабочим витком 11 осуществляется благодаря скосу 7 периферии диска 5. Таким образом, обрабатываемая зона 12 торца пружины имеет надежную опору по всей поверхности.
Устройство работает следующим образом.
0 Пружины 4, подлежащие шлифованию, поочередно устанавливаются на радиально расположенные штыри 3 основания 2 (фиг. 1 и 5) в приподнятом на 1-2 витка положении, чему способствует скос диска 5 в сочетании с размером штырей 10 (фиг. 2 и 5) по высоте. Затем пружины свинчиваются вниз до тех пор, пока верхний шлифуемый торцовый виток не войдет в канавку 6, выполненную по форме, повторяющей торцовый виток пружины, при этом нижняя часть
Q пружины фиксируется по внутреннему диаметру посадочным штырем 3 (фиг. 1, 3 и 5). В диске 5 на одном уровне устанавливаются торцы обрабатываемых пружин, закрепленных в канавках 6. После установки всего комплекта пружин рабочий стол стан5 ка подводят под торец абразивного круга 13 и начинается шлифование.
Формула изобретения
5
Устройство для обработки деталей, со- держашее закрепленное на оси с возможностью вращения основание с посадочными штырями, отличающееся тем, что, с целью повышения точности шлифования торцов пружин, устройство снабжено жестко закрепленным на оси соосно с основанием диском с посадочными со стороны обработки штырями, расположенными соосно с посадочными штырями основания, при этом на диске соосно со штырями выполнены канавки по форме витка спирали, а на пери- ферийной его части со стороны, противоположной обработке, выполнен скос.
10
12
Фиг. 2
6 5
Фиг.
Фиг. 5
| Косов Н | |||
| П | |||
| Станочные приспособления | |||
| М.: Машиностроение, 1968, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
